
液力变矩器涡轮叶片压型机构的进料装置.pdf

邻家****曼玉


1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

液力变矩器涡轮叶片压型机构的进料装置.pdf
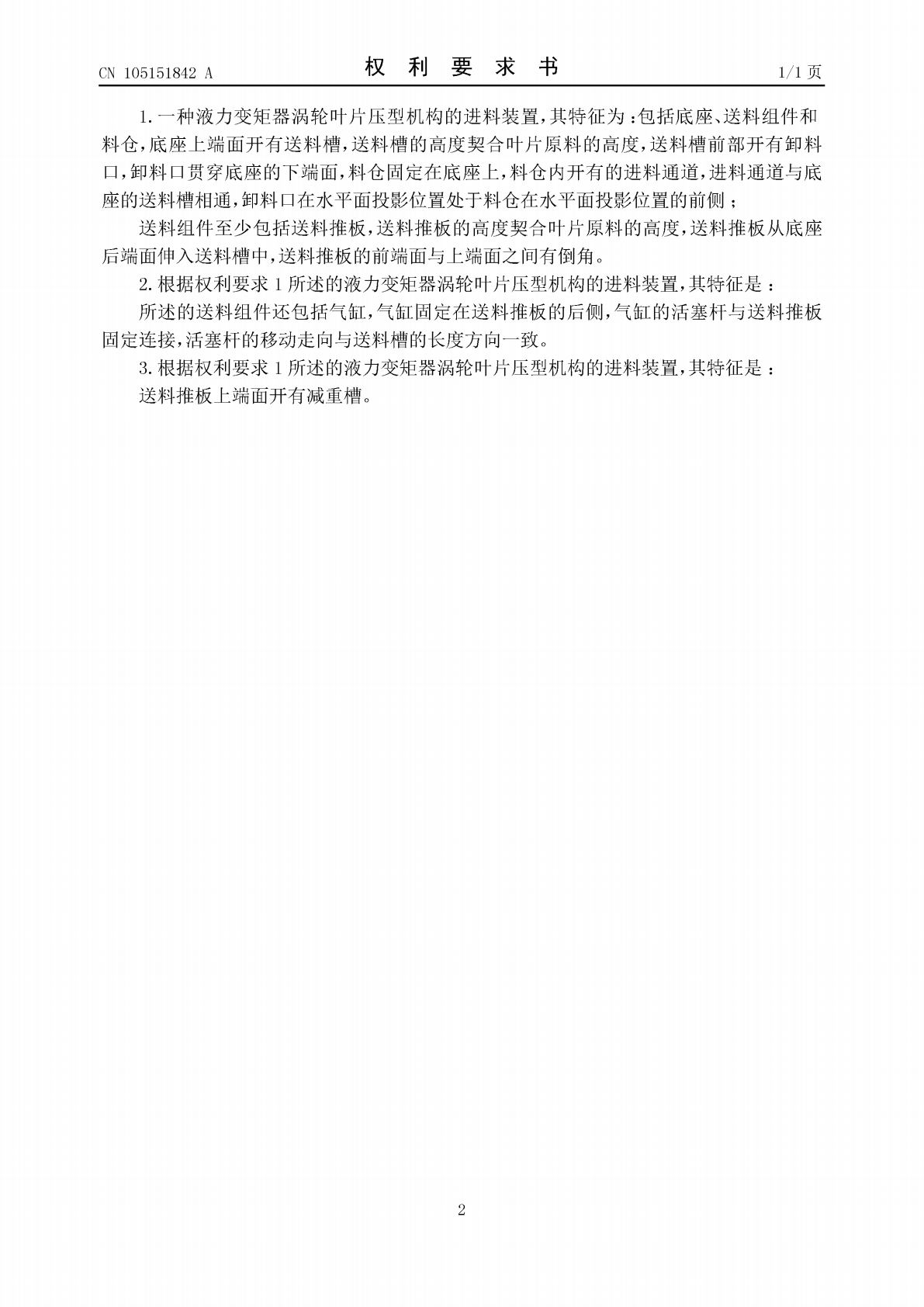
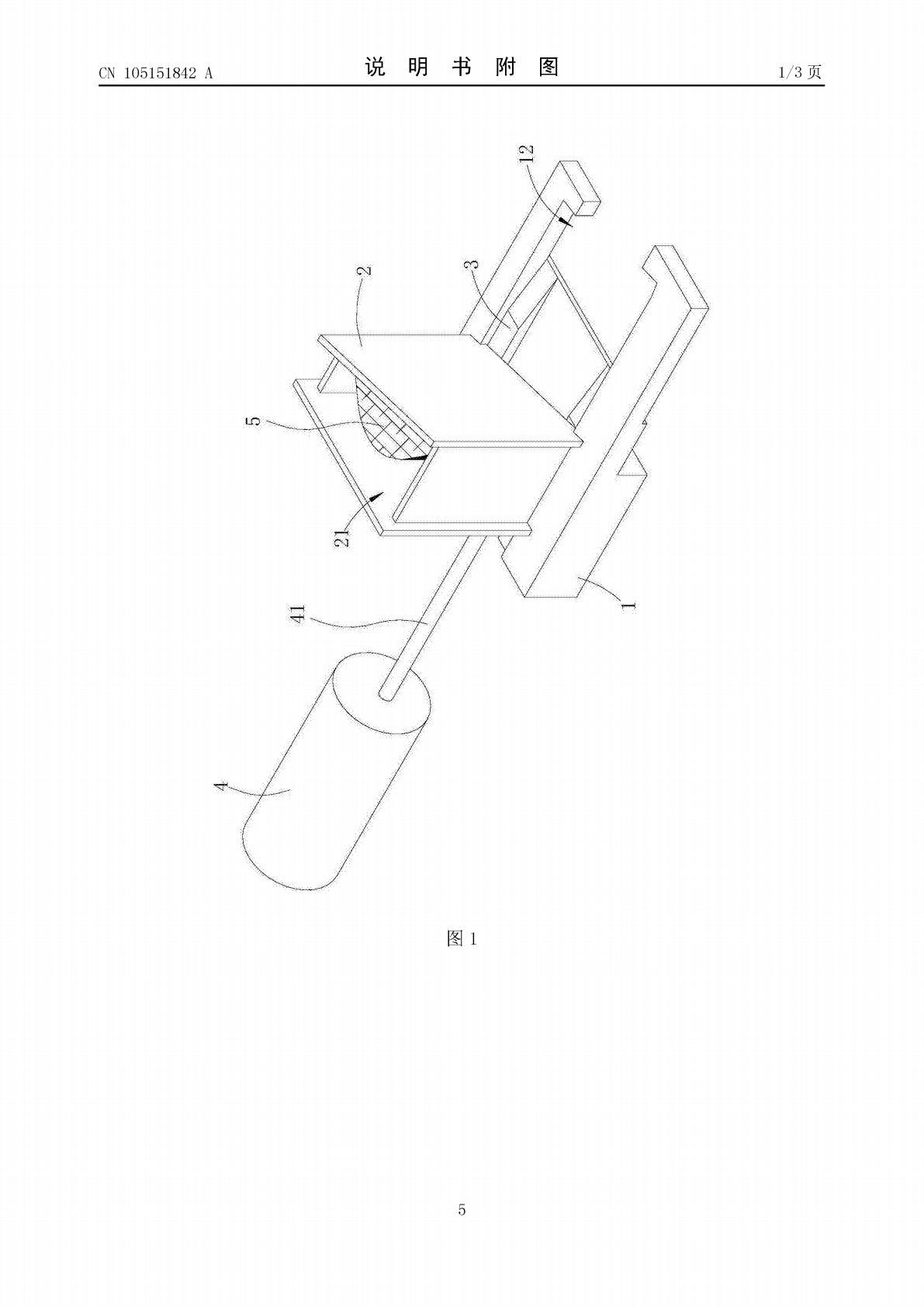
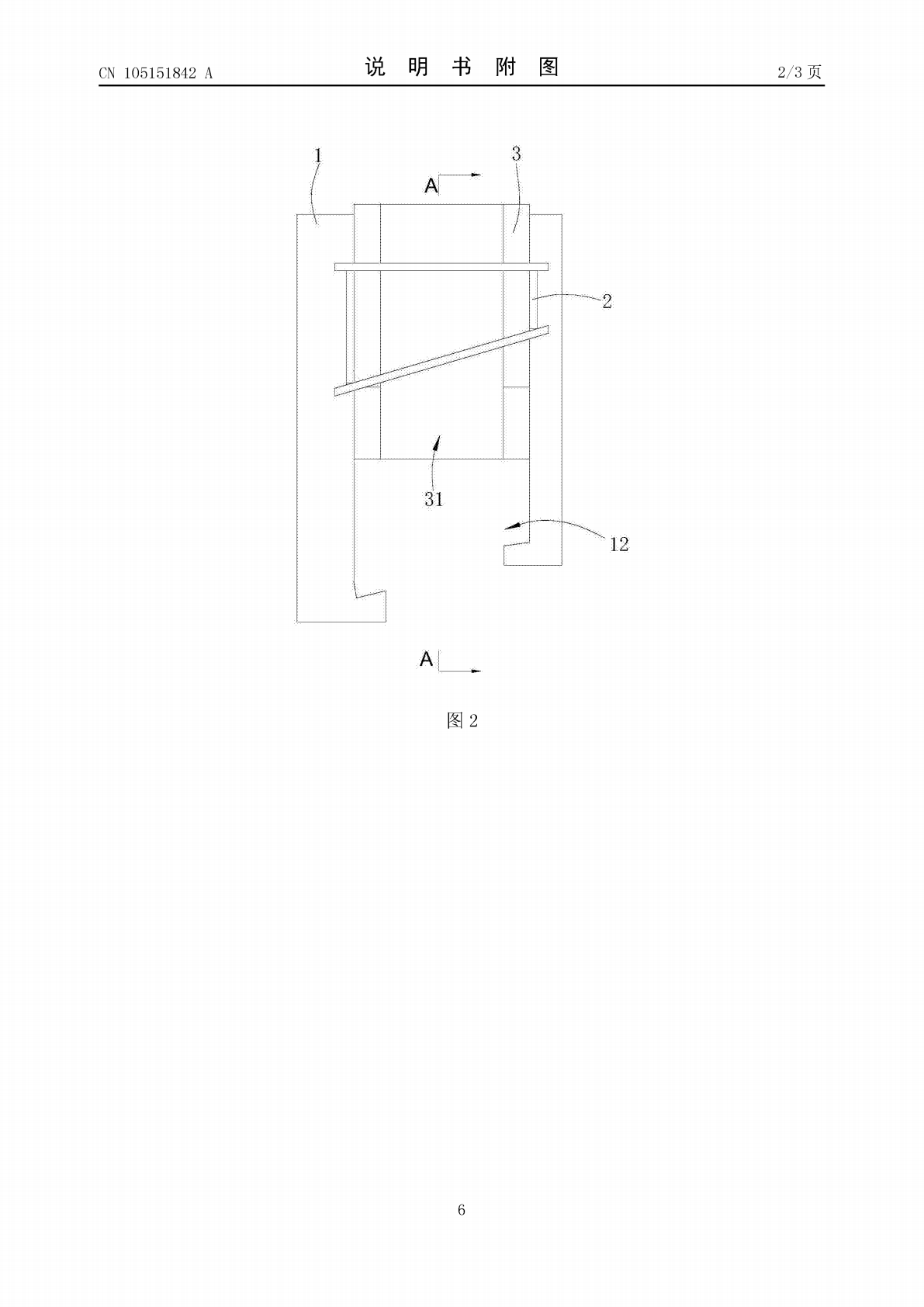
