
一次加热连续锻造精密成形贯通桥三联齿轮工艺.pdf

Jo****31

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一次加热连续锻造精密成形贯通桥三联齿轮工艺.pdf
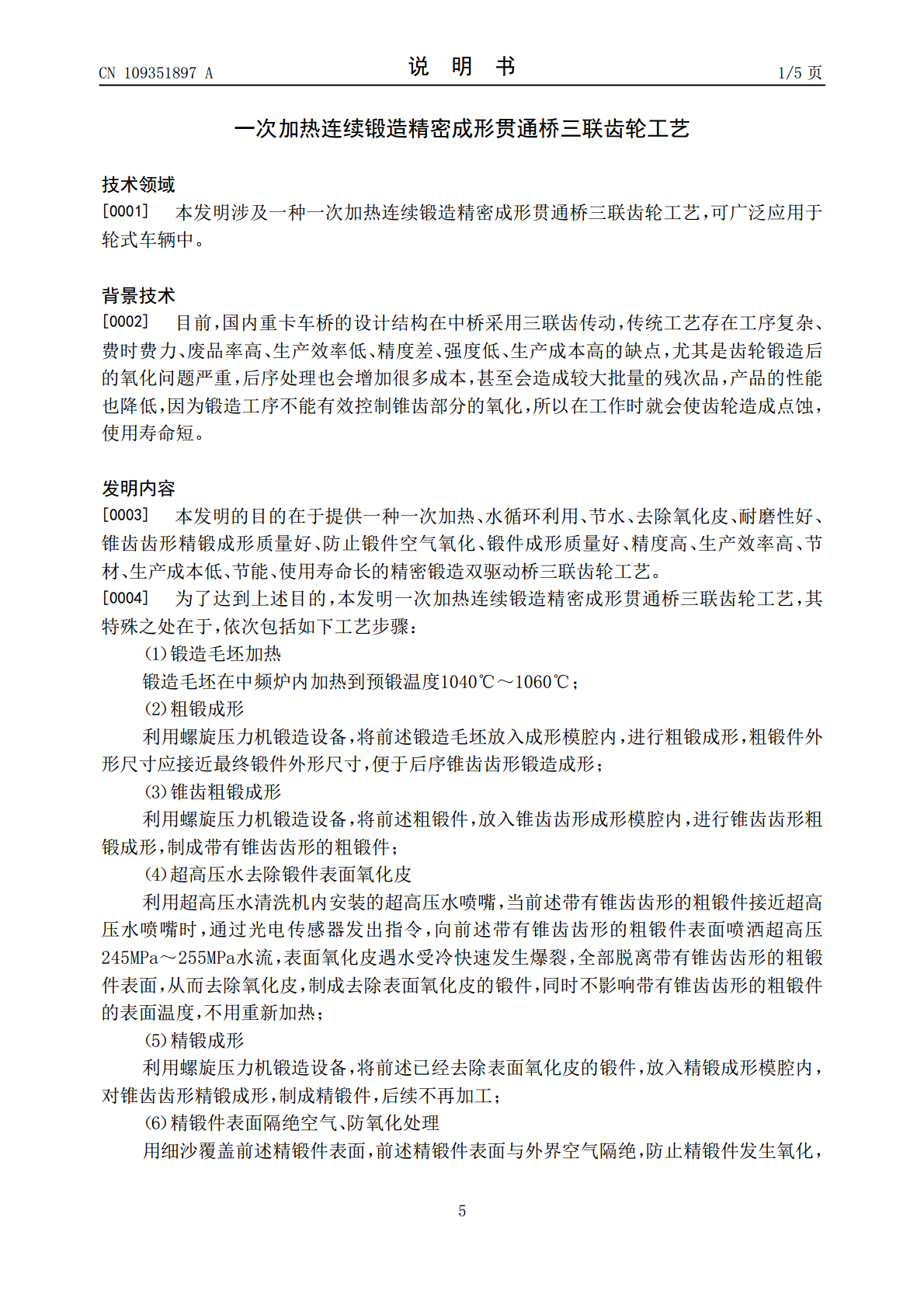
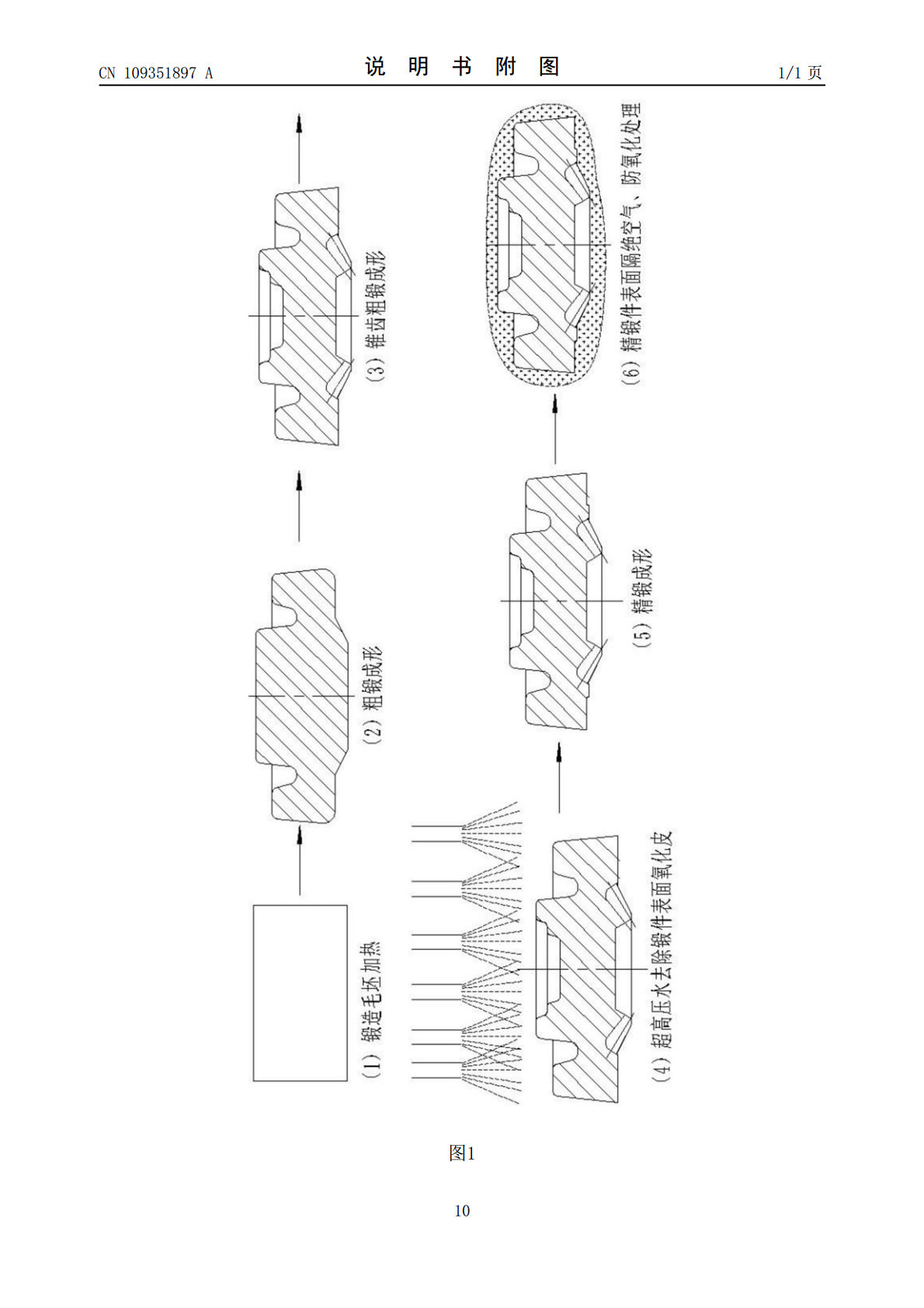
一种一次加热连续锻造精密成形贯通桥三联齿轮工艺,其特征在于,依次包括如下工艺步骤:(1)锻造毛坯加热:锻造毛坯在中频炉内加热到预锻温度1040℃~1060℃;(2)粗锻成形;(3)锥齿粗锻成形;(4)超高压水去除锻件表面氧化皮;(5)精锻成形:对锥齿齿形精锻成形,制成精锻件,后续不再加工;(6)精锻件表面隔绝空气、防氧化处理:用细沙覆盖前述精锻件表面,前述精锻件表面与外界空气隔绝,防止精锻件发生氧化。本发明一次加热,水循环利用,节水,去除氧化皮,耐磨性好,锥齿齿形精锻成形质量好,防止锻件空气氧化,锻件成形
