
一种链轮冲裁成形方法和装置.pdf

努力****冰心

1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种链轮冲裁成形方法和装置.pdf
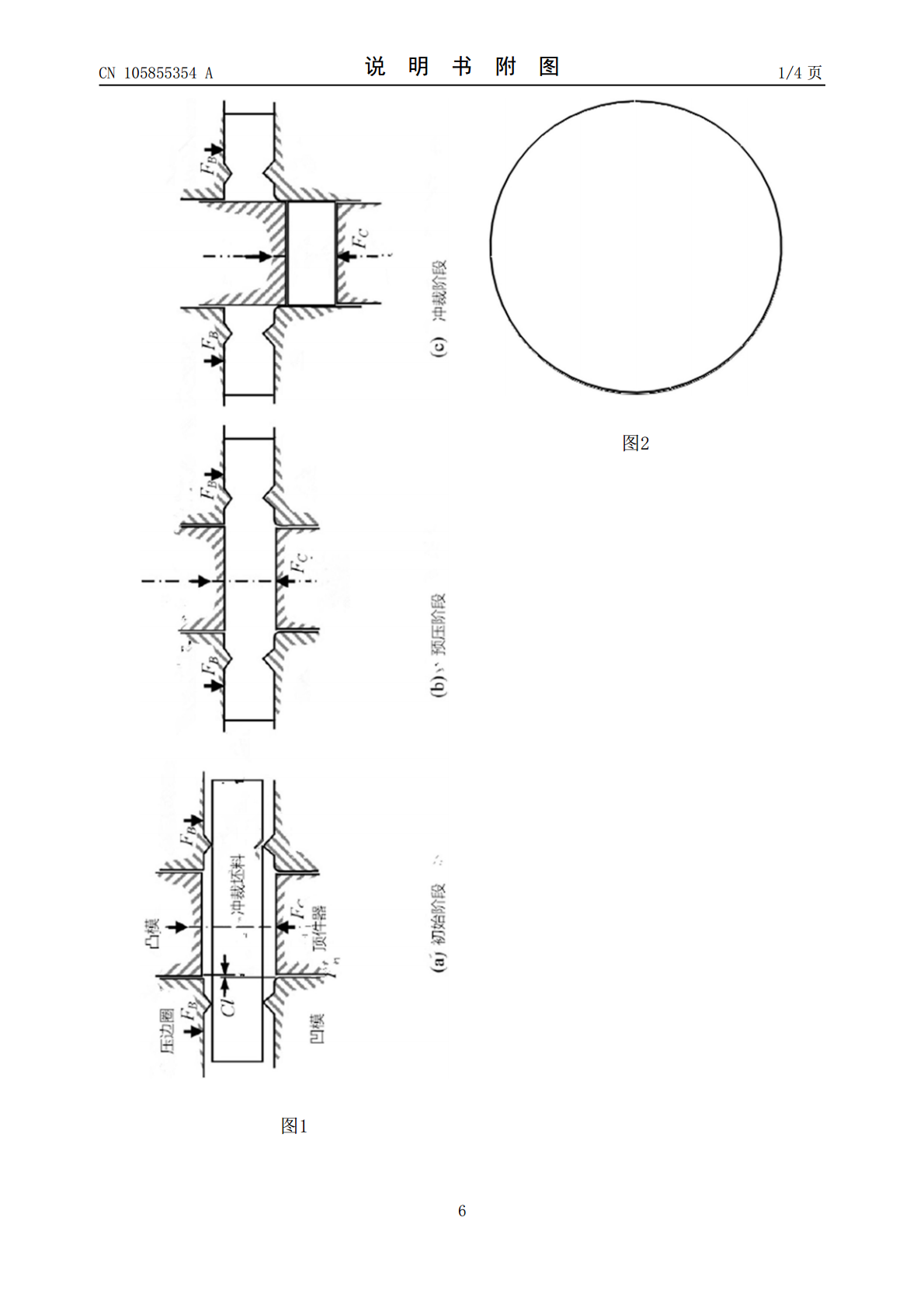
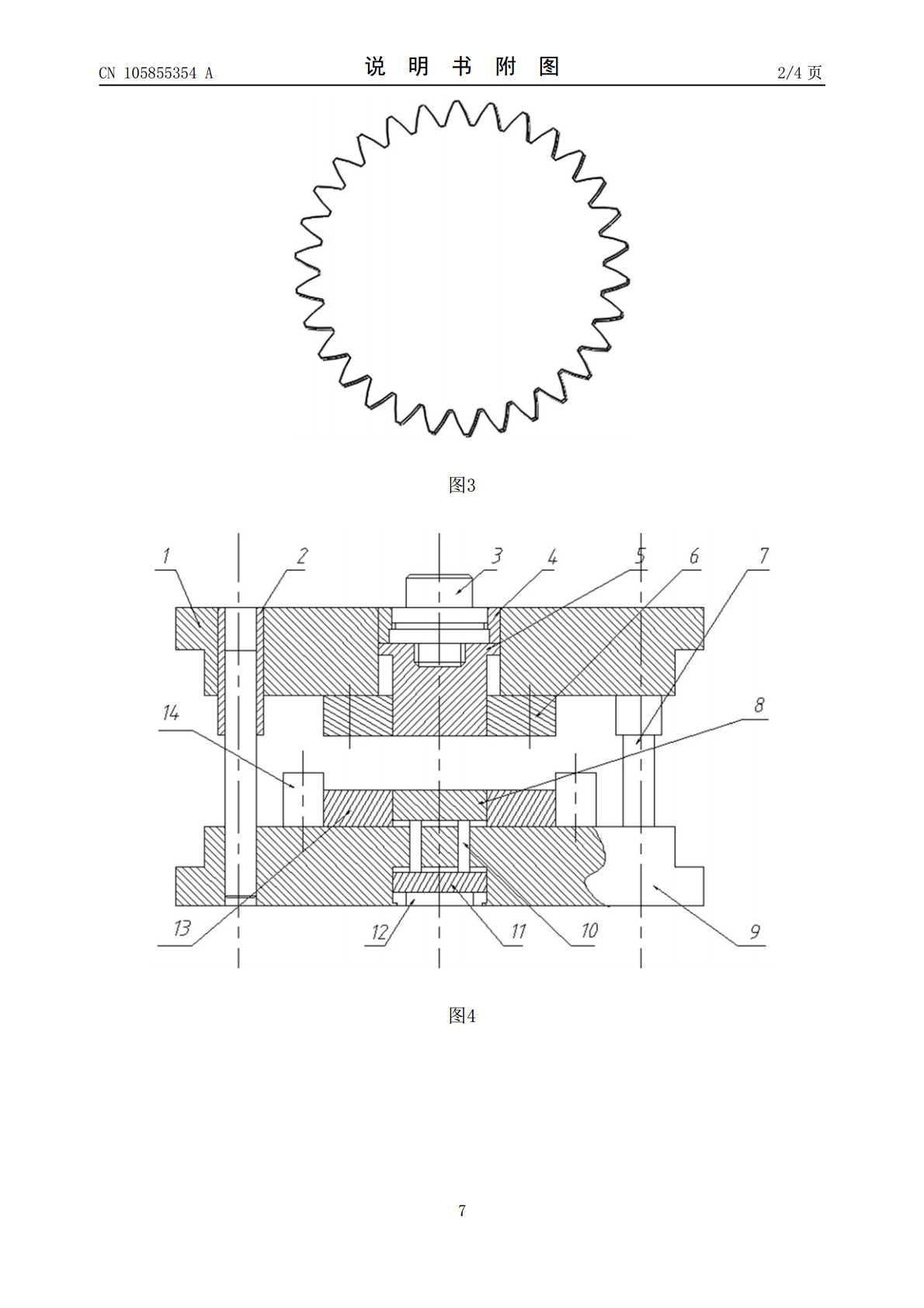
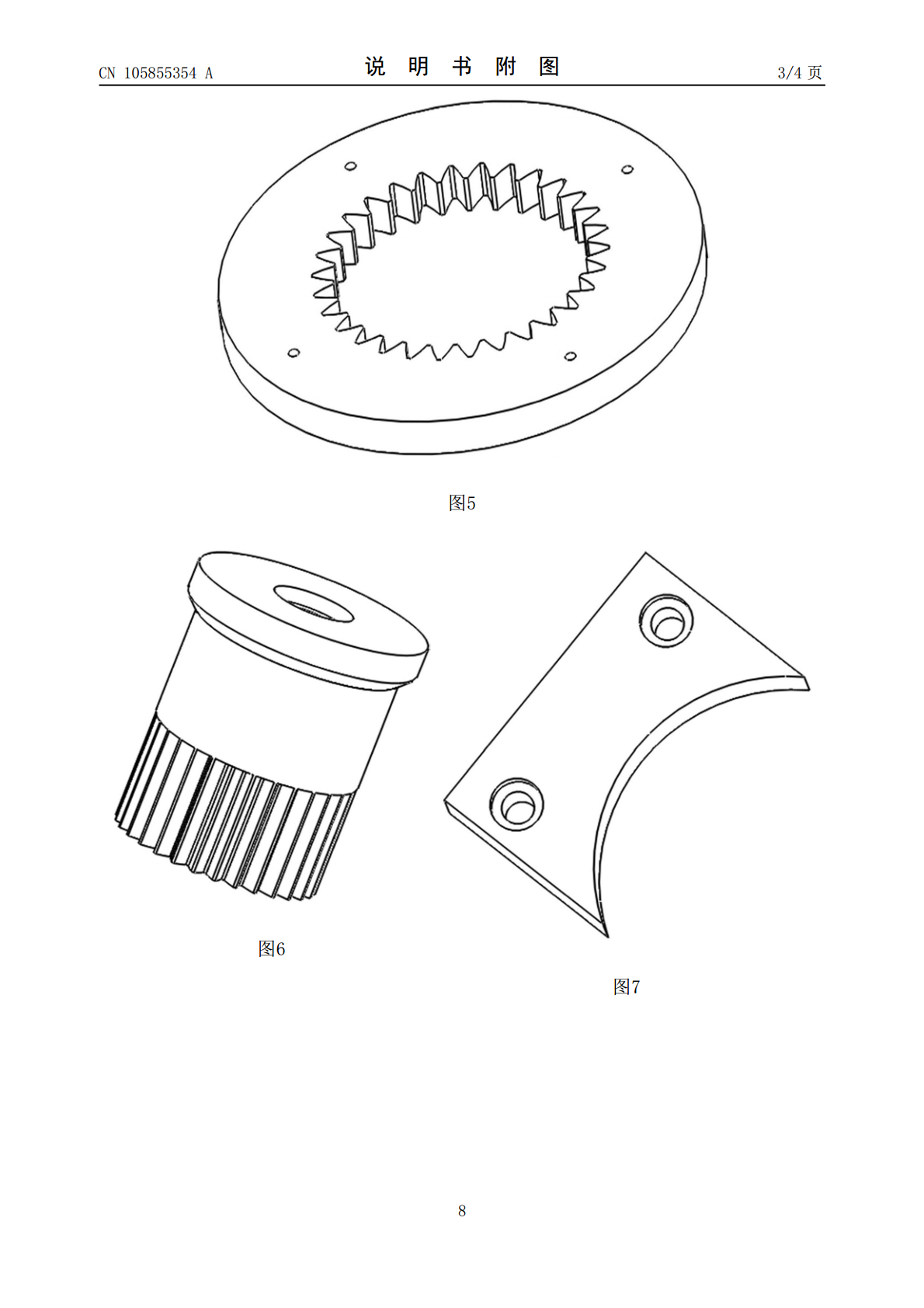
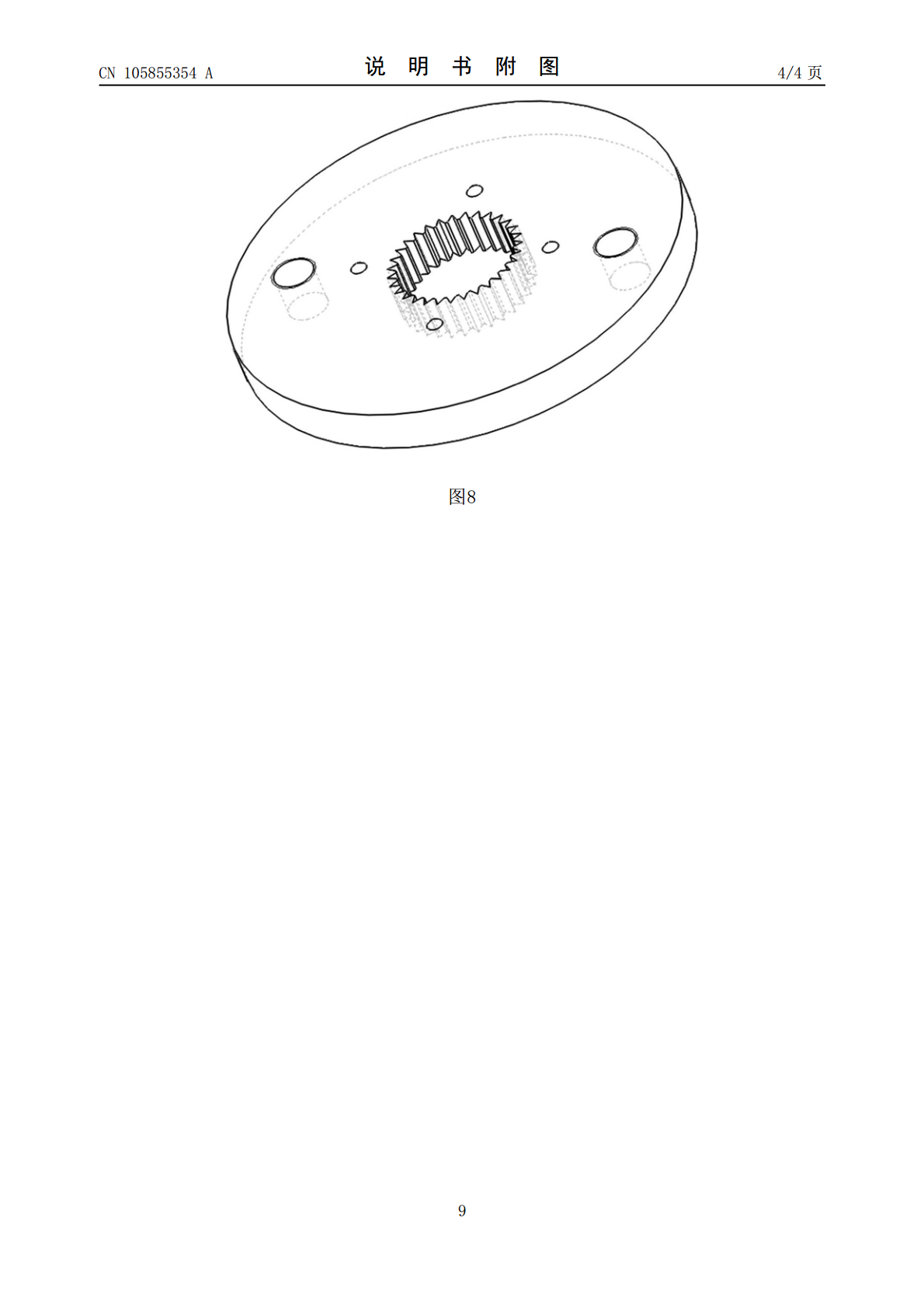