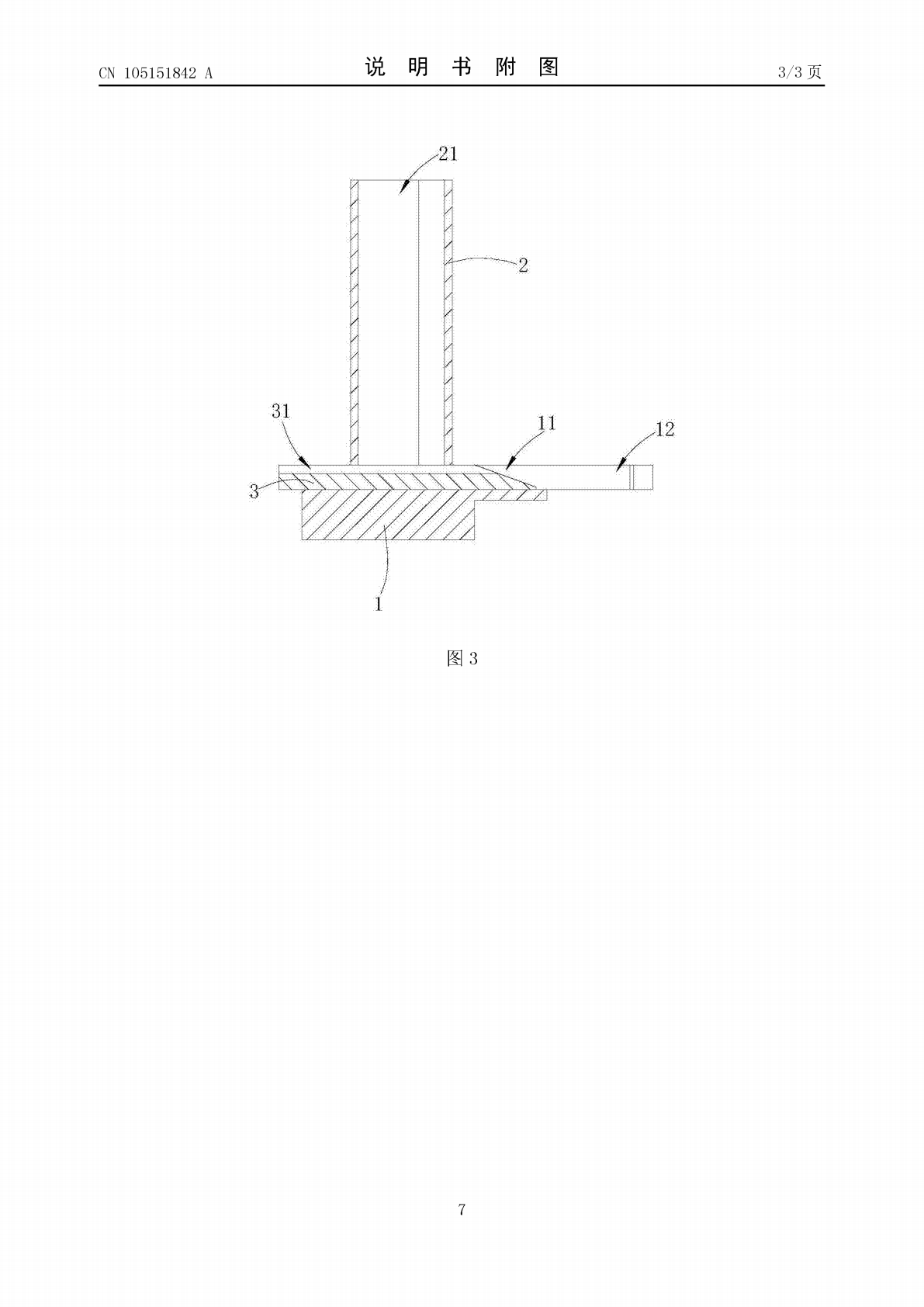
本发明给出了一种液力变矩器涡轮叶片压型机构的进料装置,包括底座、送料组件和料仓,底座上端面开有送料槽,送料槽的高度契合叶片原料的高度,送料槽前部开有卸料口,卸料口贯穿底座的下端面,料仓固定在底座上,料仓内开有的进料通道,进料通道与底座的送料槽相通;送料组件至少包括送料推板,送料推板的高度契合叶片原料的高度,送料推板从底座后端面伸入送料槽中,送料推板的前端面与上端面之间有倒角。