
一种双驱桥三联齿轮锻造防氧化方法.pdf

是你****元呀


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双驱桥三联齿轮锻造防氧化方法.pdf
本发明提出的是一种双驱桥三联齿轮锻造防氧化方法。经过上料、中频炉加热、模具预热、模具喷涂润滑剂、上料到制坯模腔并制坯成型、取料到预锻模腔并锻造、取料并润滑模具、堆放、浸水、铸钢丸喷丸去氧化皮、中频保护气氛加热、上料到精锻整形模腔并锻造和等温正火步骤完成。采用本发明方法能够实现对三联齿轮锻造过程中防止锻件氧化。具有工艺合理,便于实现,防氧化效果好的优点。适宜作为金属部件锻造防氧化的方法应用。

一种精密锻造双驱动桥三联齿轮工艺.pdf
本发明公开了一种精密锻造双驱动桥三联齿轮工艺包括:(1)坯料中频感应加热到1000℃~1100℃;(2)自动化机械刀具去除双面表面氧化层;(3)镦粗使料块达到在模腔正确定位;(4)预锻,保证坯料在成型模腔;(5)粗锻成形;(6)清理齿面并喷涂阻氧化润滑膜;(7)精锻成形,使直锥齿轮齿面达到规定要求;(8)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿,实现了精密锻造双驱动桥三联齿轮工艺设计合理,加工效率较高,加工成本较低的技术效果。
精密锻造双驱动桥三联齿轮工艺.pdf
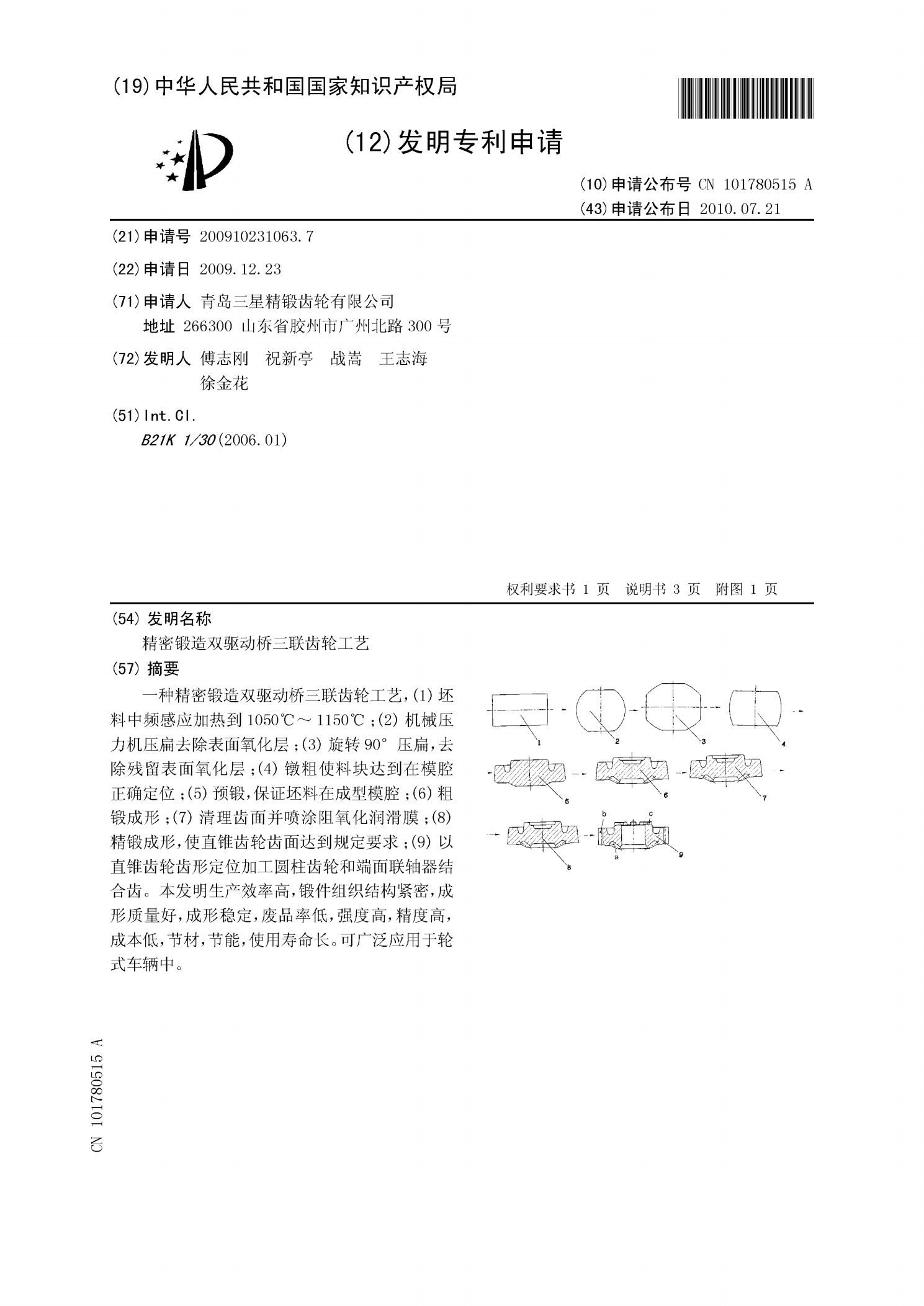
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式