本发明涉及链轮制备技术领域,特指一种链轮冲裁成形方法和装置。与挤压成形相比,本发明专利提出了精密冲裁方法,即在冲裁前用压边圈先压住毛坯,防止冲裁过程中内外金属板料窜动,在配合凸凹模间的小间隙(间隙值为0.5mm)以及凹模上表面的锥形突起,形成冲裁局部区域的三向压应力状态,保证冲裁的塑性变形顺利实现。本发明的精冲时间为2‑3s,缩短了链轮加工的时间,具有操作简便,废料少,振动低、噪声小等优点,避免了挤压成形所带来的成本上升,以及加工时间长问题。

一种链轮温挤压成形方法与装置.pdf
本发明涉及齿形链轮,特指一种链轮温挤压成形方法与装置,方法包括下料的步骤、平端面、倒角和磨外圆的步骤、浸涂润滑剂的步骤、中频感应加热的步骤、温挤压成形的步骤、钻孔的步骤和检查的步骤,其特征在于:采用WS-4水剂石墨为润滑剂,均匀浸涂在坯料表面,并将水剂石墨喷涂在凸凹模上,以水剂石墨为润滑剂,不仅可以防止石墨在550-600℃时氧化;还可使其在温挤温度范围内保持润滑性能;同时,将水剂石墨喷涂在凸凹模上,既可保证良好得润滑性能,又对模具起到冷却作用。

无毛刺冲裁方法和冲裁系统.pdf
本发明涉及无毛刺冲裁方法和冲裁系统,其冲裁方法包括以下步骤:S1、在条料(1)上的预冲裁位置(3)的两侧冲压成形凹槽(4),使工件(2)的预成形部分与条料(1)分离;S2、对条料(1)的预冲裁位置(3)进行冲裁,使工件(2)与条料(1)分离,冲裁过程包括冲孔和/或落料工序;其冲