使送料推板向送料槽前部移动,并逐步将送料槽中的叶片原料向前推行,直至送料推板将叶片原料推入卸料口中,叶片原料经过卸料口进入液力变矩器
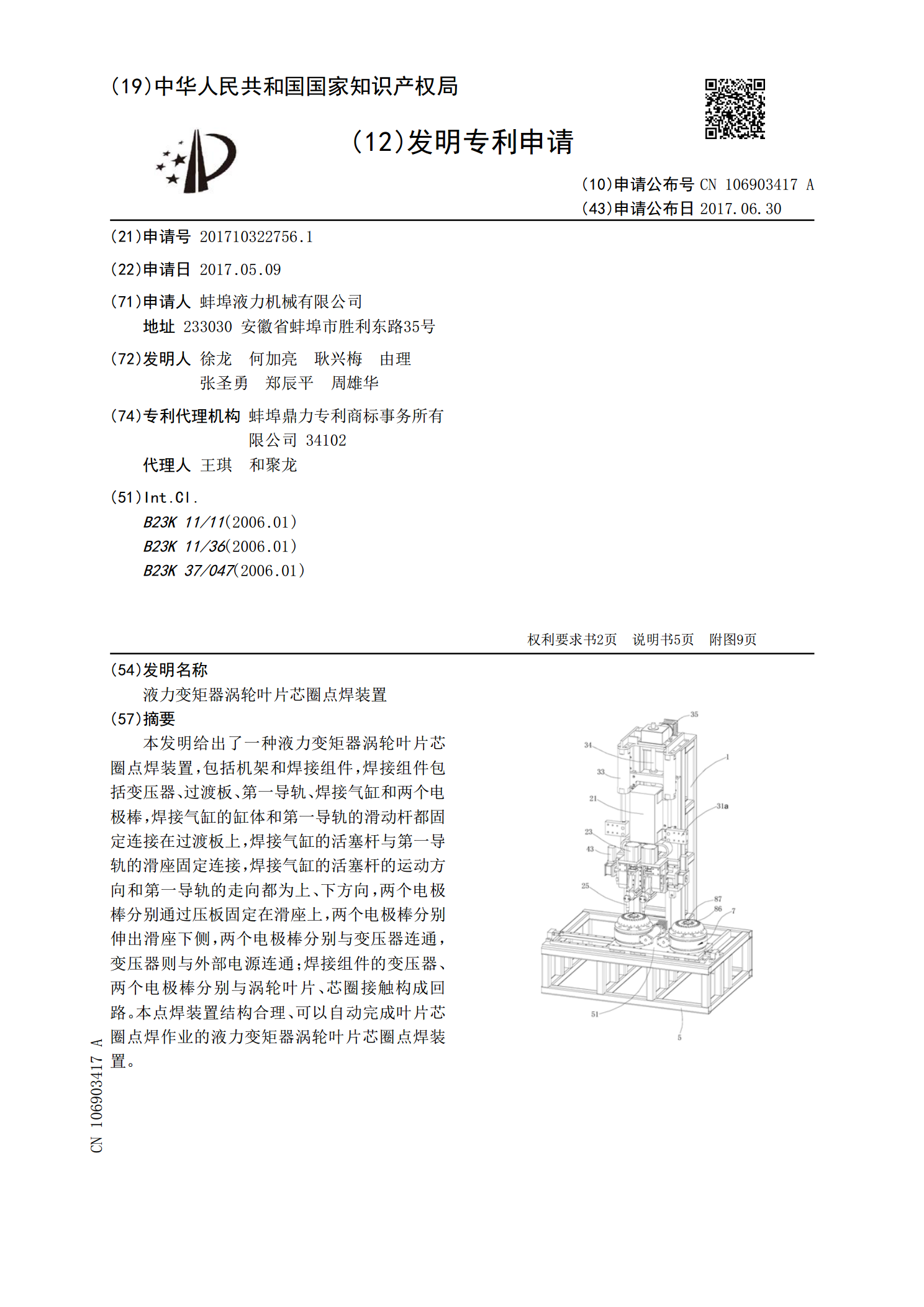
液力变矩器涡轮叶片芯圈点焊装置.pdf
本发明给出了一种液力变矩器涡轮叶片芯圈点焊装置,包括机架和焊接组件,焊接组件包括变压器、过渡板、第一导轨、焊接气缸和两个电极棒,焊接气缸的缸体和第一导轨的