
液力变矩器涡轮叶片芯圈点焊装置.pdf

甲申****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
液力变矩器涡轮叶片芯圈点焊装置.pdf
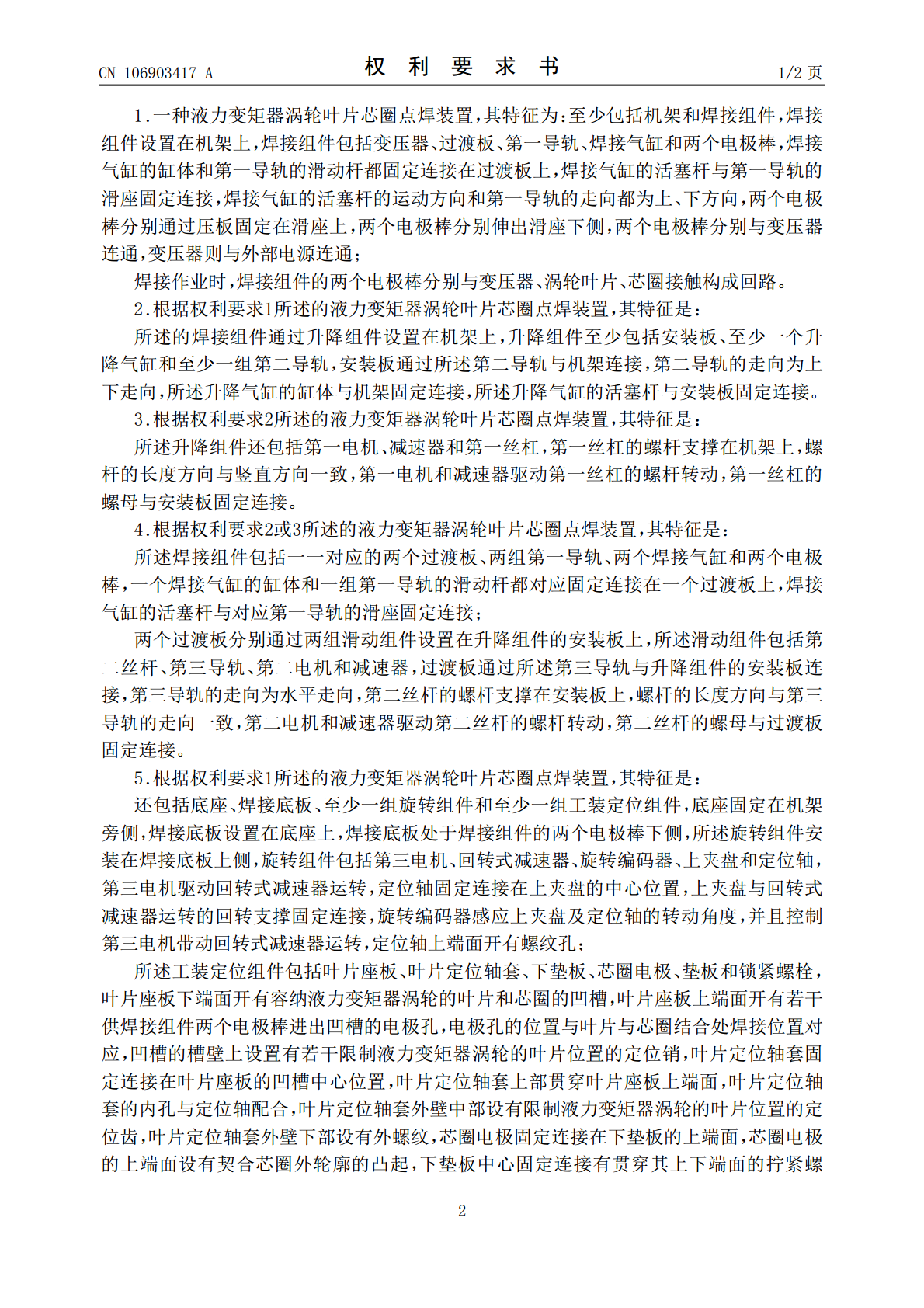
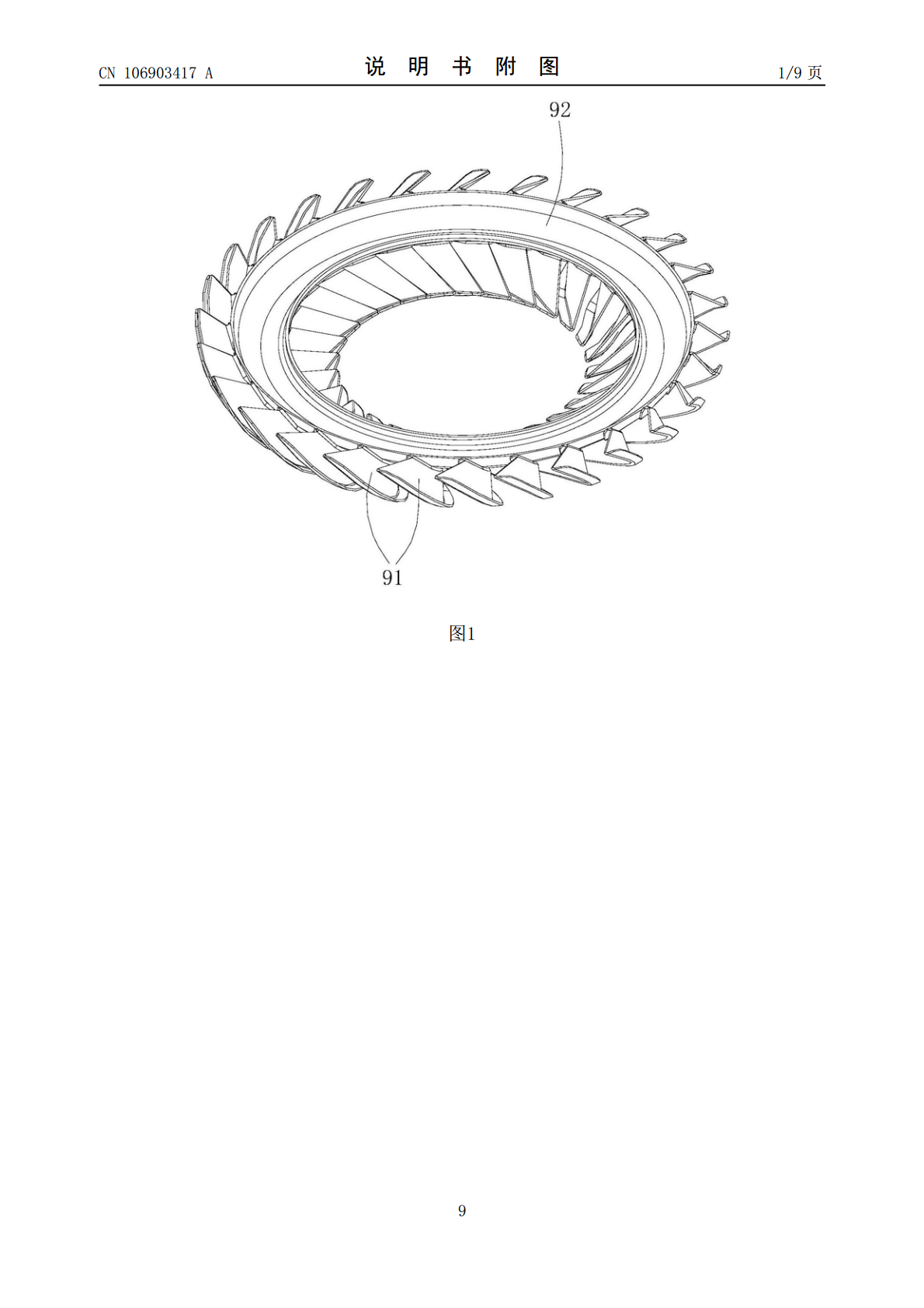
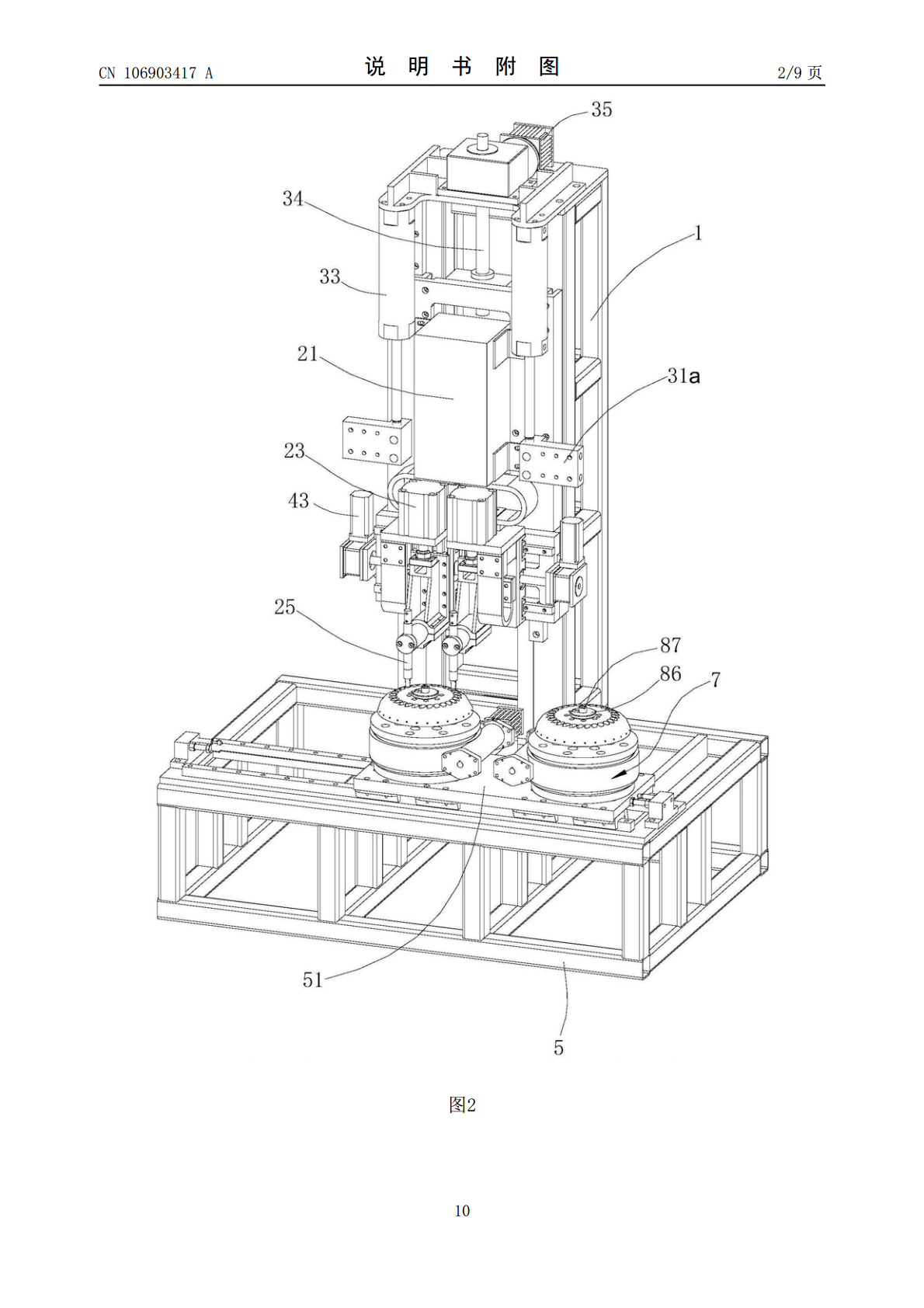
本发明给出了一种液力变矩器涡轮叶片芯圈点焊装置,包括机架和焊接组件,焊接组件包括变压器、过渡板、第一导轨、焊接气缸和两个电极棒,焊接气缸的缸体和第一导轨的滑动杆都固定连接在过渡板上,焊接气缸的活塞杆与第一导