
压制纤维板的方法及采用该方法压制纤维板的连续压机.pdf

雨巷****凝海


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压制纤维板的方法及采用该方法压制纤维板的连续压机.pdf
本发明公开了一种压制纤维板的方法,待压制的纤维坯料随着上、下钢带循环运动而被送进由上、下钢带之间形成的进料轮廓内,再进入到由上、下进给热压板之间形成的压料通道内压制成纤维板材;压料通道分为正常压制的固化区域和压制但不固化区域,待压制的纤维坯料先进入压制但不固化区域再进入正常压制的固化区域,当待压制的纤维坯料经过压制但不固化区域的过程中,待压制的纤维坯料的厚度被压缩但胶粘剂未固化。还公开了采用上述方法的连续压机。压制后的纤维板材上、下表面的预固化层的厚度得到较大幅度减小,节约了原材料,减少了砂光量和降低了砂
铜衬套压制方法及压制工装.pdf
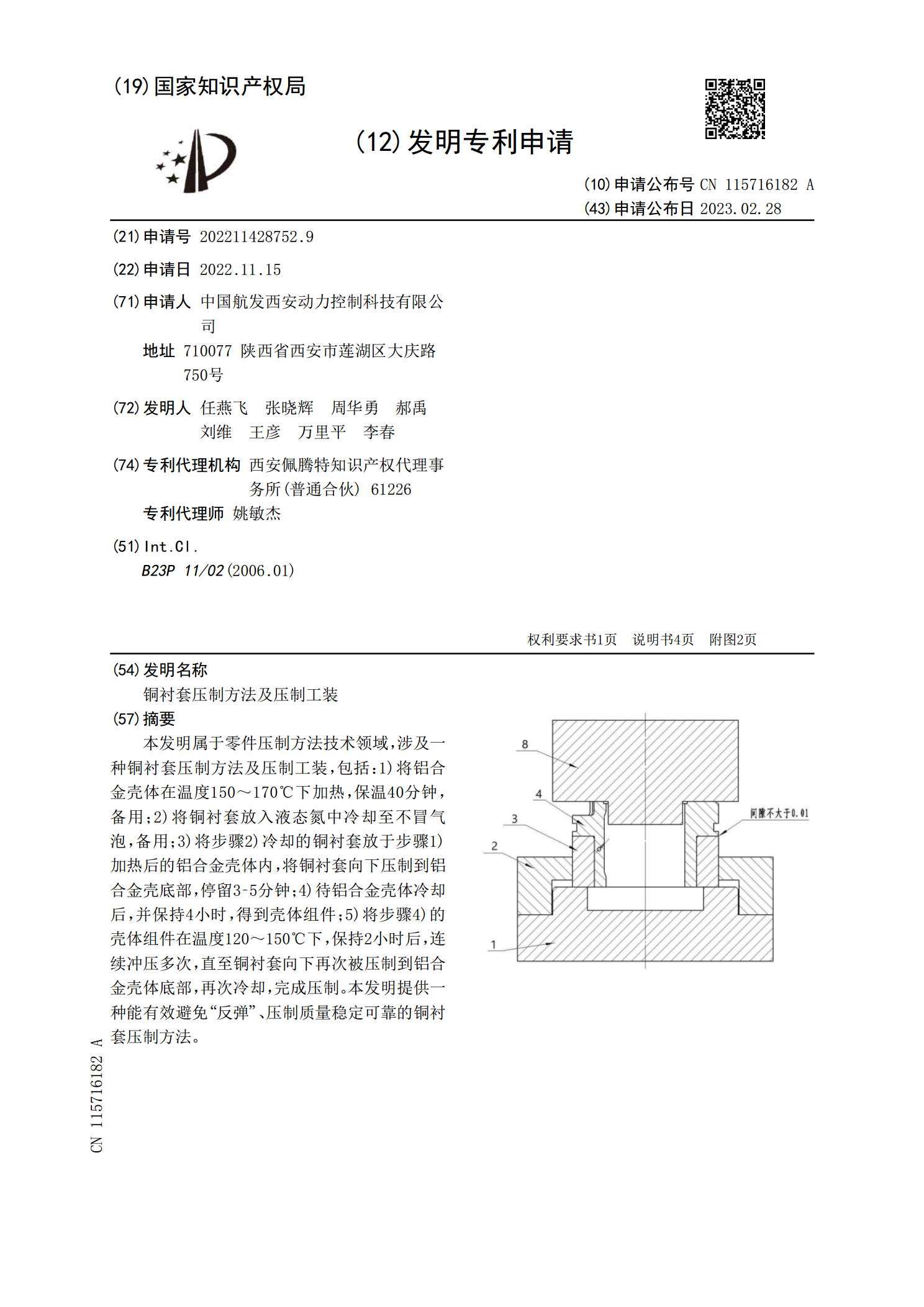
本发明属于零件压制方法技术领域,涉及一种铜衬套压制方法及压制工装,包括:1)将铝合金壳体在温度150~170℃下加热,保温40分钟,备用;2)将铜衬套放入液态氮中冷却至不冒气泡,备用;3)将步骤2)冷却的铜衬套放于步骤1)加热后的铝合金壳体内,将铜衬套向下压制到铝合金壳底部,停留3?5分钟;4)待铝合金壳体冷却后,并保持4小时,得到壳体组件;5)将步骤4)的壳体组件在温度120~150℃下,保持2小时后,连续冲压多次,直至铜衬套向下再次被压制到铝合金壳体底部,再次冷却,完成压制。本发明提供一种能有效避免“