精密锻造双驱动桥三联齿轮工艺.pdf
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式

一种精密锻造双驱动桥三联齿轮工艺.pdf
本发明公开了一种精密锻造双驱动桥三联齿轮工艺包括:(1)坯料中频感应加热到1000℃~1100℃;(2)自动化机械刀具去除双面表面氧化层;(3)镦粗使料块达到在模腔正确定位;(4)预锻,保证坯料在成型模腔;(5)粗锻成形;(6)清理齿面并喷涂阻氧化润滑膜;(7)精锻成形,使直锥齿轮齿面达到规定要求;(8)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿,实现了精密锻造双驱动桥三联齿轮工艺设计合理,加工效率较高,加工成本较低的技术效果。

差速器直锥齿轮精密锻造阻氧化加热保护生产工艺.pdf
一种差速器直锥齿轮精密锻造阻氧化加热保护生产工艺,(1)上料;(2)预热到250~300℃,蒸发抗氧化剂中的水分;(3)雾状喷涂抗氧化剂保护表面;(4)中频加热至900~950℃;(5)筛除温度不合格料块;(6)上料到预锻模腔;(7)模具润滑并预锻成型;(8)取料转移到精锻模腔;(9)模具润滑并热精锻成形;(10)取料转移到出料滑道;(11)工件在缓冷箱中保温并缓冷;(12)切锻造飞边;(13)表面清理,去除表面微氧化皮;(14)冷精压成形精锻件。本发明自动化生产,避免人工恶劣环境,生产效率高,工艺性稳定
齿轮的锻造成形方法及齿轮的锻造成形装置.pdf
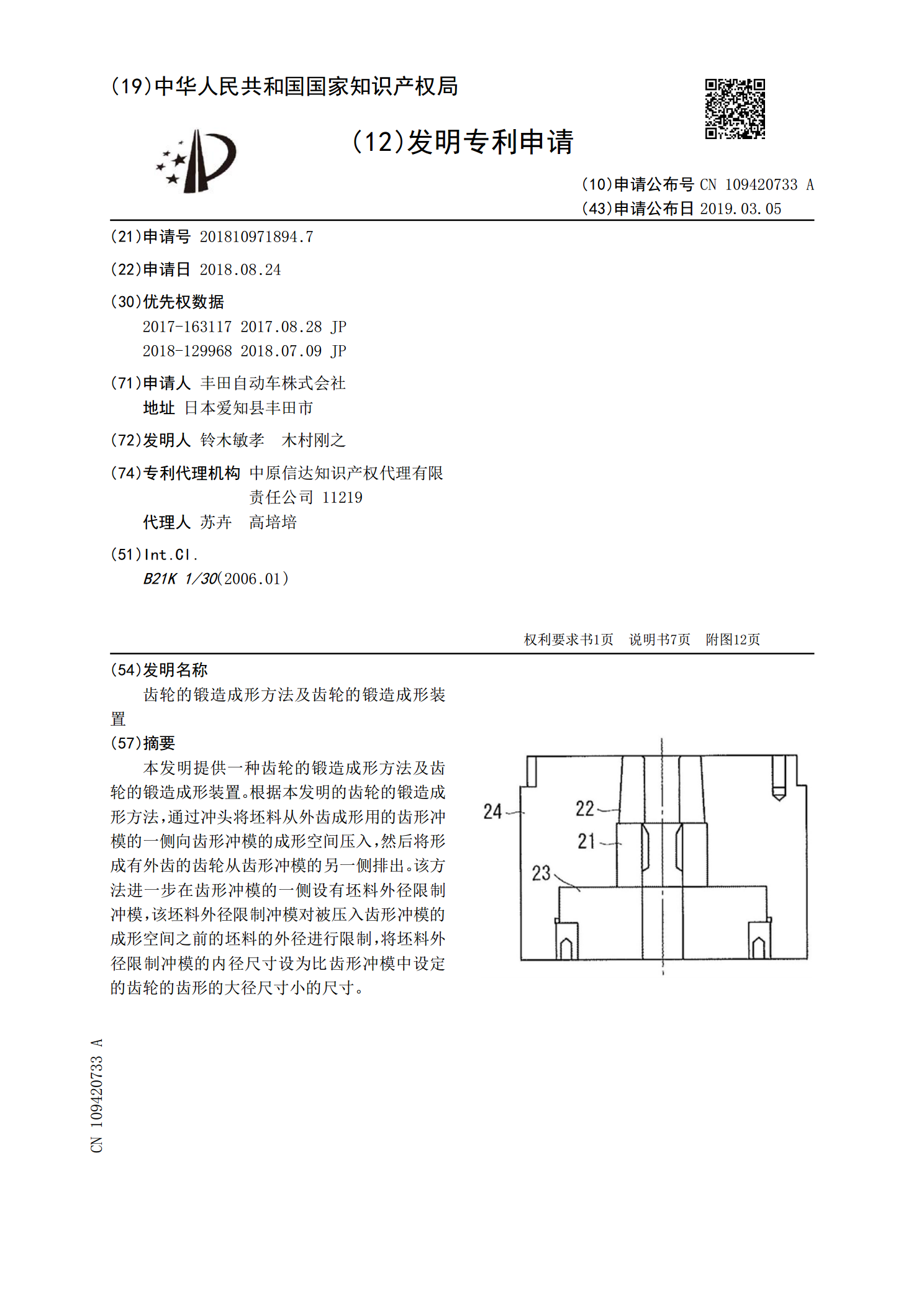
本发明提供一种齿轮的锻造成形方法及齿轮的锻造成形装置。根据本发明的齿轮的锻造成形方法,通过冲头将坯料从外齿成形用的齿形冲模的一侧向齿形冲模的成形空间压入,然后将形成有外齿的齿轮从齿形冲模的另一侧排出。该方法进一步在齿形冲模的一侧设有坯料外径限制冲模,该坯料外径限制冲模对被压入齿形冲模的成形空间之前的坯料的外径进行限制,将坯料外径限制冲模的内径尺寸设为比齿形冲模中设定的齿轮的齿形的大径尺寸小的尺寸。