轨的滑座固定连接,焊接气缸的活塞杆的运动方向和第一导轨的走向都为上、下方向,两个电极棒分别通过压板固定在滑座上,两个电极棒分别伸出滑座下侧,两个电极棒分别与变压器连通,变压器则与外部电源连通;焊接组件的变压器、两个电极棒分别与涡轮叶片、芯圈接触构成回路。本点焊装置结构合理、可以自动完成叶片芯圈点焊作业的
液力变矩器涡轮叶片芯圈的定位工装.pdf
本发明给出了一种液力变矩器涡轮叶片芯圈的定位工装;包括叶片座板、叶片定位轴套、下垫板和若干定位销,叶片座板下端面开有凹槽,叶片座板上端面开有若干电极孔,凹槽的槽壁上设置有定位销,叶片定位轴套固定在叶片座板的凹槽内,叶片定位轴套外壁中部设有限制液力变矩器涡轮的叶片位置的定位齿,叶片定位轴套外壁下部设有外螺纹,下垫板中心固定有拧紧螺母,拧紧螺母与叶片定位轴套的外螺纹配合。液力变矩器涡轮的叶片和芯圈的凹槽放置在叶片座板的凹槽内,由定位销和叶片定位轴套的定位齿配合定位液力变矩器涡轮的叶片的放置角度,下垫板通过拧紧

液力变矩器涡轮叶片压型机构的进料装置.pdf
本发明给出了一种液力变矩器涡轮叶片压型机构的进料装置,包括底座、送料组件和料仓,底座上端面开有送料槽,送料槽的高度契合叶片原料的高度,送料槽前部开有卸料口,卸料口贯穿底座的下端面,料仓固定在底座上,料仓内开有的进料通道,进料通道与底座的送料槽相通;送料组件至少包括送料推板,送料推板的高度契合叶片原料的高度,送料推板从底座后端面伸入送料槽中,送料推板的前端面与上端面之间有倒角。