
厚壁容器窄间隙焊接及最新制作技术.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

厚壁容器窄间隙焊接及最新制作技术.docx
厚壁容器窄间隙焊接及最新制作技术随着现代制造业的发展,越来越多的行业对于高强度、高耐腐蚀的容器有着需求,这些容器的制作极为重要。在制作过程中,容器的连接方式对其性能有着非常大的影响,其中窄间隙焊技术在此方面具有得天独厚的优势,特别在生产厚壁容器中,窄间隙焊技术能够展现出其最佳的特性和实用价值。一、厚壁容器窄间隙焊接技术概述窄间隙焊接技术可以用于外接触和内组装焊接,在生产过程中,在保证容器接口质量的同时,还能大大提高制造效率和降低生产成本。利用此焊接技术,可以使容器的实际有效焊缝宽度控制在3mm左右,相比于
窄间隙埋弧焊在厚壁容器制造中的应用_下_.pdf
··生产应用窄间隙埋弧焊在厚壁容器制造中的应用�下�哈尔滨锅炉厂陈裕川!!∀#∃%#&∋&(∋卫)&∗+!∗,∀−#∋+%&.,/0!),12),/公粥,∀(3)#∃%#&∋∃45607547867瑞典89(公司有两种商品焊剂适应于。9耳毯压力容拐间陈埋弧娜工艺,,每层双道的窄间隙焊工艺其牌号相应为/�=压力容器的窄间隙埋弧焊工艺包括坡口设:);<!#>!和/�:);<∀#=?∀。前一种是氧化、、=计,选定焊接参数焊接材料的牌号和规格焊铝基碱性烧结焊剂,碱度系数≅!?Α后一种、、,=。接温度参数�预热层间
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf
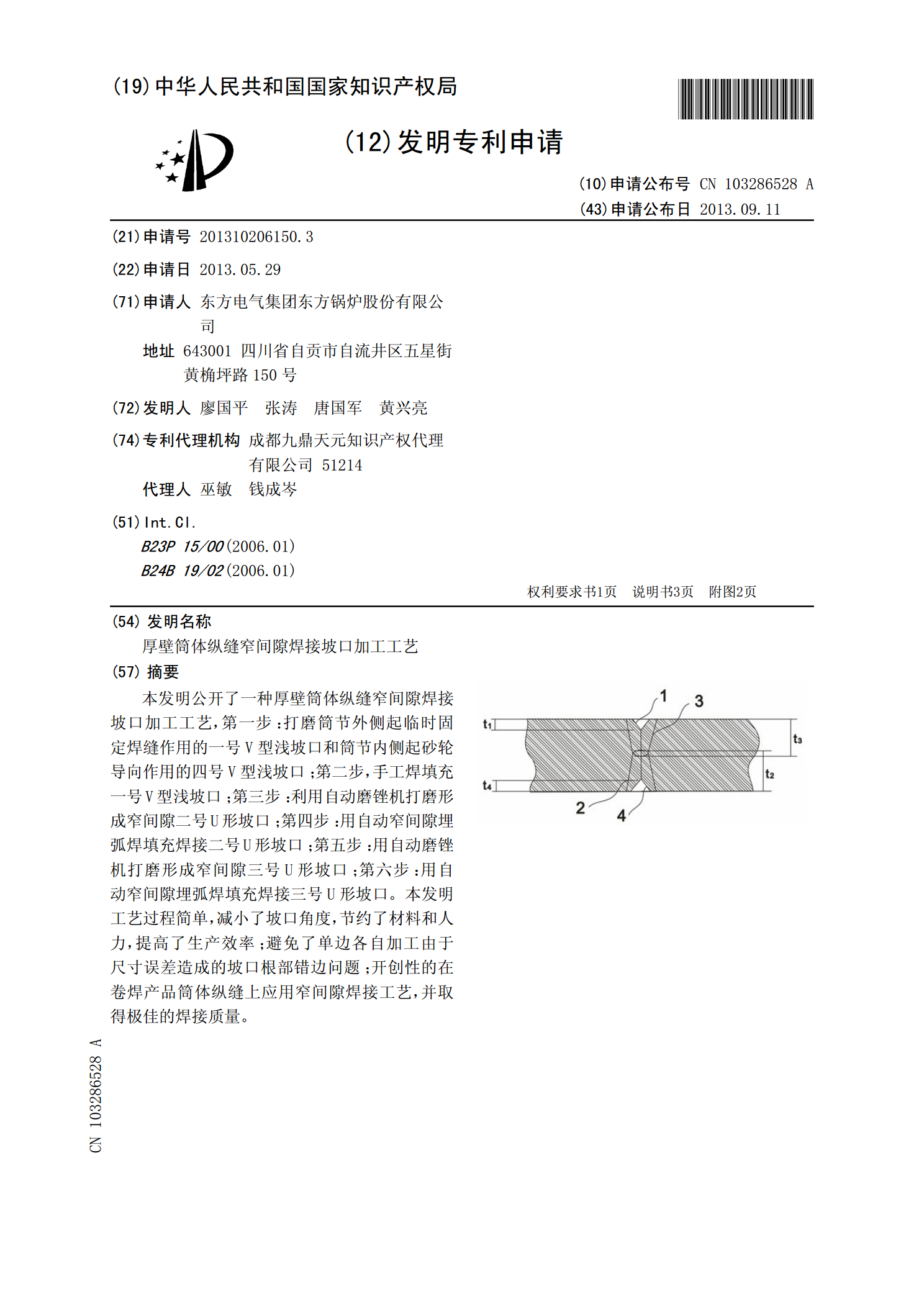
