
铜衬套压制方法及压制工装.pdf

一吃****瀚文

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜衬套压制方法及压制工装.pdf
本发明属于零件压制方法技术领域,涉及一种铜衬套压制方法及压制工装,包括:1)将铝合金壳体在温度150~170℃下加热,保温40分钟,备用;2)将铜衬套放入液态氮中冷却至不冒气泡,备用;3)将步骤2)冷却的铜衬套放于步骤1)加热后的铝合金壳体内,将铜衬套向下压制到铝合金壳底部,停留3?5分钟;4)待铝合金壳体冷却后,并保持4小时,得到壳体组件;5)将步骤4)的壳体组件在温度120~150℃下,保持2小时后,连续冲压多次,直至铜衬套向下再次被压制到铝合金壳体底部,再次冷却,完成压制。本发明提供一种能有效避免“
绝缘衬套压制模.pdf
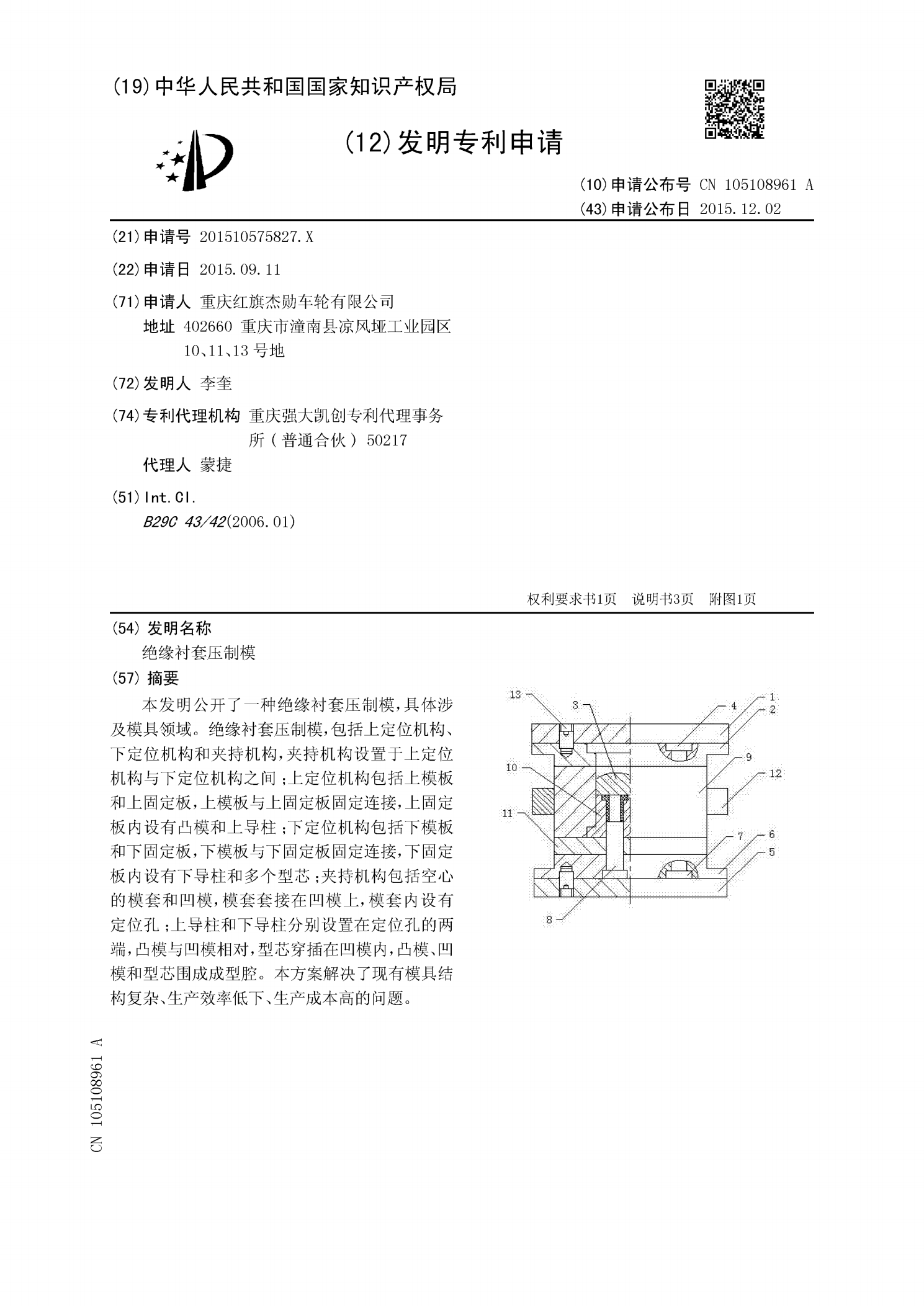
本发明公开了一种绝缘衬套压制模,具体涉及模具领域。绝缘衬套压制模,包括上定位机构、下定位机构和夹持机构,夹持机构设置于上定位机构与下定位机构之间;上定位机构包括上模板和上固定板,上模板与上固定板固定连接,上固定板内设有凸模和上导柱;下定位机构包括下模板和下固定板,下模板与下固定板固定连接,下固定板内设有下导柱和多个型芯;夹持机构包括空心的模套和凹模,模套套接在凹模上,模套内设有定位孔;上导柱和下导柱分别设置在定位孔的两端,凸模与凹模相对,型芯穿插在凹模内,凸模、凹模和型芯围成成型腔。本方案解决了现有模具结
一种端子压制工装.pdf
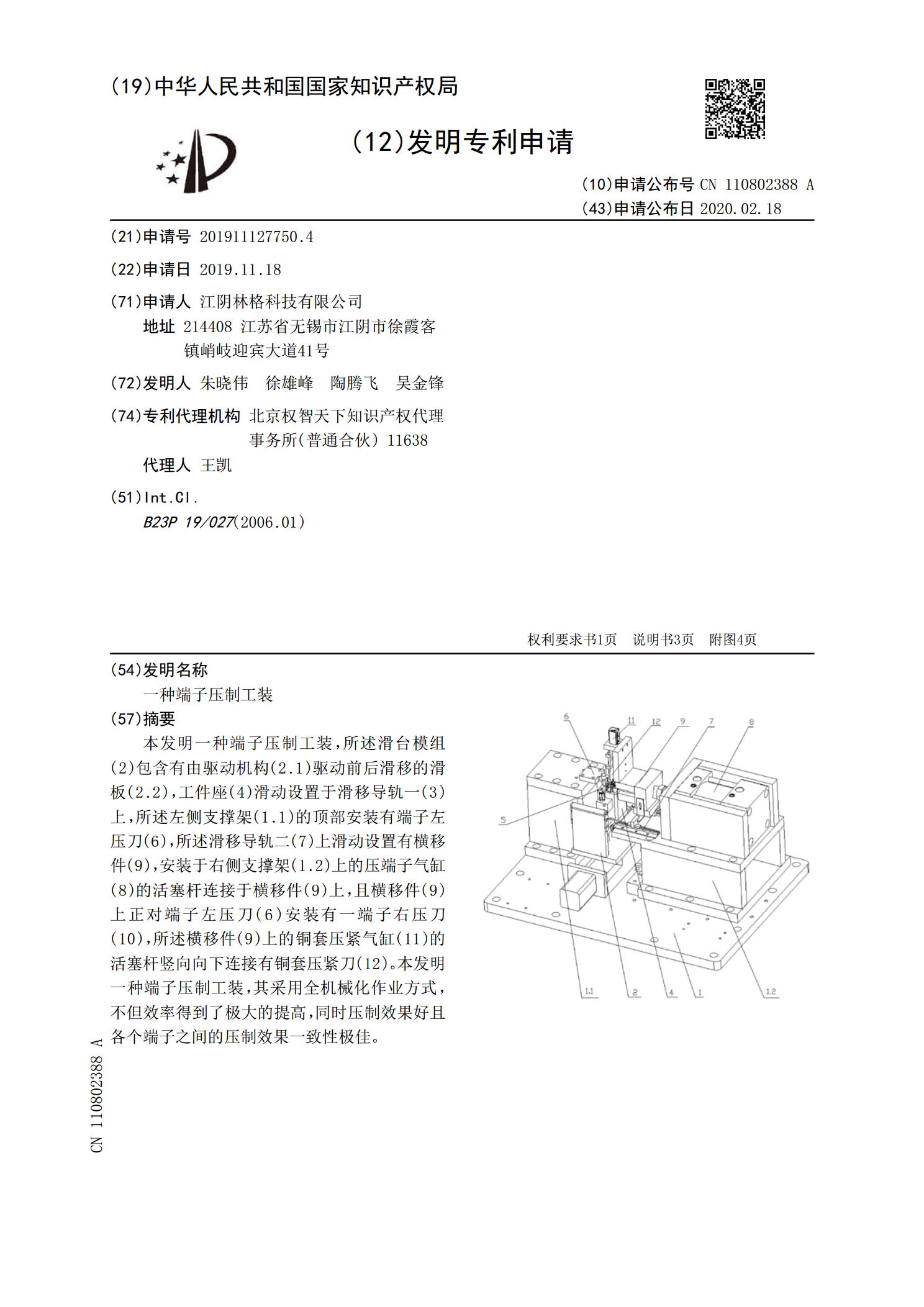