使送料推板向送料槽前部移动,并逐步将送料槽中的叶片原料向前推行,直至送料推板将叶片原料推入卸料口中,叶片原料经过卸料口进入液力变矩器
一种涡轮芯圈与叶片点焊的固定装置.pdf
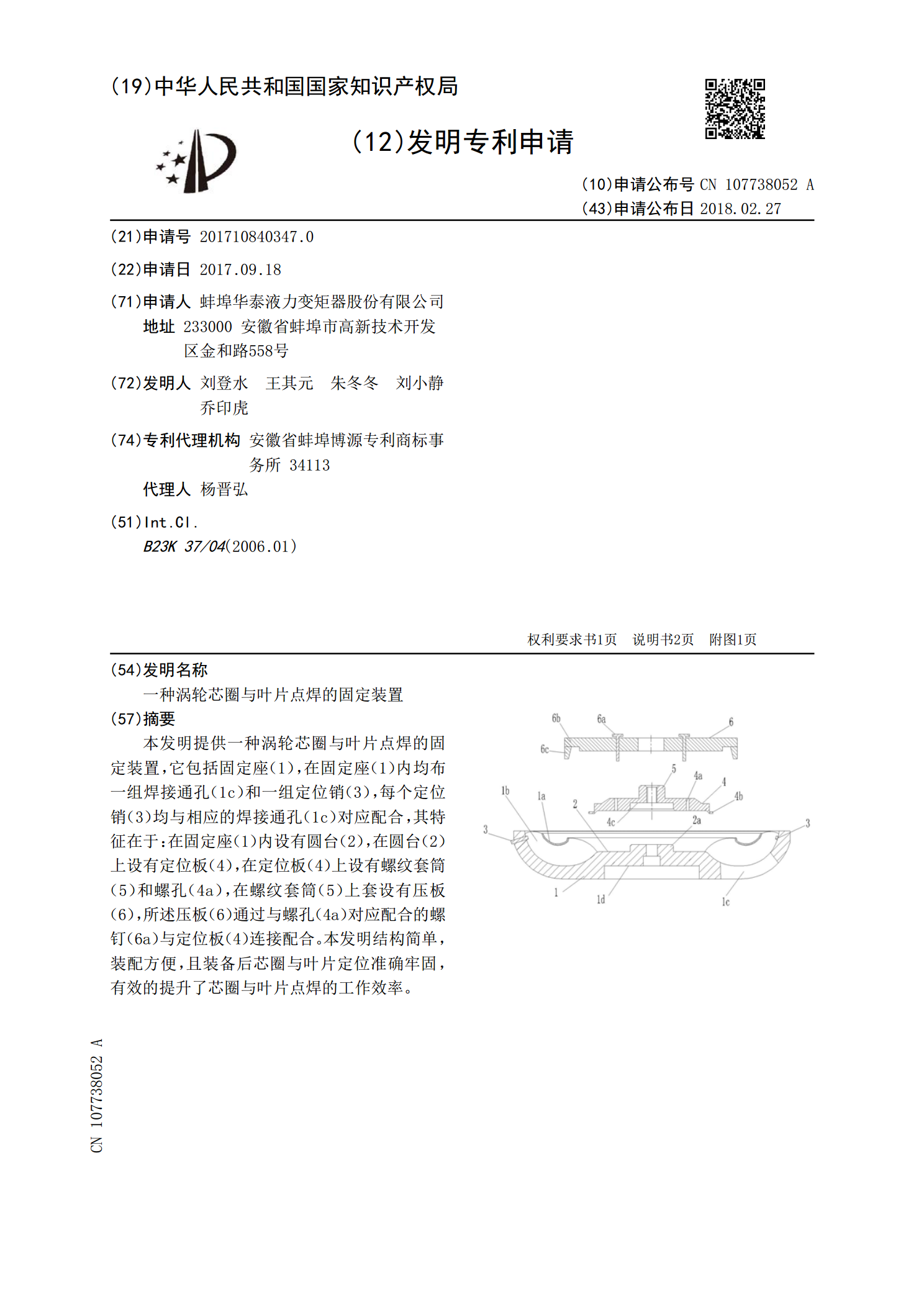
本发明提供一种涡轮芯圈与叶片点焊的固定装置,它包括固定座(1),在固定座(1)内均布一组焊接通孔(1c)和一组定位销(3),每个定位销(3)均与相应的焊接通孔(1c)对应配合,其特征在于:在固定座(1)内设有圆台(2),在圆台(2)上设有定位板(4),在定位板(4)上设有螺纹套筒(5)和螺孔(4a),在螺纹套筒(5)上套设有压板(6),所述压板(6)通过与螺孔(4a)对应配合的螺钉(6a)与定位板(4)连接配合。本发明结构简单,装配方便,且装备后芯圈与叶片定位准确牢固,有效的提升了芯圈与叶片点焊的工作效率

液力变矩器的涡轮外环与拨盘点焊设备及工艺研制.docx
液力变矩器的涡轮外环与拨盘点焊设备及工艺研制液力变矩器是一种根据流体力学原理工作的传动器械,通常被广泛应用于各种工业和机械设备中。它由涡轮外环、泵轮和拨盘等组成,其中涡轮外环和拨盘是变矩器的重要部件。本文将以液力变矩器的涡轮外环与拨盘点焊设备及工艺研制为主题,探讨点焊设备与工艺对液力变矩器质量的影响,以及如何研制出高质量的液力变矩器涡轮外环与拨盘点焊设备与工艺。首先,涡轮外环和拨盘作为变矩器的核心部件,需要具备耐高温、高强度和高精度的特点。因此,点焊设备和工艺应该优先考虑这些特点。在点焊设备方面,应该选用