
一种铁型覆砂铸造的盘式制动器卡钳体及其生产方法.pdf

朋兴****en

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁型覆砂铸造的盘式制动器卡钳体及其生产方法.pdf
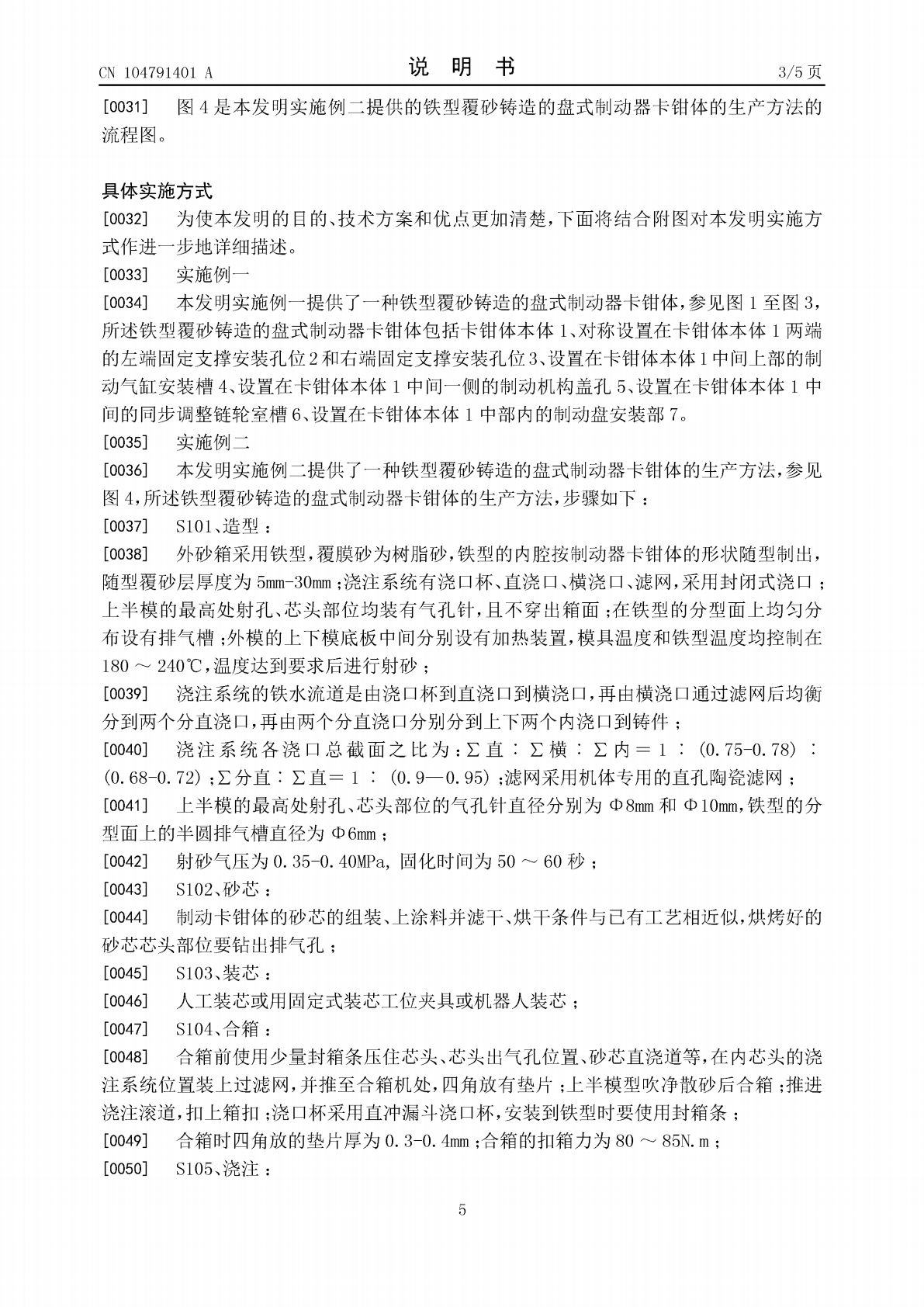
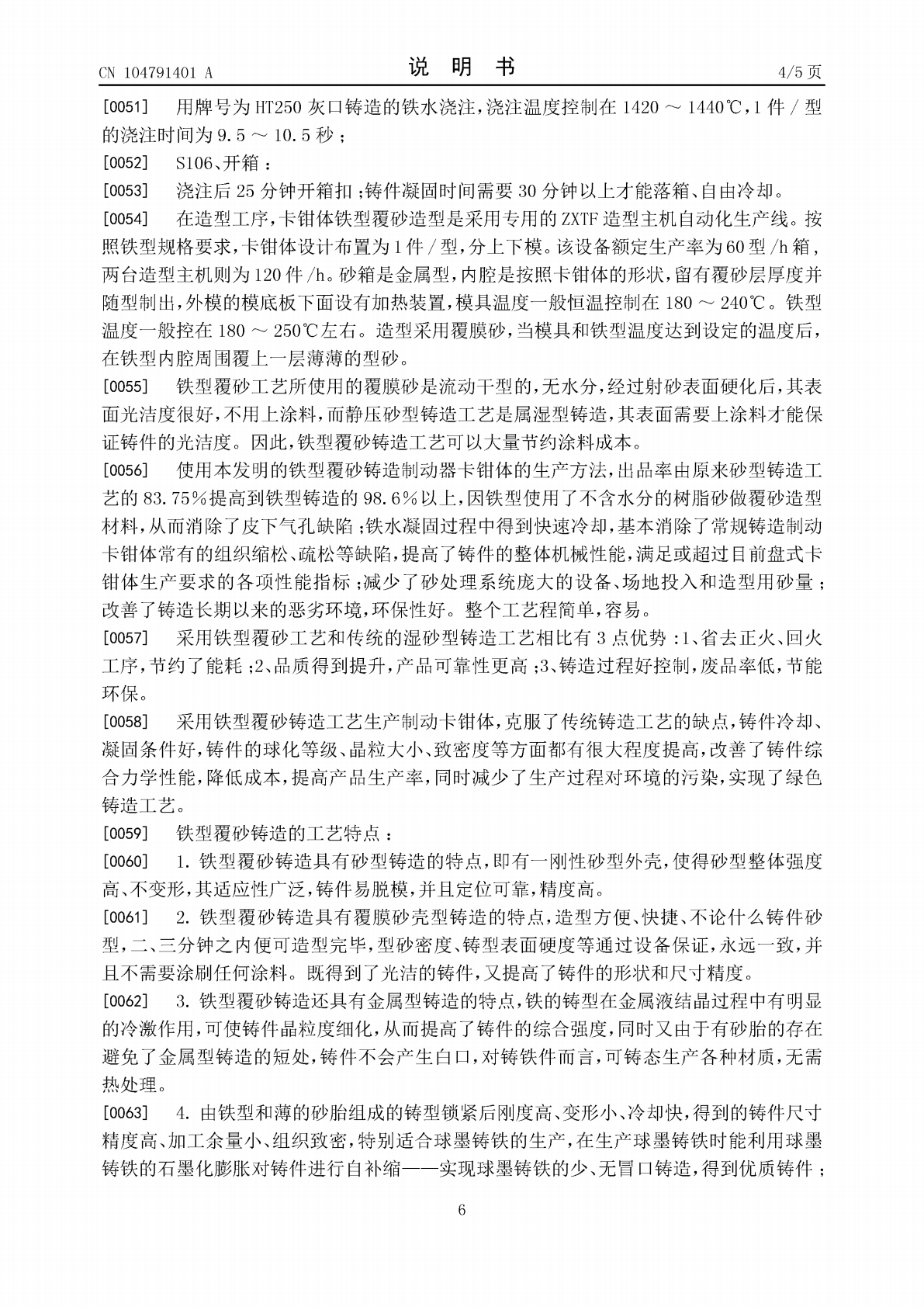
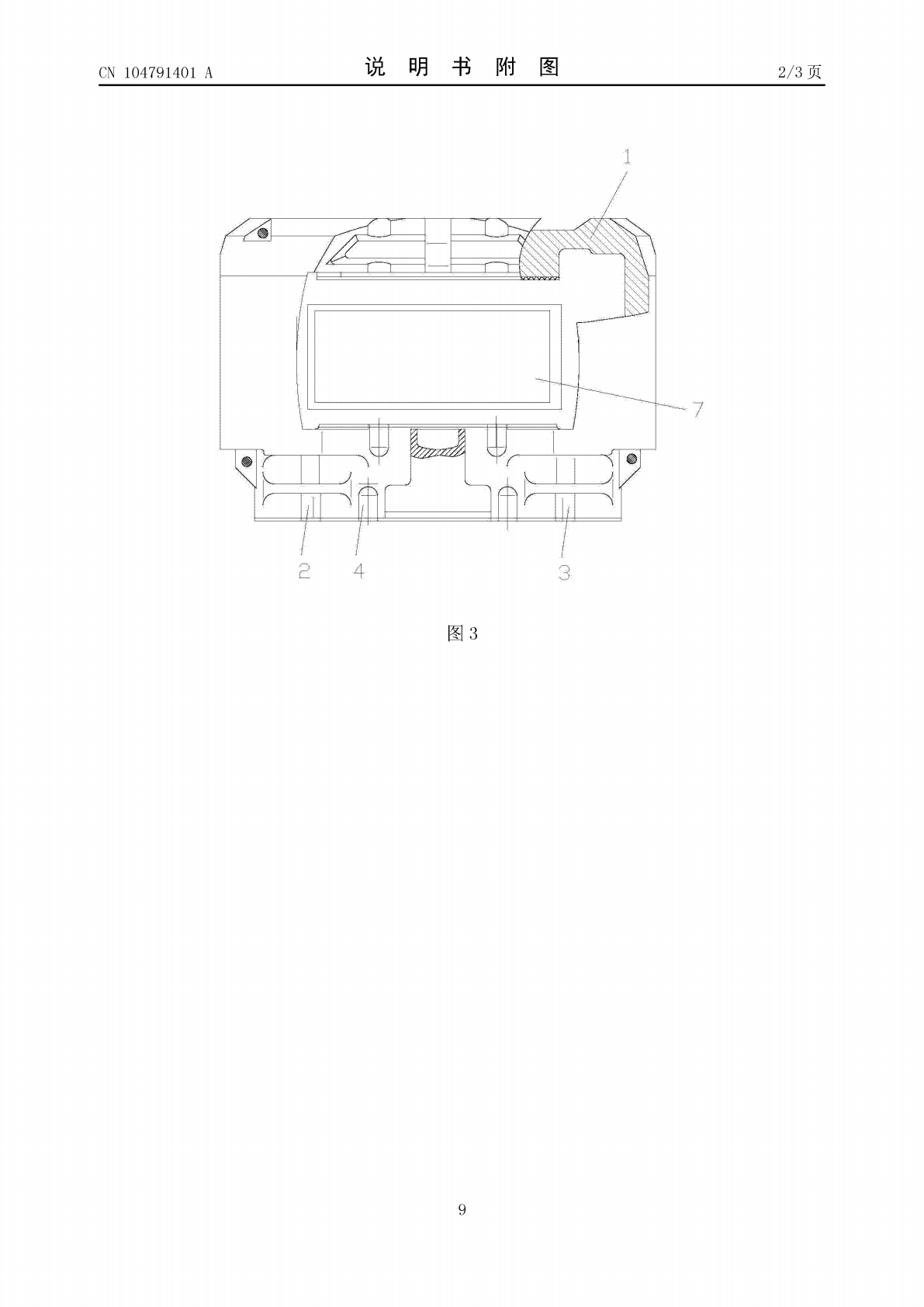
