
驱动桥锥齿轮锻件锻造生产工艺及设备.pdf

小代****回来


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

驱动桥锥齿轮锻件锻造生产工艺及设备.pdf
本发明涉及一种驱动桥锥齿轮锻件锻造生产工艺及设备。该方法包括楔横轧制坯和终锻成型两个工序,其中,楔横轧制坯采用H型楔横轧机,依靠两个装有楔形模具的轧板做往复相向运动,从而得到两件轧制成型的轧件;终锻成型为在压力机上安装有凹模、凸模以及顶杆组成的封闭模腔内将楔横轧轧制成型的锻件锻造成型,得到驱动桥锥齿轮锻件。利用楔横轧制坯具有噪音小、生产效率及材料利用率高等优点。
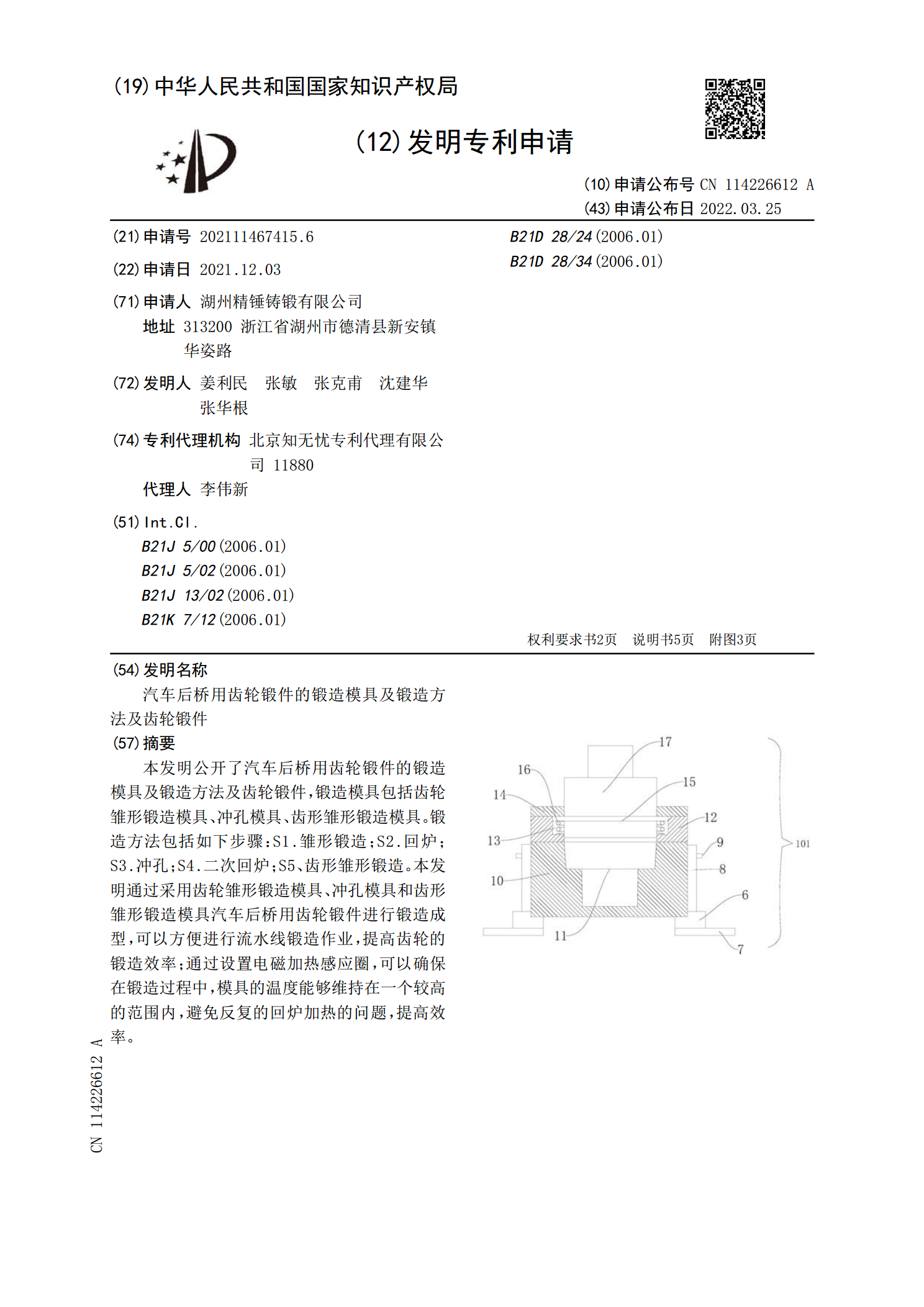
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。

双曲面锥齿轮贯通式驱动桥.pdf
本发明提出一种双曲面锥齿轮贯通式驱动桥,涉及汽车传动技术领域。其贯通式主减速器采用双曲面锥齿轮贯通式主减速器,包括轴间差速锁、输入轴、输入法兰、花键套、贯通轴锥齿轮、主动锥齿轮、十字轴、行星轮、贯通轴、主动双曲面锥齿轮、被动双曲面锥齿轮、轮间差速器和轮间差速锁,其利用双曲面锥齿轮副大、小齿轮轴心线相互垂直但不相交,存在一定偏置距的特点。让贯通轴穿过主动双曲面锥齿轮同轴转动,并让贯通轴从半轴上方或下方通过,从而简化了贯通式驱动桥的传动方式,降低制造成本,提高传动效率,有效降低噪声,改善冷却润滑不好等问题,实

