
一种温锻挤压成形模具.pdf

努力****绮亦

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种温锻挤压成形模具.pdf
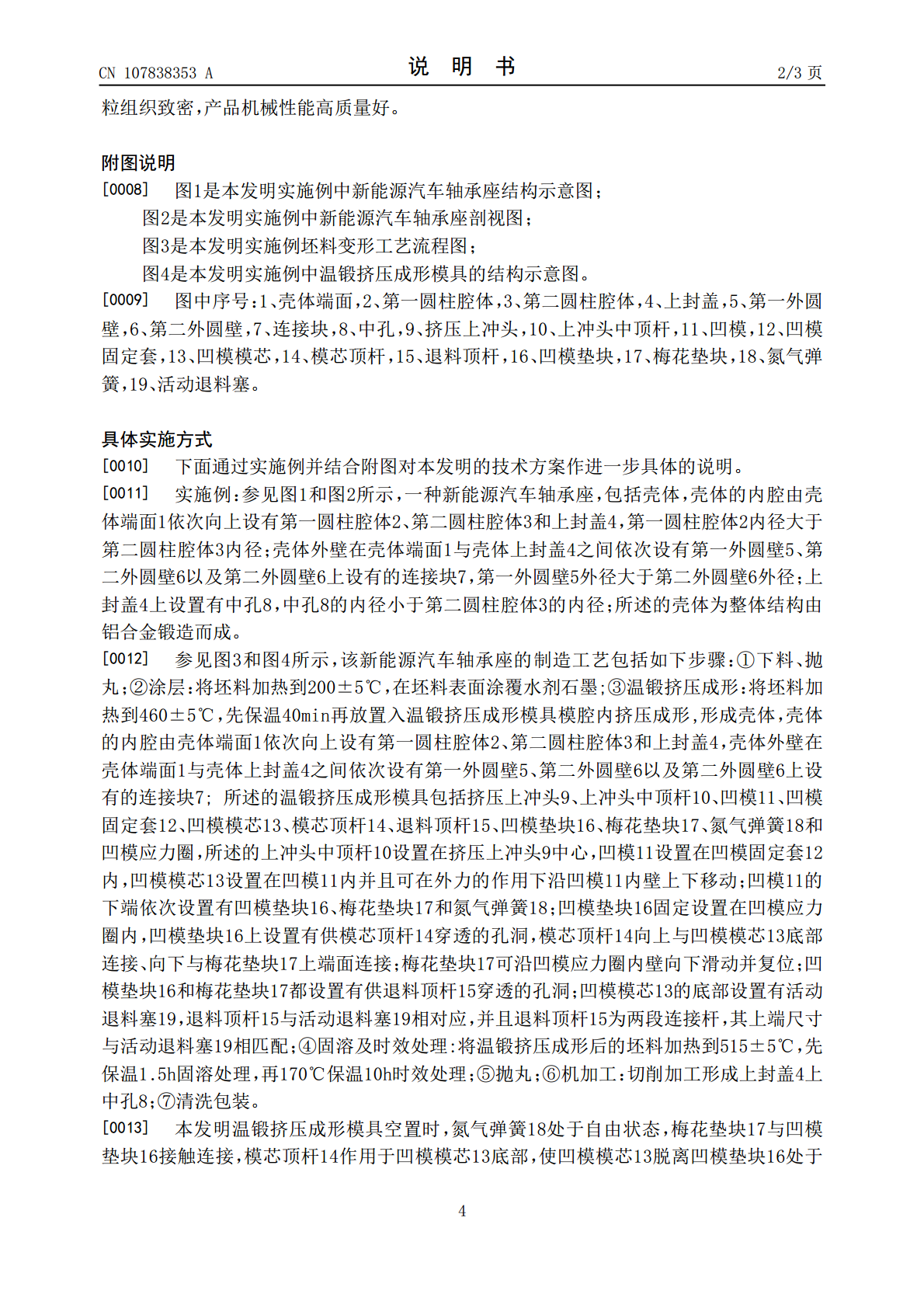
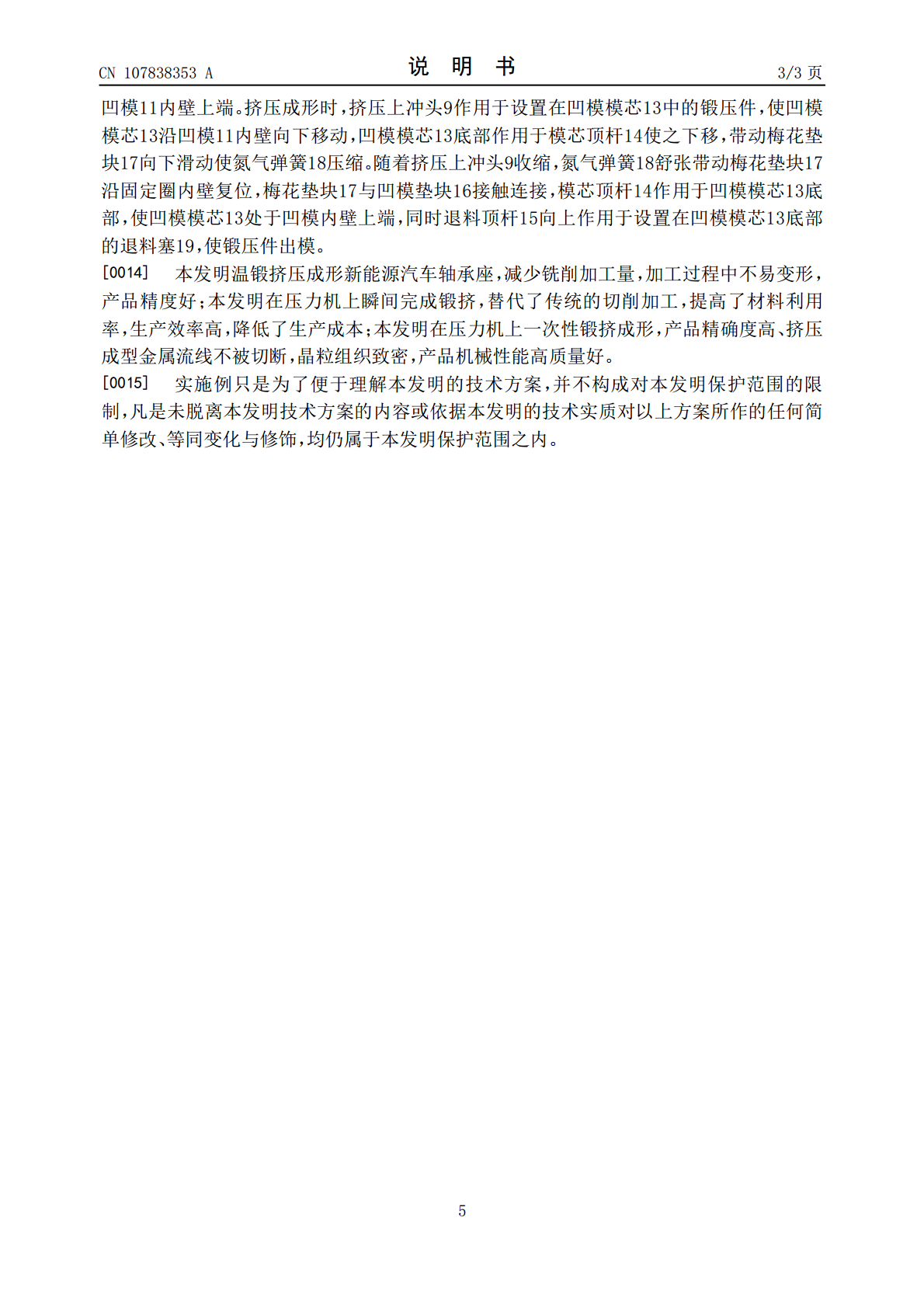
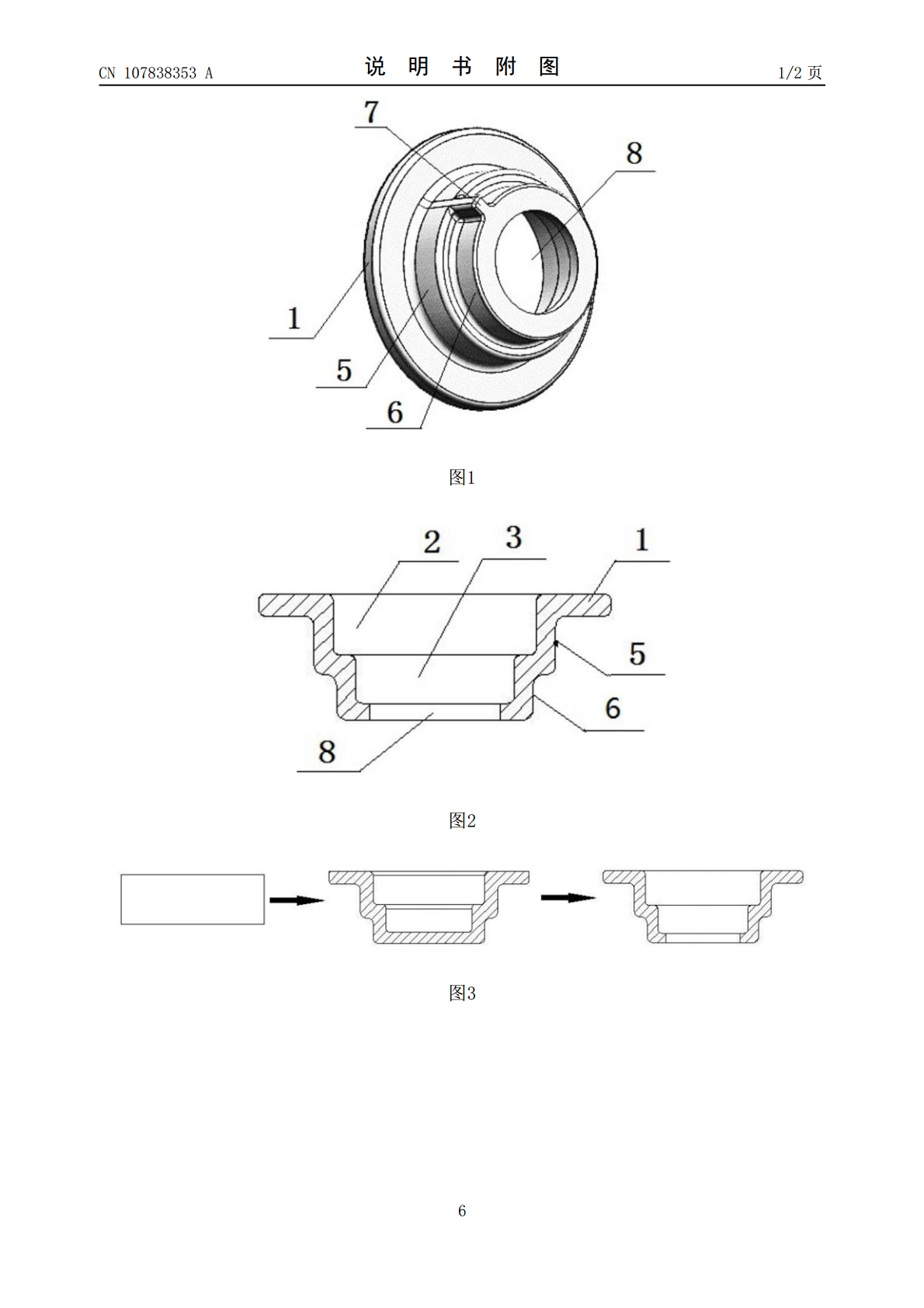