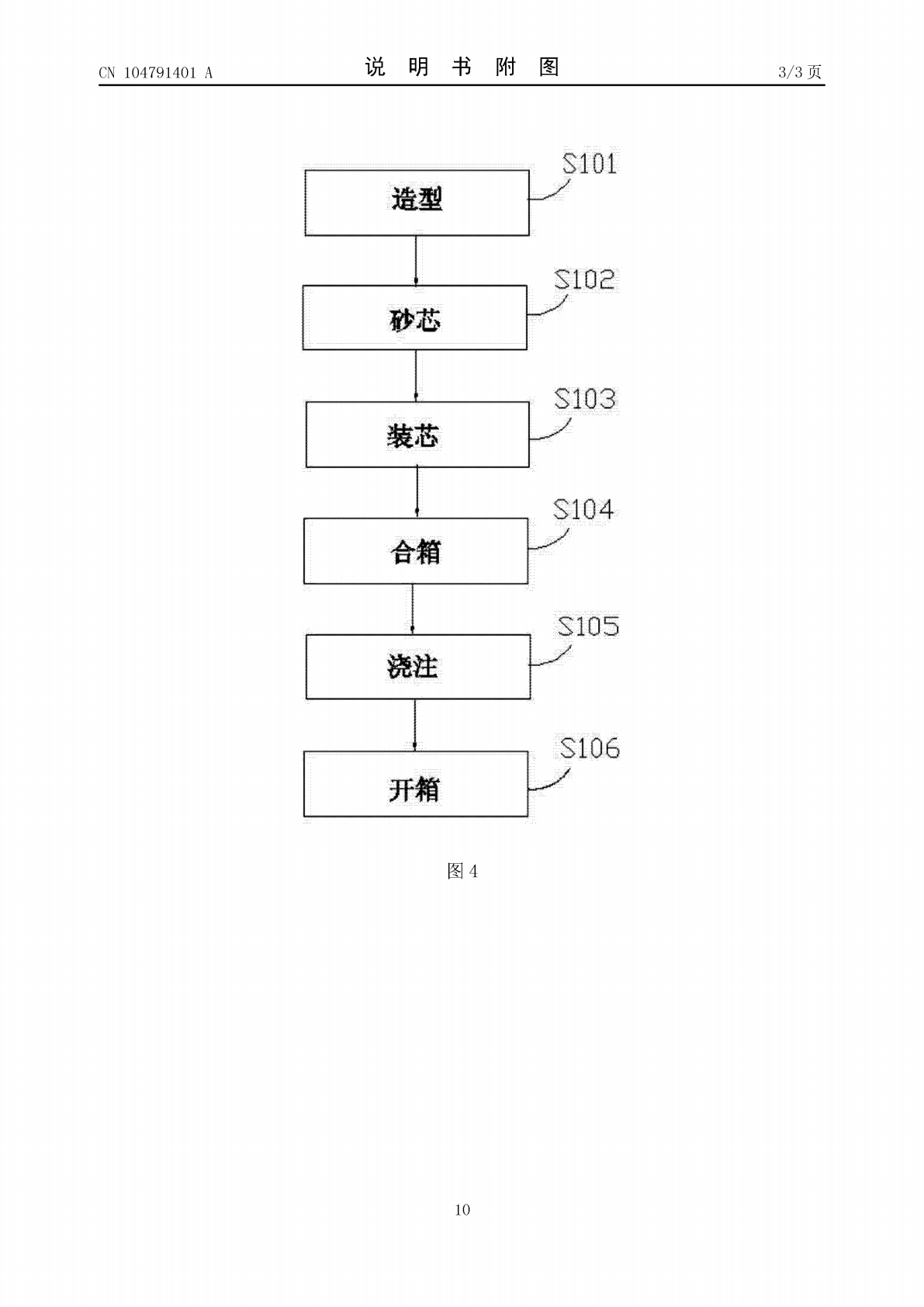
本发明公开了一种铁型覆砂铸造的盘式制动器卡钳体及其生产方法,属于铁型覆砂铸造领域。所述铁型覆砂铸造的盘式制动器卡钳体包括卡钳体本体、对称设置在所述卡钳体本体两端的左端固定支撑安装孔位和右端固定支撑安装孔位、设置在所述卡钳体本体中间上部的制动气缸安装槽、设置在所述卡钳体本体中间一侧的制动机构盖孔、设置在所述卡钳体本体中间的同步调整链轮室槽、设置在所述卡钳体本体中部内的制动盘安装部。