液压制动单元及用于该液压制动单元的控制方法.pdf
本发明涉及液压制动单元及用于该液压制动单元的控制方法。液压制动单元(120)包括:人工液压供应单元(127),对从蓄液器(134)供应的液压介质加压并产生与制动操作量对应的液压;第一和第二液压系统(161、162),其中人工液压供应单元(127)与第一和第二轮缸(123F、123R)连通;分离阀(160),设在第一液压系统(161)与第二液压系统(162)之间;制动ECU(170),具有分离阀控制单元(110)和液压介质量检测单元(Ilia),当液压介质量检测单元(Ilia)检测到蓄液器(134)中储存的
压制工具和压制工具的制造方法.pdf
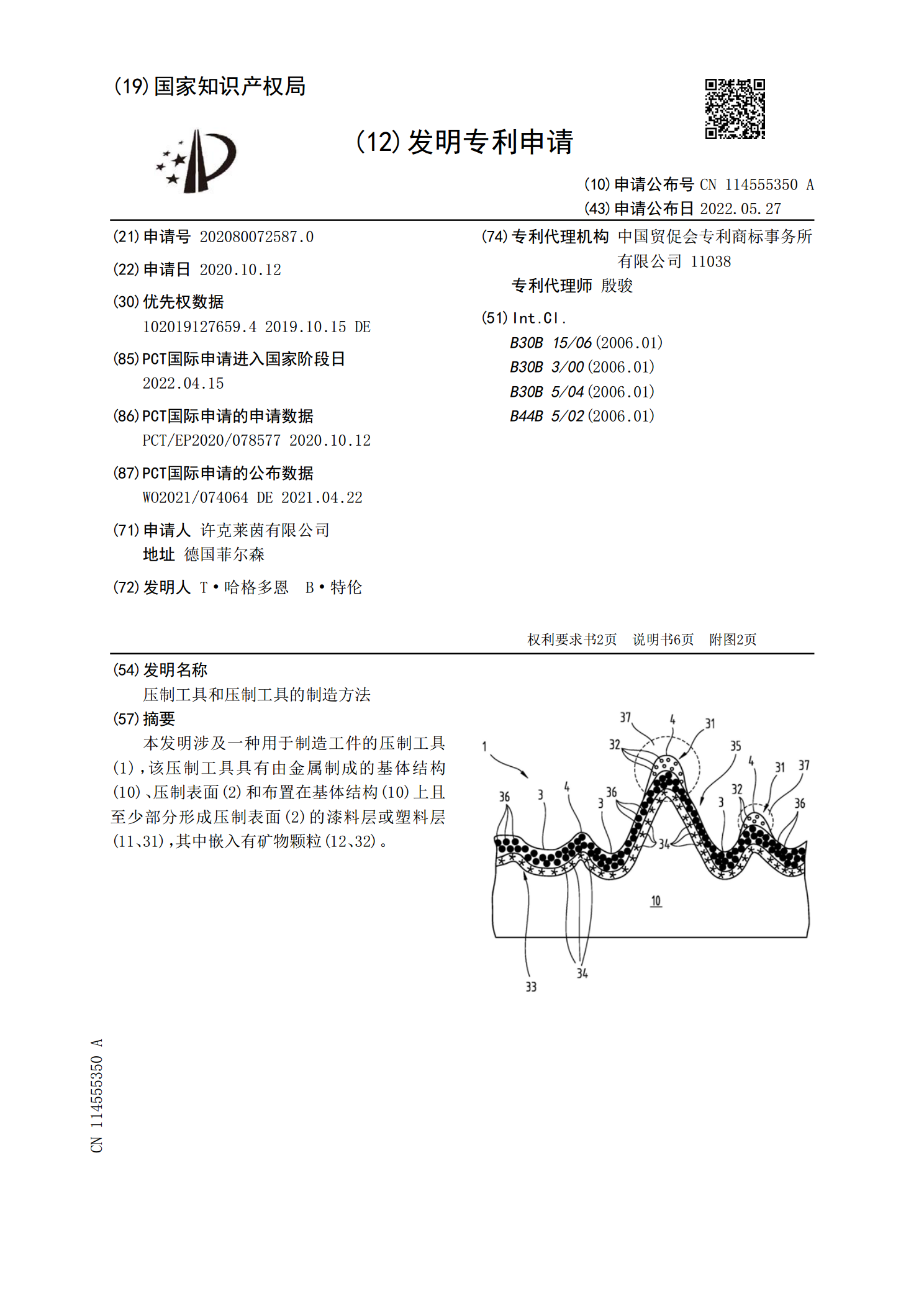
本发明涉及一种用于制造工件的压制工具(1),该压制工具具有由金属制成的基体结构(10)、压制表面(2)和布置在基体结构(10)上且至少部分形成压制表面(2)的漆料层或塑料层(11、31),其中嵌入有矿物颗粒(12、32)。

双向压制液压机.pdf
一种双向压制液压机,包括上、下两只同等吨位的液压缸,内置的上、下位移传感器,以及与上、下油缸和控制系统相连的上、下压力传感器,所述上、下液压缸都与齿轮式同步分流马达相连并受其控制。本发明实现了双向同步压制的作用,产品质量完好,且不会对整个系统产生不良影响,提高了生产效率和产品合格率。