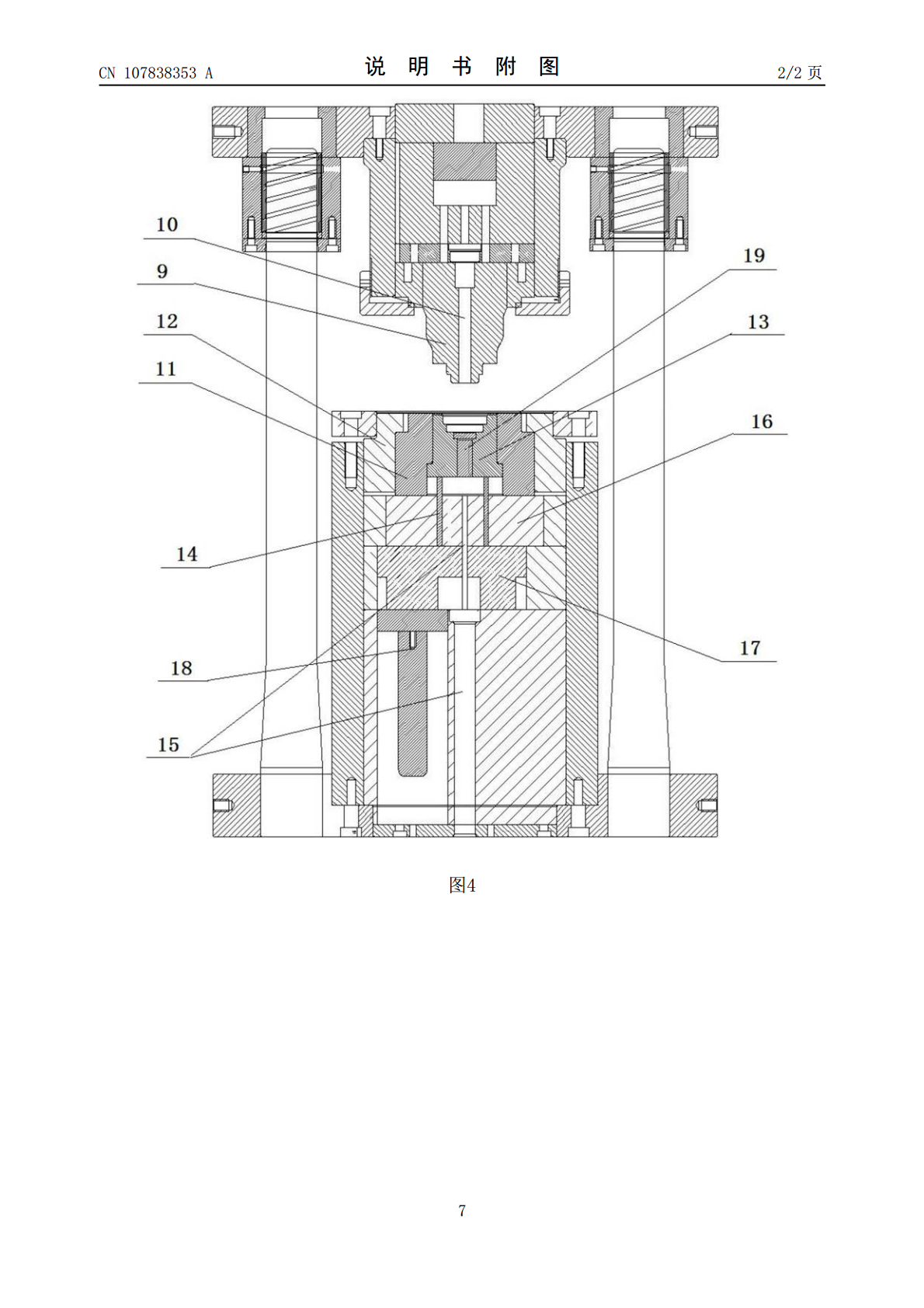
本发明公开了一种温锻挤压成形模具,凹模设置在凹模固定套内,凹模模芯设置在凹模内并且可在外力的作用下沿凹模内壁上下移动;凹模的下端依次设置有凹模垫块、梅花垫块和氮气弹簧;凹模垫块固定设置在凹模应力圈内并设有供模芯顶杆穿透的孔洞,模芯顶杆向上与凹模模芯底部连接、向下与梅花垫块上端面连接;梅花垫块可沿凹模应力圈内壁向下滑动并复位;凹模垫块和梅花垫块都设置有供退料顶杆穿透的孔洞;凹模模芯的底部设置有活动退料塞,退料顶杆与活动退料塞相对应。