本发明铁型覆砂铸造工艺具有工艺出品率高、组织致密不渗漏、综合性能高、用砂量少、设备投资少、生产周期短、见效快、设备占用面积少、生
盘式制动器卡钳体.pdf
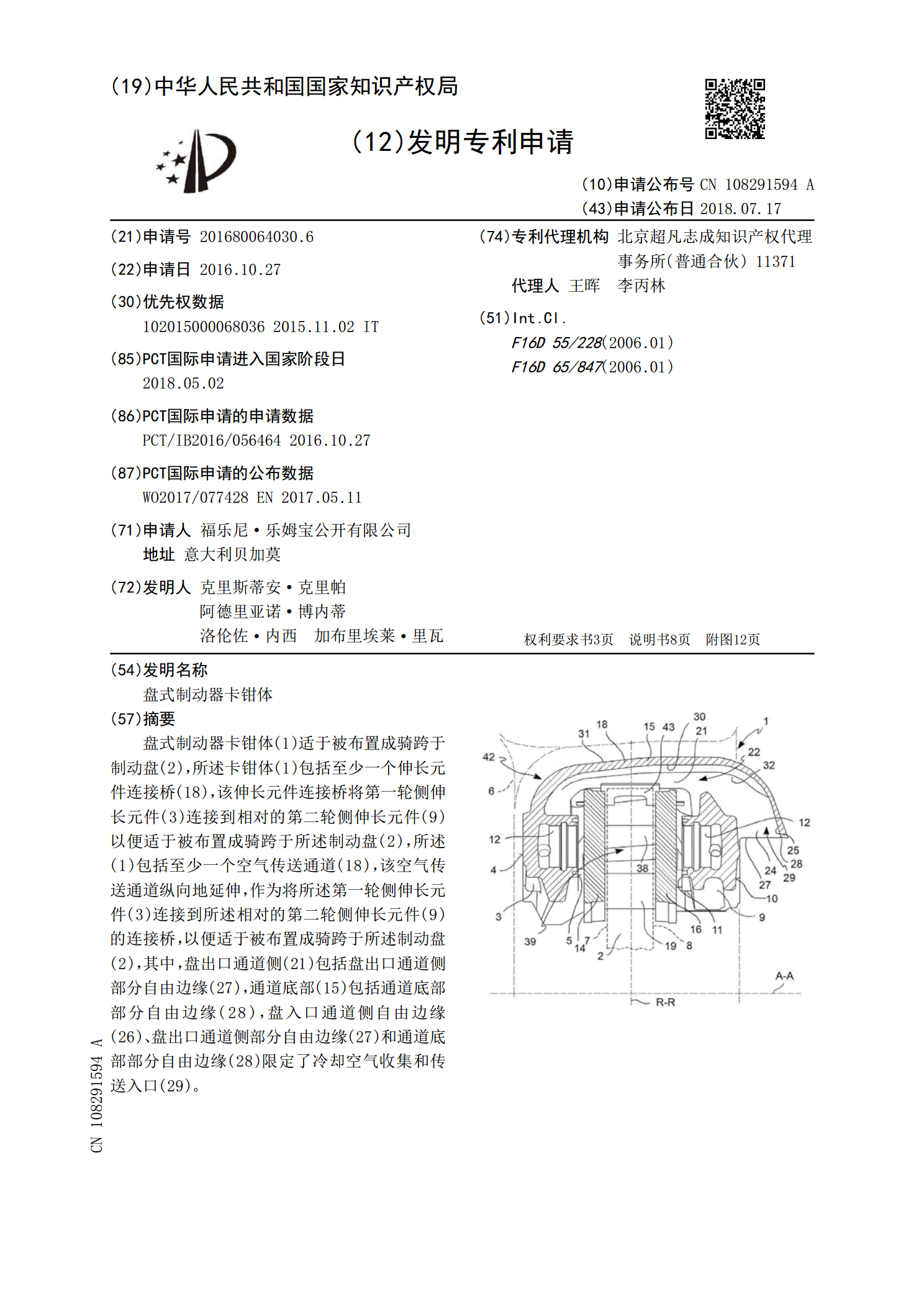
盘式制动器卡钳体(1)适于被布置成骑跨于制动盘(2),所述卡钳体(1)包括至少一个伸长元件连接桥(18),该伸长元件连接桥将第一轮侧伸长元件(3)连接到相对的第二轮侧伸长元件