本发明一种端子压制工装,所述滑台模组(2)包含有由驱动机构(2.1)驱动前后滑移的滑板(2.2),工件座(4)滑动设置于滑移导轨一(3)上,所述左侧支撑架(1.1)的顶部安装有端子左压刀(6),所述滑移导轨二(7)上滑动设置有横移件(9),安装于右侧支撑架(1.2)上的压端子气缸(8)的活塞杆连接于横移件(9)上,且横移件(9)上正对端子左压刀(6)安装有一端子右压刀(10),所述横移件(9)上的铜套压紧气缸(11)的活塞杆竖向向下连接有铜套压紧刀(12)。本发明一种端子压制工装,其采用全机械化作业方式,
压制工具和压制工具的制造方法.pdf
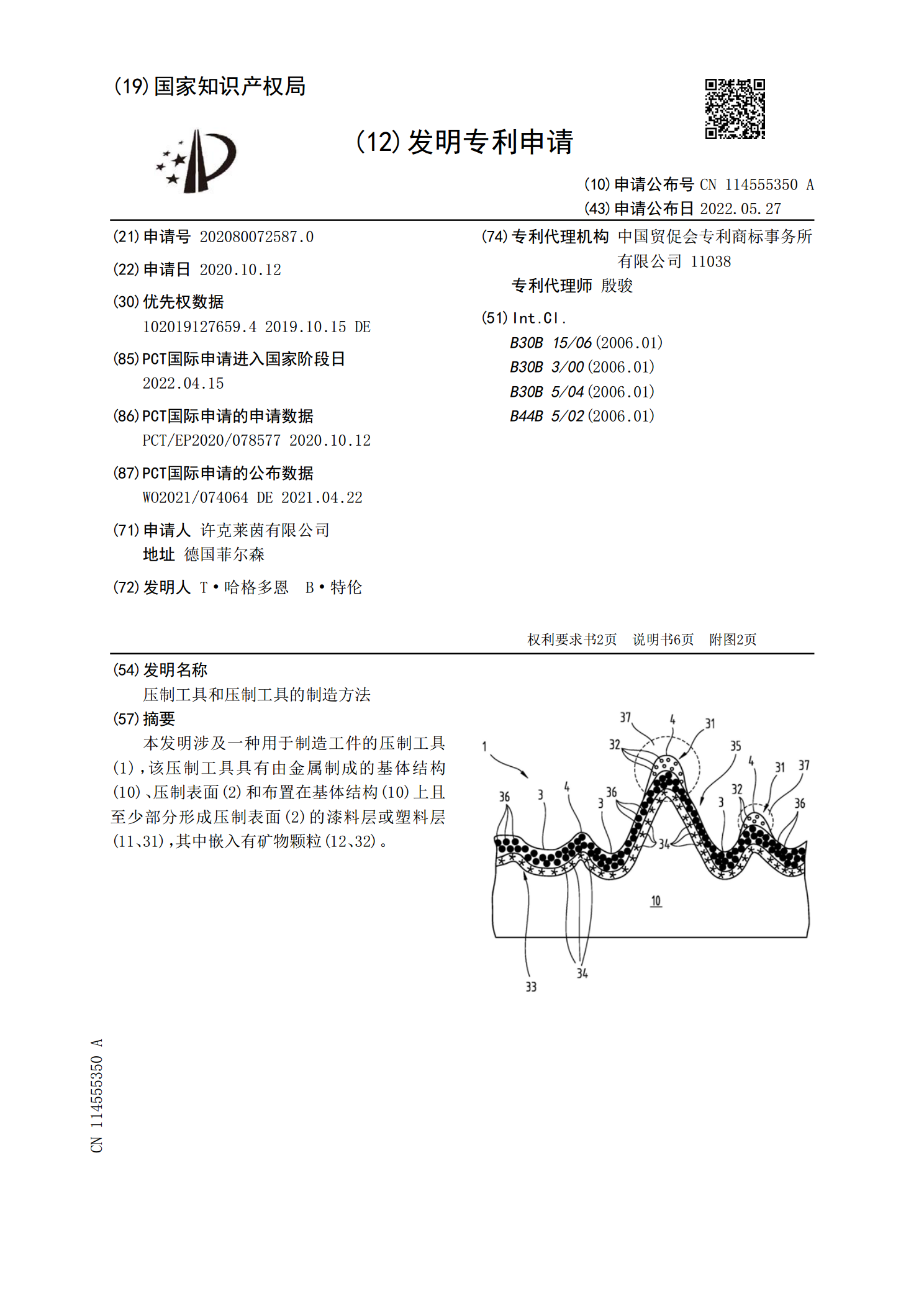
本发明涉及一种用于制造工件的压制工具(1),该压制工具具有由金属制成的基体结构(10)、压制表面(2)和布置在基体结构(10)上且至少部分形成压制表面(2)的漆料层或塑料层(11、31),其中嵌入有矿物颗粒(12、32)。