滑动杆都固定连接在过渡板上,焊接气缸的活塞杆与第一导轨的滑座固定连接,焊接气缸的活塞杆的运动方向和第一导轨的走向都为上、下方向,两个电极棒分别通过压板固定在滑座上,两个电极棒分别伸出滑座下侧,两个电极棒分别与变压器连通,变压器则与外部电源连通;焊接组件的变压器、两个电极棒分别与涡轮叶片、芯圈接触构成回路。本点焊装置结构合理、可以自动完成叶片芯圈点焊作业的
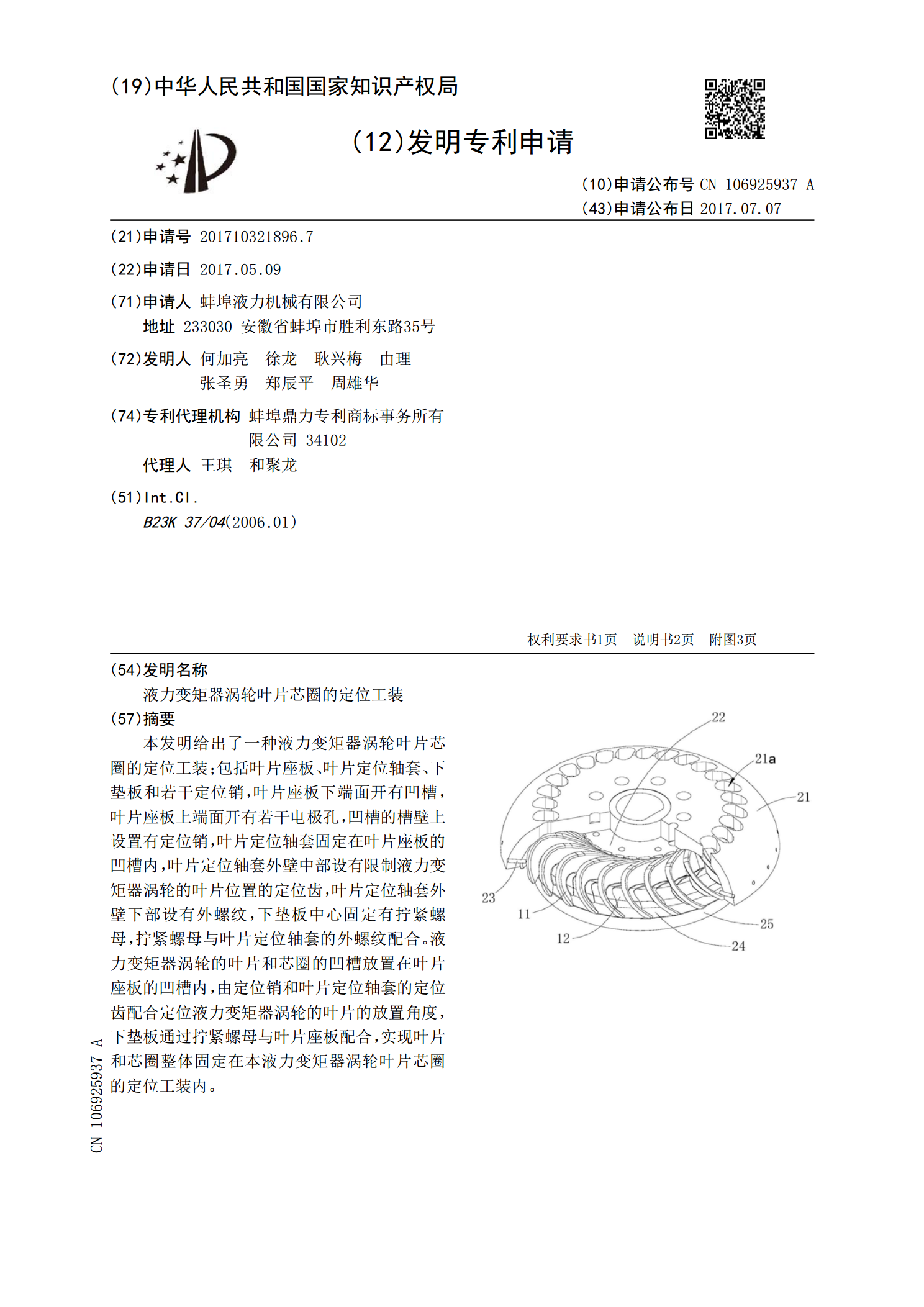