裁系统包括在条料(1)上成形凹槽(4)的预成形装置和冲裁工件(2)的冲裁装置,所述凹槽(4)位于所述条料(1)上的工件(2)的预冲裁位置(3)的两侧。采用本发明无毛刺冲裁方法和冲裁系统制得的工件在与凸模运行方向垂直的大平面的周边轮廓

一种冲裁机构和冲裁机.pdf
本发明提供一种冲裁机构,包括:机架、刀模、驱动机构、物料推送机构;所述机架上设置有冲裁工位,所述冲裁工位的顶部设置有压料部;所述刀模活动设置在所述机架上,其具有冲裁型腔,所述冲裁型腔的顶部和底部具有开口;所述驱动机构设置在所述机架上,驱动所述刀模进入和离开所述冲裁工位;所述物料推送机构设置在所述机架上并位于所述压料部一侧。本发明的冲裁机构在冲裁完成后,利用压料部将从冲裁完成的产品与刀模分离,而物料留在冲裁型腔内并被带出冲裁工位,在进行下一次冲裁时,冲裁下一个工件产生的新物料将冲裁型腔内的原物料自动顶出,而

一种链轮齿形精密冲裁加工工艺.pdf
本发明提供的一种链轮齿形齿形精密冲裁加工工艺,适用于所有的标准和非标准的链轮齿形部分的加工,并且对于其中相同规格不同齿数的链轮,采用相同的齿形弧段模具进行分段处理,减少了模具的数量,节省了材料,并且相比于现有的加工方法来说,冲裁具有速度快,效率高等特点,加工精度可以满足一般的使用要求,另外对于圆弧工作段,可以通过铣削方式进行修正,进一步提高齿形部分的精度和表面粗糙度。