一种PE管压制工装.pdf
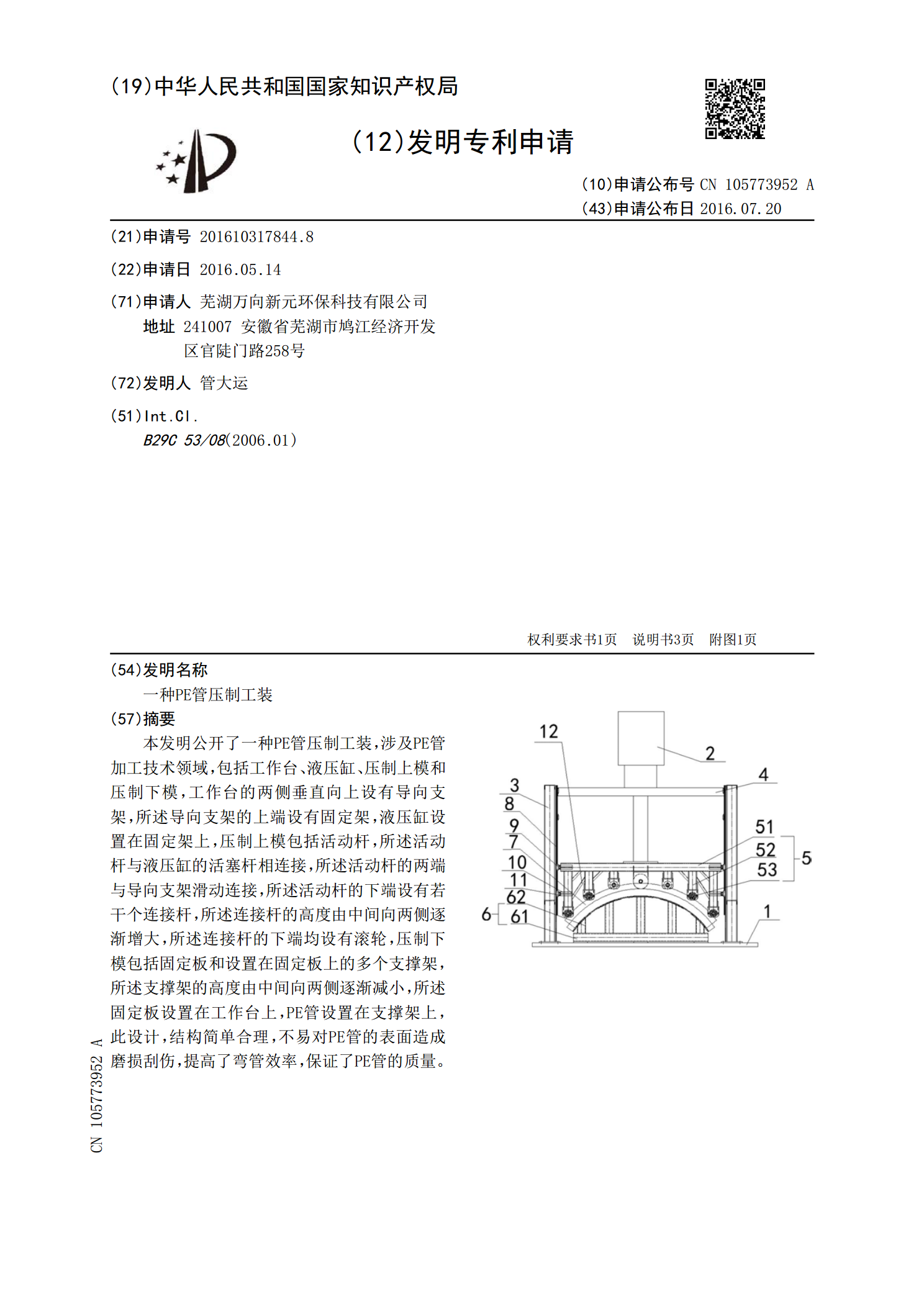
本发明公开了一种PE管压制工装,涉及PE管加工技术领域,包括工作台、液压缸、压制上模和压制下模,工作台的两侧垂直向上设有导向支架,所述导向支架的上端设有固定架,液压缸设置在固定架上,压制上模包括活动杆,所述活动杆与液压缸的活塞杆相连接,所述活动杆的两端与导向支架滑动连接,所述活动杆的下端设有若干个连接杆,所述连接杆的高度由中间向两侧逐渐增大,所述连接杆的下端均设有滚轮,压制下模包括固定板和设置在固定板上的多个支撑架,所述支撑架的高度由中间向两侧逐渐减小,所述固定板设置在工作台上,PE管设置在支撑架上,此设