(9)以便适于被布置成骑跨于所述制动盘(2),所述(1)包括至少一个空气传送通道(18),该空气传送通道纵向地延伸,作为将所述第一轮侧伸长元件(3)连接到所述相对的第二轮侧伸长元件(9)的连接桥,以便适于被布置成骑跨于所述制动盘(2),其中,盘出口通道侧(21)包括盘出口通道侧部分自由边缘(27),通道底部(15)包括通道底部部分自由
用于盘式制动器的卡钳体、制动卡钳及盘式制动器.pdf
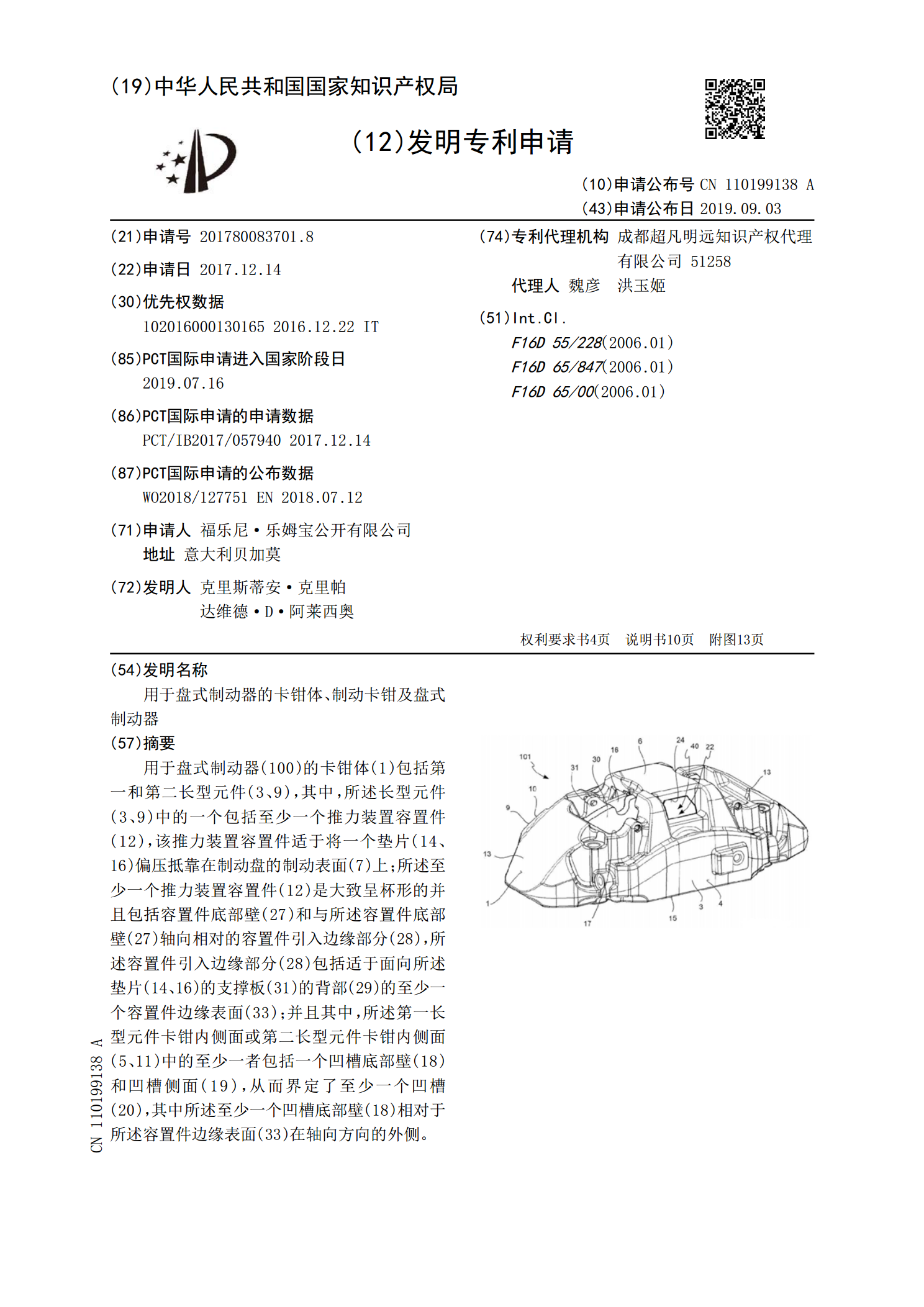
