
一种精密锻造双驱动桥三联齿轮工艺.pdf

努力****甲寅


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
精密锻造双驱动桥三联齿轮工艺.pdf
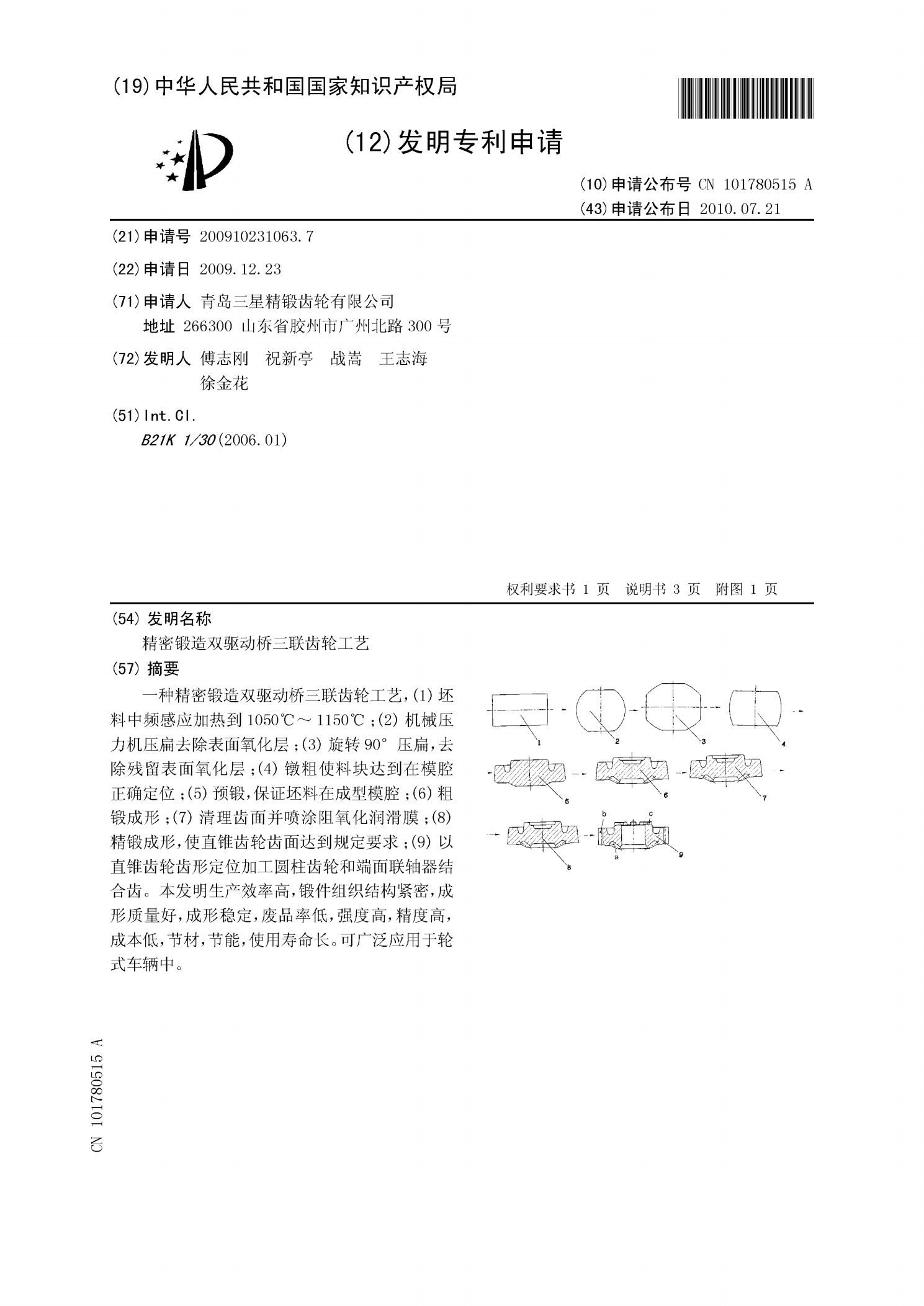
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式

一种精密锻造双驱动桥三联齿轮工艺.pdf
本发明公开了一种精密锻造双驱动桥三联齿轮工艺包括:(1)坯料中频感应加热到1000℃~1100℃;(2)自动化机械刀具去除双面表面氧化层;(3)镦粗使料块达到在模腔正确定位;(4)预锻,保证坯料在成型模腔;(5)粗锻成形;(6)清理齿面并喷涂阻氧化润滑膜;(7)精锻成形,使直锥齿轮齿面达到规定要求;(8)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿,实现了精密锻造双驱动桥三联齿轮工艺设计合理,加工效率较高,加工成本较低的技术效果。

一次加热连续锻造精密成形贯通桥三联齿轮工艺.pdf
一种一次加热连续锻造精密成形贯通桥三联齿轮工艺,其特征在于,依次包括如下工艺步骤:(1)锻造毛坯加热:锻造毛坯在中频炉内加热到预锻温度1040℃~1060℃;(2)粗锻成形;(3)锥齿粗锻成形;(4)超高压水去除锻件表面氧化皮;(5)精锻成形:对锥齿齿形精锻成形,制成精锻件,后续不再加工;(6)精锻件表面隔绝空气、防氧化处理:用细沙覆盖前述精锻件表面,前述精锻件表面与外界空气隔绝,防止精锻件发生氧化。本发明一次加热,水循环利用,节水,去除氧化皮,耐磨性好,锥齿齿形精锻成形质量好,防止锻件空气氧化,锻件成形

一种双驱桥三联齿轮锻造防氧化方法.pdf
本发明提出的是一种双驱桥三联齿轮锻造防氧化方法。经过上料、中频炉加热、模具预热、模具喷涂润滑剂、上料到制坯模腔并制坯成型、取料到预锻模腔并锻造、取料并润滑模具、堆放、浸水、铸钢丸喷丸去氧化皮、中频保护气氛加热、上料到精锻整形模腔并锻造和等温正火步骤完成。采用本发明方法能够实现对三联齿轮锻造过程中防止锻件氧化。具有工艺合理,便于实现,防氧化效果好的优点。适宜作为金属部件锻造防氧化的方法应用。

驱动桥锥齿轮锻件锻造生产工艺及设备.pdf
本发明涉及一种驱动桥锥齿轮锻件锻造生产工艺及设备。该方法包括楔横轧制坯和终锻成型两个工序,其中,楔横轧制坯采用H型楔横轧机,依靠两个装有楔形模具的轧板做往复相向运动,从而得到两件轧制成型的轧件;终锻成型为在压力机上安装有凹模、凸模以及顶杆组成的封闭模腔内将楔横轧轧制成型的锻件锻造成型,得到驱动桥锥齿轮锻件。利用楔横轧制坯具有噪音小、生产效率及材料利用率高等优点。