采用该模具生产的新能源汽车轴承座金属流线不被切断,机械性能高,减少了车削加工

一种伞型壳体构件精密温挤压成形模具.pdf
本发明公开了一种伞型壳体构件精密温挤压成形模具,包括上模板、上模板垫板、凸模固定板、闭式组合模具、卸料板、顶杆、下模板垫板、下模板,闭式组合模具包括组合凹模和组合凸模组件,组合凸模组件包括凸模、凸模阶梯型芯轴和凸模镶块,凸模镶块中部设置通孔,下部设置圆锥台形型腔,凸模阶梯型芯轴从凸模镶块的通孔穿过,组成“内柱外锥”定位装置,组合凹模包括凹模和预应力圈,凹模的上部形成环形沉腔、中部形成环形模腔,下部形成贯通孔,凹模的环形模腔、凸模镶块的圆锥台形型腔、凸模阶梯型芯轴和顶杆组成封闭的型腔,凸模镶块的下端面与凹模

一种链轮温挤压成形方法与装置.pdf
本发明涉及齿形链轮,特指一种链轮温挤压成形方法与装置,方法包括下料的步骤、平端面、倒角和磨外圆的步骤、浸涂润滑剂的步骤、中频感应加热的步骤、温挤压成形的步骤、钻孔的步骤和检查的步骤,其特征在于:采用WS-4水剂石墨为润滑剂,均匀