差速器直锥齿轮精密锻造阻氧化加热保护生产工艺.pdf
一种差速器直锥齿轮精密锻造阻氧化加热保护生产工艺,(1)上料;(2)预热到250~300℃,蒸发抗氧化剂中的水分;(3)雾状喷涂抗氧化剂保护表面;(4)中频加热至900~950℃;(5)筛除温度不合格料块;(6)上料到预锻模腔;(7)模具润滑并预锻成型;(8)取料转移到精锻模腔;(9)模具润滑并热精锻成形;(10)取料转移到出料滑道;(11)工件在缓冷箱中保温并缓冷;(12)切锻造飞边;(13)表面清理,去除表面微氧化皮;(14)冷精压成形精锻件。本发明自动化生产,避免人工恶劣环境,生产效率高,工艺性稳定
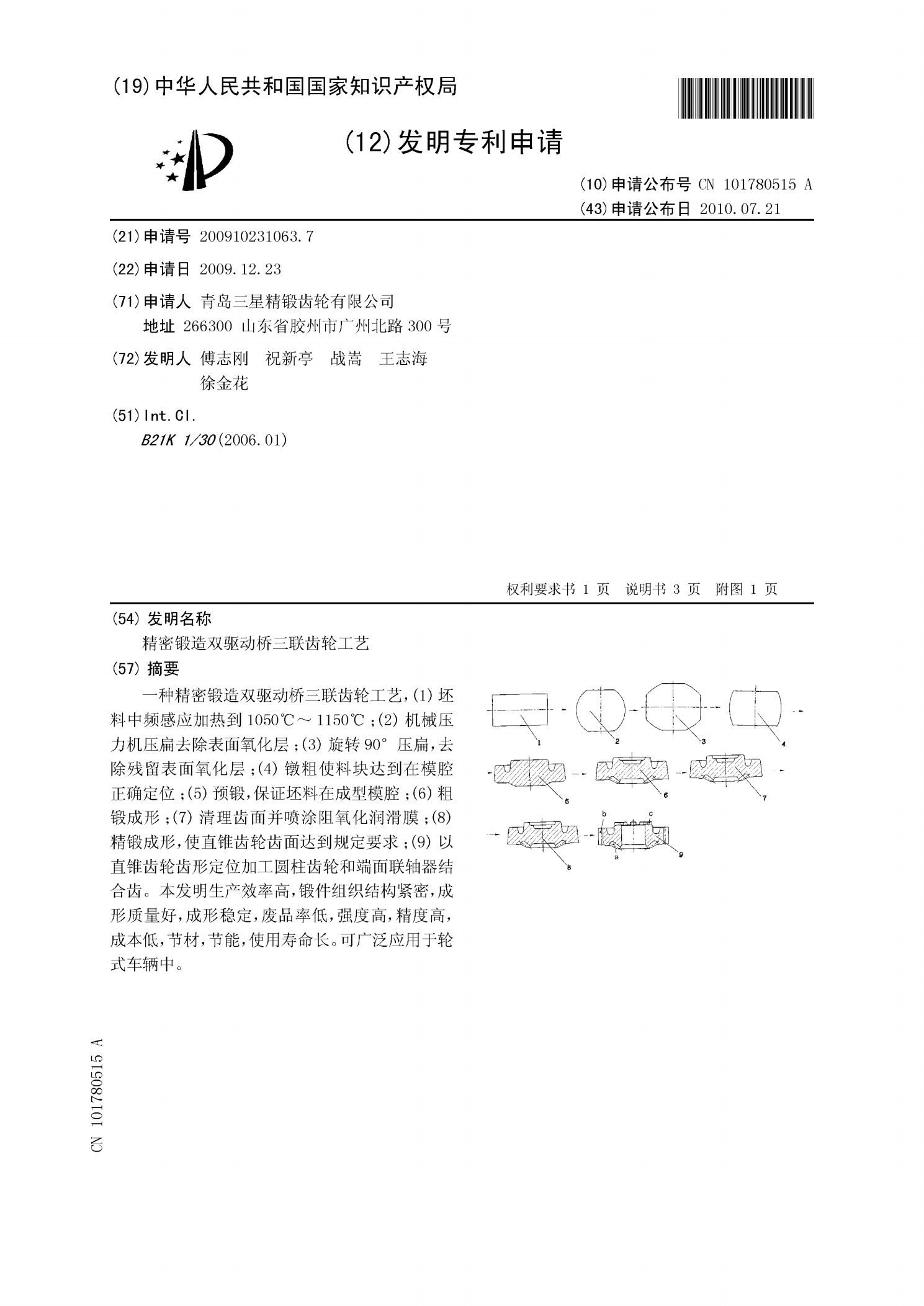
精密锻造双驱动桥三联齿轮工艺.pdf
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式