一种三联齿轮的锻造成型方法及其三联齿轮和应用.pdf
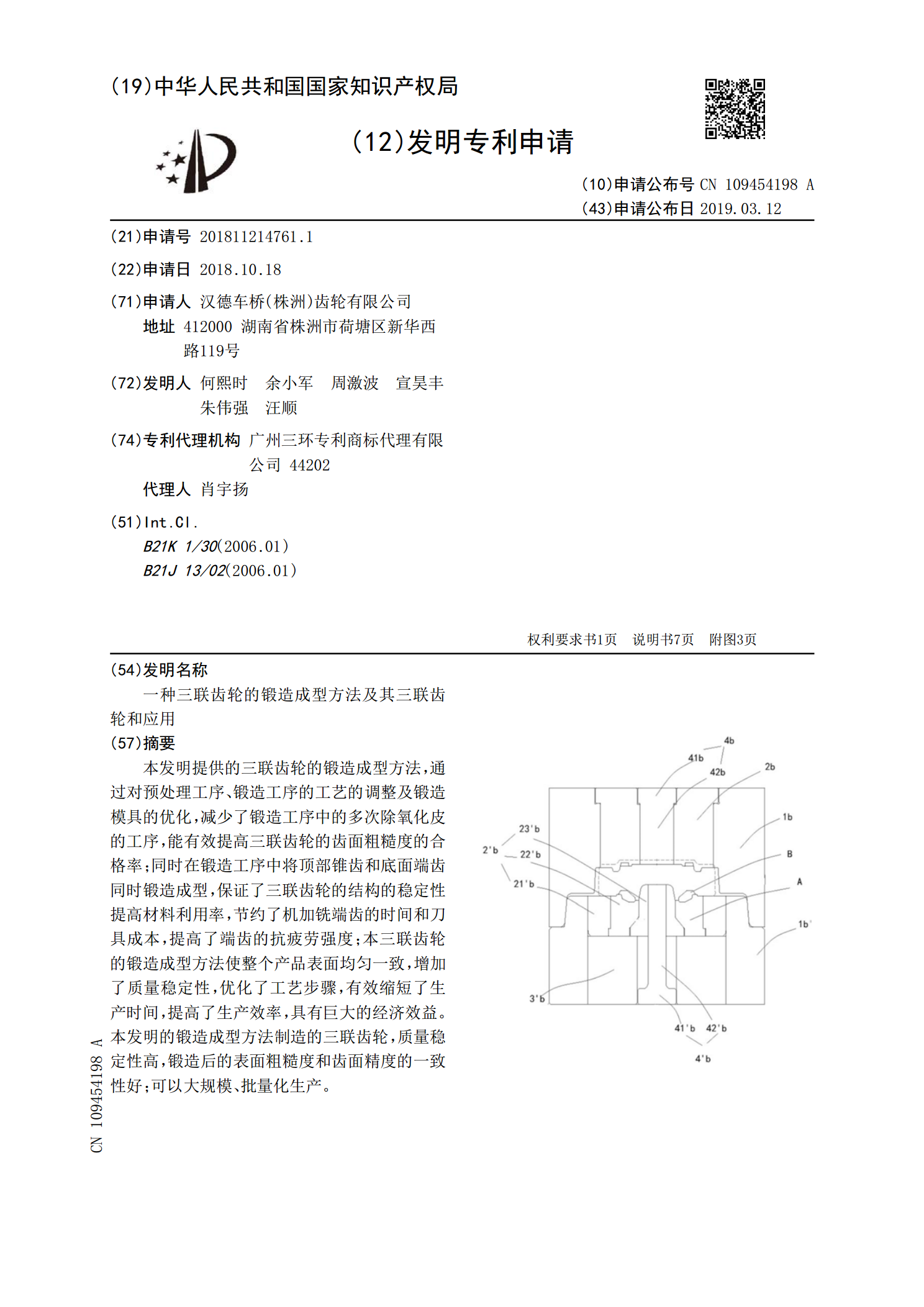
本发明提供的三联齿轮的锻造成型方法,通过对预处理工序、锻造工序的工艺的调整及锻造模具的优化,减少了锻造工序中的多次除氧化皮的工序,能有效提高三联齿轮的齿面粗糙度的合格率;同时在锻造工序中将顶部锥齿和底面端齿同时锻造成型,保证了三联齿轮的结构的稳定性提高材料利用率,节约了机加铣端齿的时间和刀具成本,提高了端齿的抗疲劳强度;本三联齿轮的锻造成型方法使整个产品表面均匀一致,增加了质量稳定性,优化了工艺步骤,有效缩短了生产时间,提高了生产效率,具有巨大的经济效益。本发明的锻造成型方法制造的三联齿轮,质量稳定性高,

双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法.pdf
本发明提供了一种双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法,双联齿轮锻造模具,其包括预锻模具组和终锻模具组;终锻模具组包括终锻上模、终锻冲头、终锻凹模上块和一对终锻卡子,终锻凹模上块中部开有凹模容置孔,一对终锻卡子置于该凹模容置孔内且两个终锻卡子之间形成卡箍腔,在该卡箍腔的下方设有终锻凹模顶块,此终锻凹模顶块的顶部设有顶块凸起,终锻上模上开有终锻冲压孔,终锻冲头通过终锻冲压孔与终锻上模相抵接且该终锻冲头的头部处于终锻上模外部,终锻凹模上块与终锻上模抵接时,该终锻冲头的头部置于卡箍腔内。本发明解决了