浸涂在坯料表面,并将水剂石墨喷涂在凸凹模上,以水剂石墨为润滑剂,不仅可以防止石墨在550-600℃时氧化;还可使其在温挤温度范围内保持润滑性能;同时,将水剂石墨喷涂在凸凹模上,既可保证良好得润滑性能,又对模具起到冷却作用。
梅花联轴器的温锻成形工艺.pdf
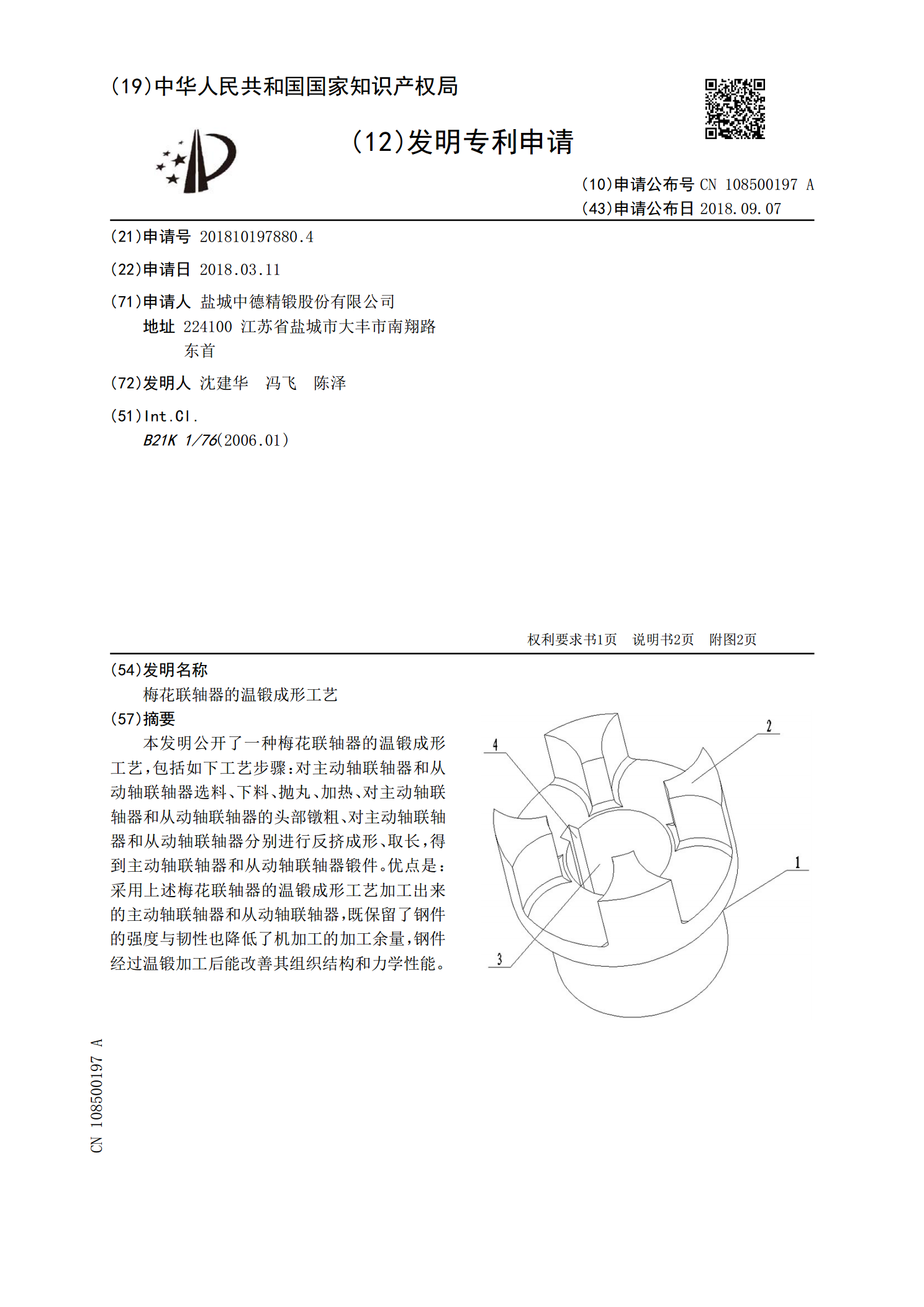
本发明公开了一种梅花联轴器的温锻成形工艺,包括如下工艺步骤:对主动轴联轴器和从动轴联轴器选料、下料、抛丸、加热、对主动轴联轴