用于盘式制动器(100)的卡钳体(1)包括第一和第二长型元件(3、9),其中,所述长型元件(3、9)中的一个包括至少一个推力装置容置件(12),该推力装置容置件适于将一个垫片(14、16)偏压抵靠在制动盘的制动表面(7)上;所述至少一个推力装置容置件(12)是大致呈杯形的并且包括容置件底部壁(27)和与所述容置件底部壁(27)轴向相对的容置件引入边缘部分(28),所述容置件引入边缘部分(28)包括适于面向所述垫片(14、16)的支撑板(31)的背部(29)的至少一个容置件边缘表面(33);并且其中,所述第
一种稳定高效的铁型覆砂铸造方法.pdf
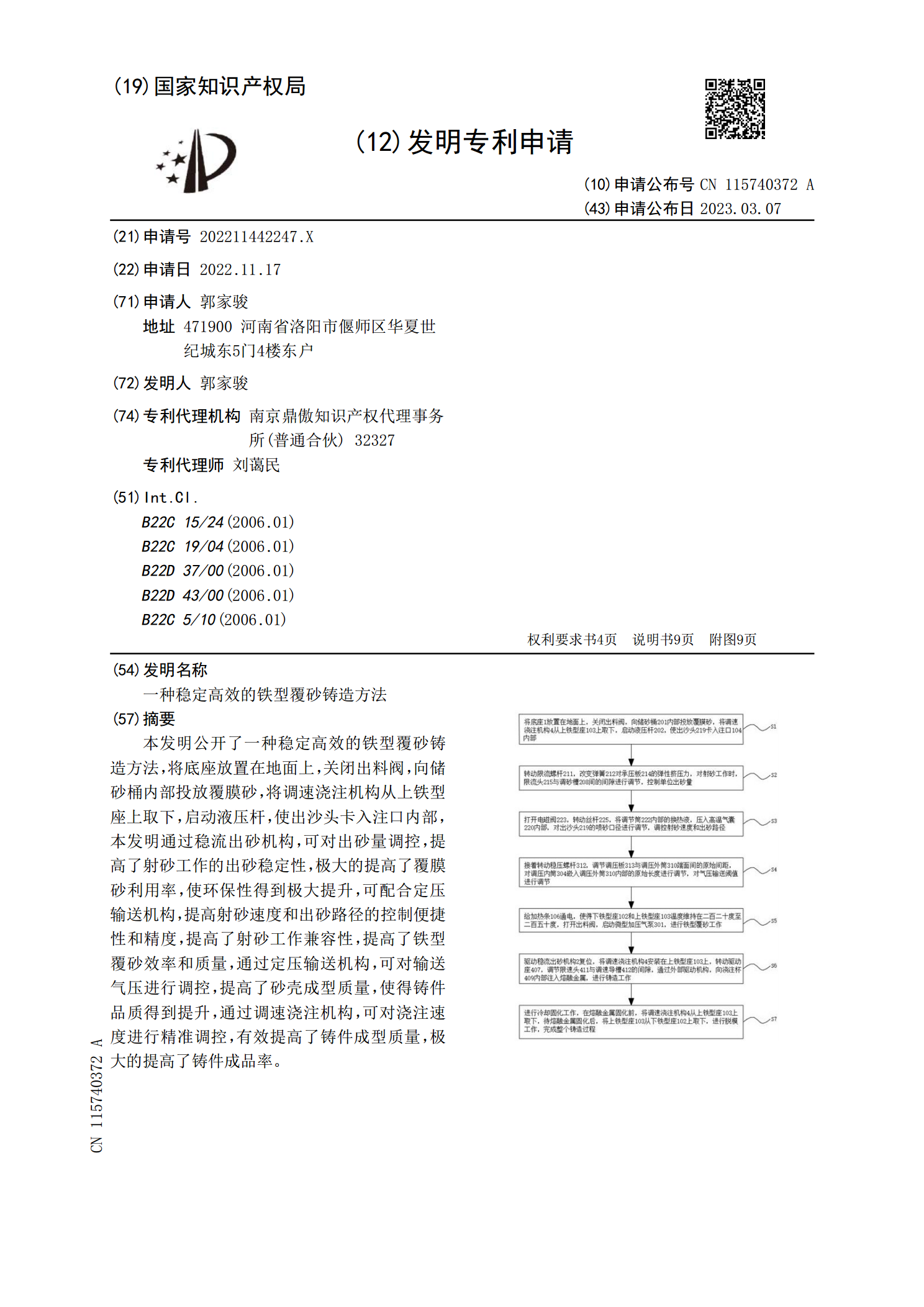
本发明公开了一种稳定高效的铁型覆砂铸造方法,将底座放置在地面上,关闭出料阀,向储砂桶内部投放覆膜砂,将调速浇注机构从上铁型座上取下,启动液压杆,使出沙头卡入注口内部,本发明通过稳流出砂机构,可对出砂量调控,提高了射砂工作的出砂稳定性,极大的提高了覆膜砂