液力变矩器涡轮叶片芯圈的定位工装.pdf
本发明给出了一种液力变矩器涡轮叶片芯圈的定位工装;包括叶片座板、叶片定位轴套、下垫板和若干定位销,叶片座板下端面开有凹槽,叶片座板上端面开有若干电极孔,凹槽的槽壁上设置有定位销,叶片定位轴套固定在叶片座板的凹槽内,叶片定位轴套外壁中部设有限制液力变矩器涡轮的叶片位置的定位齿,叶片定位轴套外壁下部设有外螺纹,下垫板中心固定有拧紧螺母,拧紧螺母与叶片定位轴套的外螺纹配合。液力变矩器涡轮的叶片和芯圈的凹槽放置在叶片座板的凹槽内,由定位销和叶片定位轴套的定位齿配合定位液力变矩器涡轮的叶片的放置角度,下垫板通过拧紧
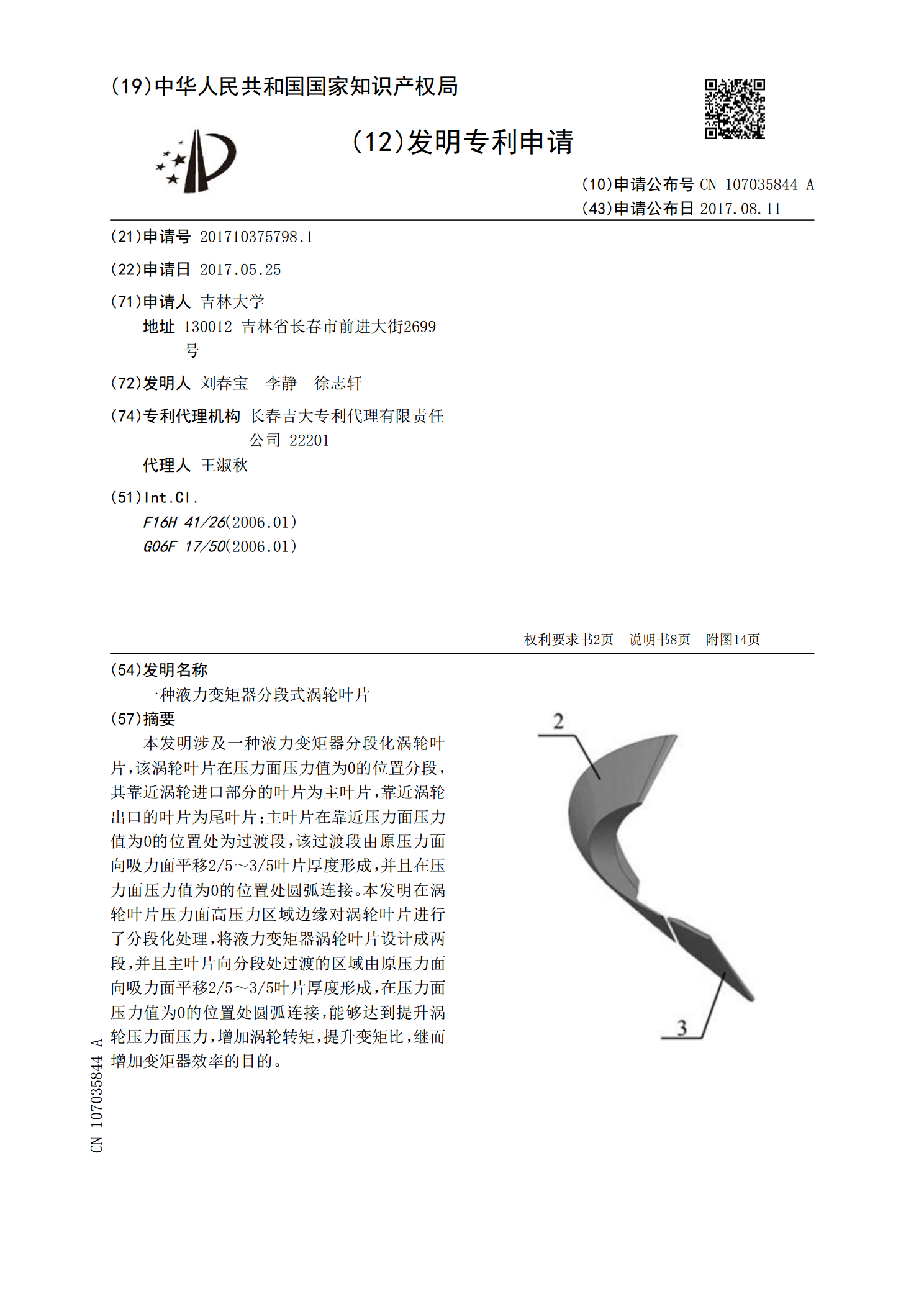
一种液力变矩器分段式涡轮叶片.pdf
本发明涉及一种液力变矩器分段化涡轮叶片,该涡轮叶片在压力面压力值为0的位置分段,其靠近涡轮进口部分的叶片为主叶片,靠近涡轮出口的叶片为尾叶片;主叶片在靠近压力面压力值为0的位置处为过渡段,该过渡段由原压力面向吸力面平移2/5~3/5叶片厚度形成,并且在压力面压力值为0的位置处圆弧连接。