器和从动轴联轴器的头部镦粗、对主动轴联轴器和从动轴联轴器分别进行反挤成形、取长,得到主动轴联轴器和从动轴联轴器锻件。优点是:采用上述梅花联轴器的温锻成形工艺加工出来的主动轴联轴器和从动轴联轴器,既保留了钢件的强度与韧性也降低了机加工的加工余量,钢件经过温锻加工后能改善其组织结构和力学性能。
一种齿轮轴精锻成形模具及成形方法.pdf
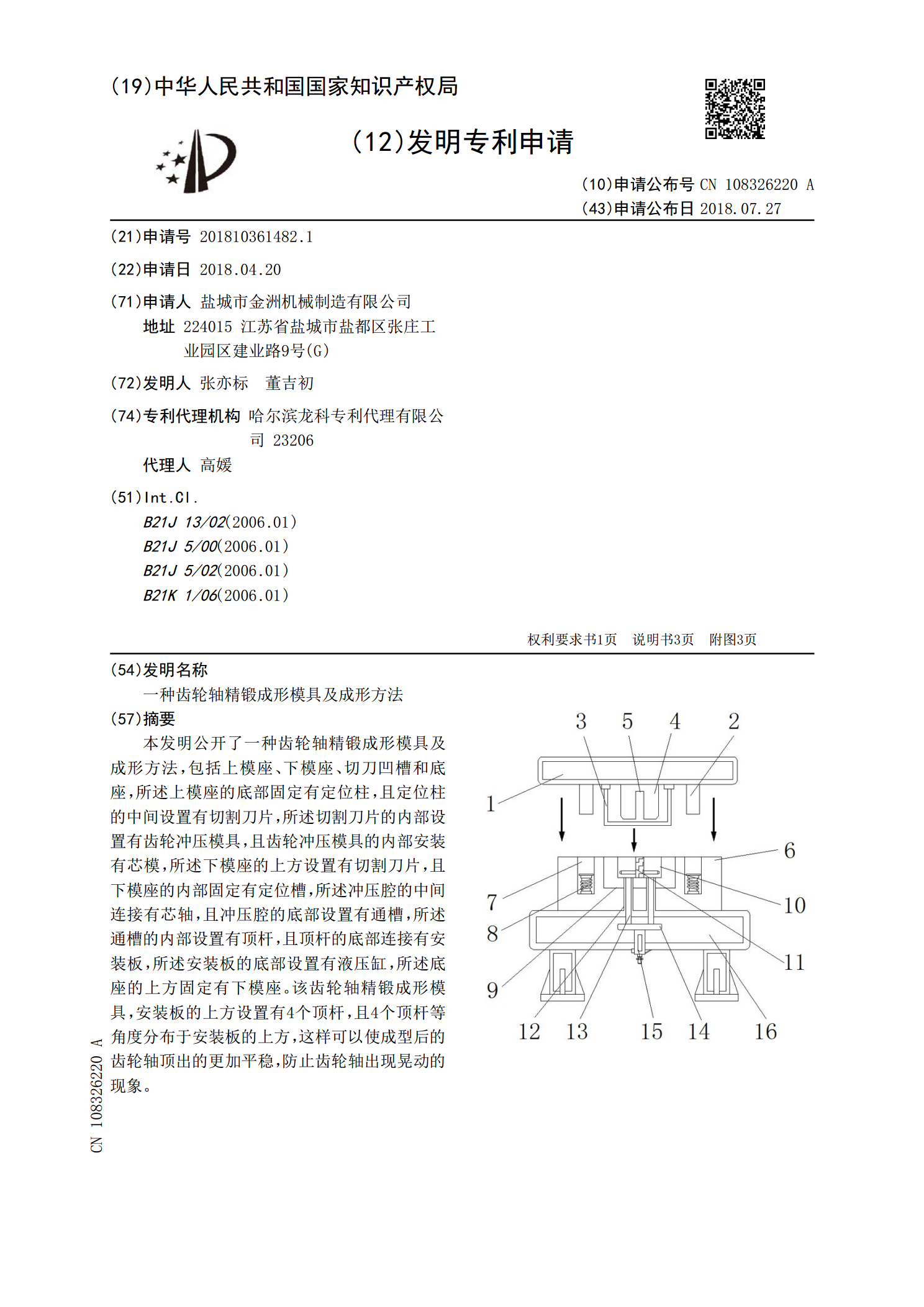
本发明公开了一种齿轮轴精锻成形模具及成形方法,包括上模座、下模座、切刀凹槽和底座,所述上模座的底部固定有定位柱,且定位柱的中间设置有切割刀片,所述切割刀片的内部设置有齿轮冲压模具,且齿轮冲压模具的内部安装有芯模,所述下模座的上方设置有切割刀片,且下模座的内部固定有定位槽,所述冲压腔的中间连接有芯轴,且冲压腔的底部设置有通槽,所述通槽的内部设置有顶杆,且顶杆的底部连接有安装板,所述安装板的底部设置有液压缸,所述底座的上方固定有下模座。该齿轮轴精锻成形模具,安装板的上方设置有4个顶杆,且4个顶杆等角度分布于安