本发明公开了一种厚壁筒体纵缝窄间隙焊接坡口加工工艺,第一步:打磨筒节外侧起临时固定焊缝作用的一号V型浅坡口和筒节内侧起砂轮导向作用的四号V型浅坡口;第二步,手工焊填充一号V型浅坡口;第三步:利用自动磨锉机打磨形成窄间隙二号U形坡口;第四步:用自动窄间隙埋弧焊填充焊接二号U形坡口;第五步:用自动磨锉机打磨形成窄间隙三号U形坡口;第六步:用自动窄间隙埋弧焊填充焊接三号U形坡口。本发明工艺过程简单,减小了坡口角度,节约了材料和人力,提高了生产效率;避免了单边各自加工由于尺寸误差造成的坡口根部错边问题;开创性的在

厚壁压力容器中窄间隙双丝埋弧焊的应用.docx
厚壁压力容器中窄间隙双丝埋弧焊的应用【摘要】窄间隙双丝埋弧焊因其优越的性能被广泛的运用在厚壁压力容器中。本文主要分析了窄间隙双丝埋弧焊的特点并就厚壁压力容器中窄间隙双丝埋弧焊的应用进行了探讨。【关键词】厚壁压力容器;窄间隙;双丝埋;弧焊随着经济与科学技术的进步石化装置在规模于运行参数上都得到了很大的提升越来越多的大型厚壁压力容器被运用且因为焊接工作量的增加对焊接的质量要求也日益提高。所以压力容器生产企业更倾向于寻找一种能提高焊接生产质量与效率、在更大程度
厚壁压力容器中窄间隙双丝埋弧焊的应用.docx
厚壁压力容器中窄间隙双丝埋弧焊的应用【摘要】窄间隙双丝埋弧焊因其优越的性能被广泛的运用在厚壁压力容器中。本文主要分析了窄间隙双丝埋弧焊的特点并就厚壁压力容器中窄间隙双丝埋弧焊的应用进行了探讨。【关键词】厚壁压力容器;窄间隙;双丝埋;弧焊随着经济与科学技术的进步石化装置在规模于运行参数上都得到了很大的提升越来越多的大型厚壁压力容器被运用且因为焊接工作量的增加对焊接的质量要求也日益提高。所以压力容器生产企业更倾向于寻找一种能提高焊接生产质量与效率、在更大程度