本发明在涡轮叶片压力面高压力区域边缘对涡轮叶片进行了分段化处理,将液力变矩器涡轮叶片设计成两段,并且主叶片向分段处过渡的区域由原压力面向吸力面平移2/5~3/5叶片厚度形成,在压力面压力值为0的位置处圆弧连接,能够达到提升涡
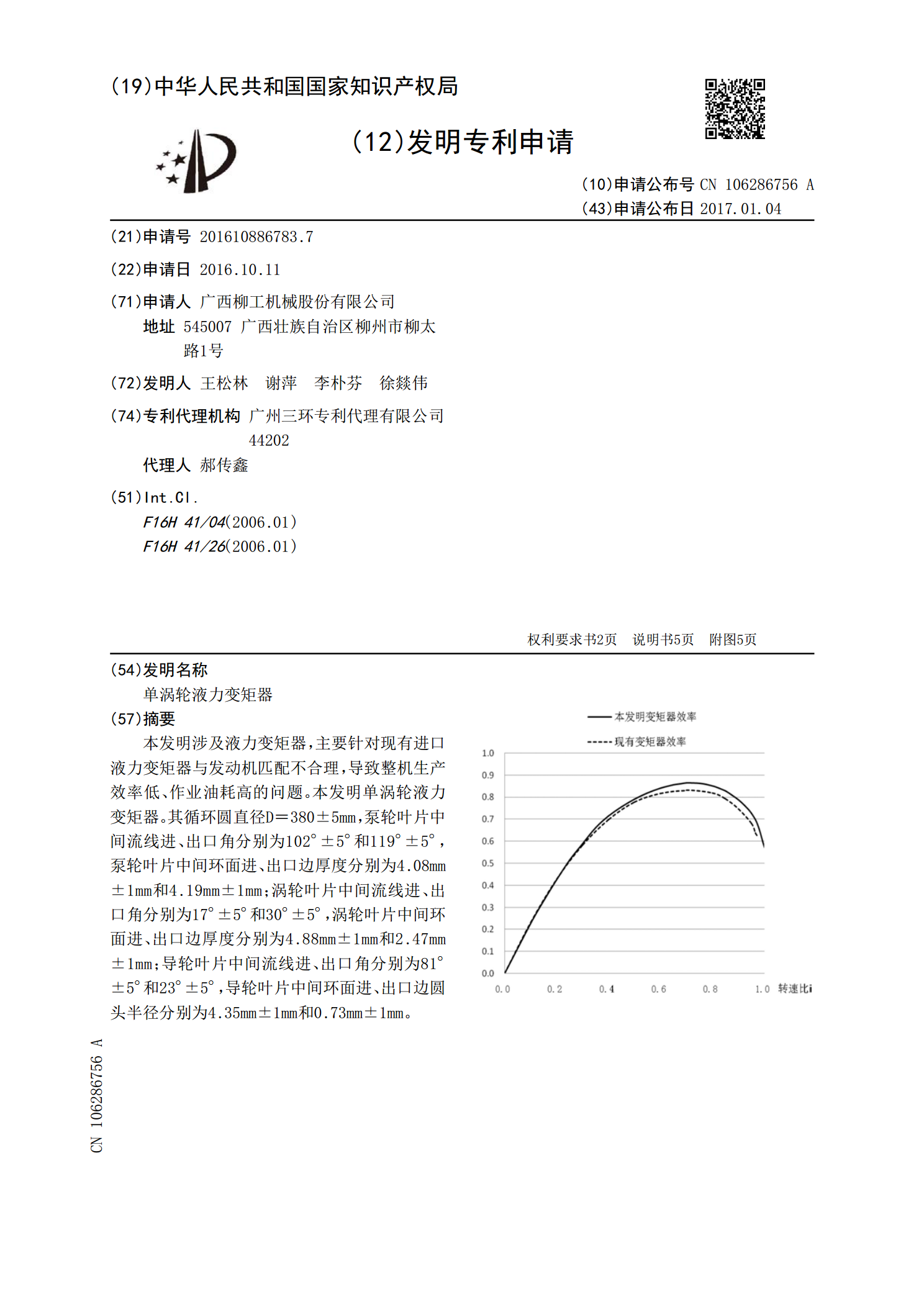
单涡轮液力变矩器.pdf
本发明涉及液力变矩器,主要针对现有进口液力变矩器与发动机匹配不合理,导致整机生产效率低、作业油耗高的问题。本发明单涡轮液力变矩器。其循环圆直径D=380±5mm,泵轮叶片中间流线进、出口角分别为102°±5°和119°±5°,泵轮叶片中间环面进、出口边厚度分别为4.08mm±1mm和4.19mm±1mm;涡轮叶片中间流线进、出口角分别为17°±5°和30°±5°,涡轮叶片中间环面进、出口边厚度分别为4.88mm±1mm和2.47mm±1mm;导轮叶片中间流线进、出口角分别为81°±5°和23°±5°,导轮