利用率,使环保性得到极大提升,可配合定压输送机构,提高射砂速度和出砂路径的控制便捷性和精度,提高了射砂工作兼容性,提高了铁型覆砂效率和质量,通过定压输送机构,可对输送气压进行调控,提高了砂壳成型质量,使得铸件品质得到提升,通过调速浇注机构,可对浇注速度进行精
用于盘式制动器的卡钳体和用于制造卡钳体的方法.pdf
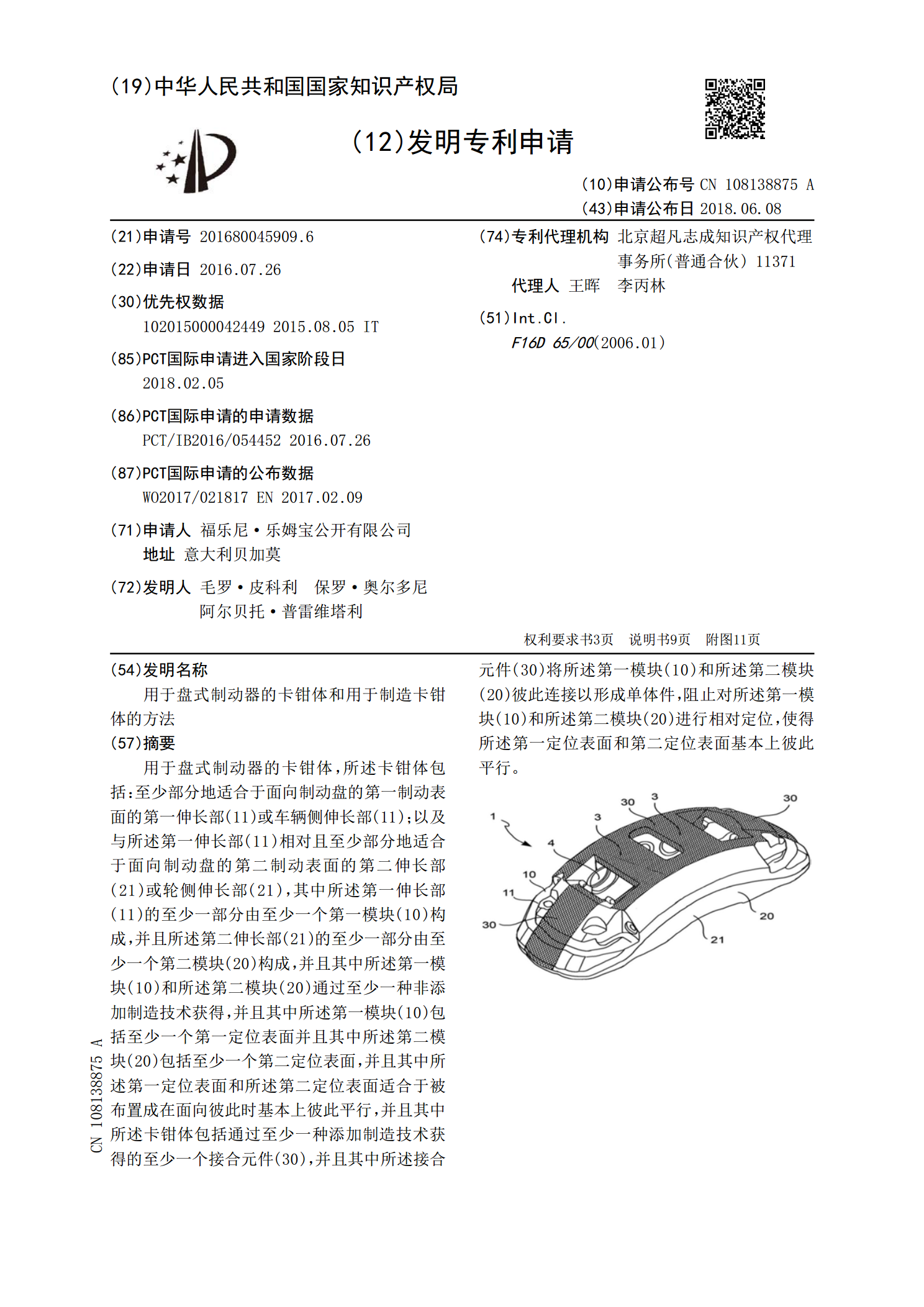
用于盘式制动器的卡钳体,所述卡钳体包括:至少部分地适合于面向制动盘的第一制动表面的第一伸长部(11)或车辆侧伸长部(11);以及与所述第一伸长部(11)相对且至少部分地适合于面向制动盘的第二制动表面的第二伸长部(21)或轮侧伸长部(21),其中所述第一伸长部(11)的至少一部分由至少一个第一模块(10)构成,并且所述第二伸长部(21)的至少一部分由至少一个第二模块(20)构成,并且其中所述第一模块(10)和所述第二模块(20)通过至少一种非添加制造技术获得,并且其中所述第一模块(10)包括至少一个第一定位