
一种大直径切割砂轮及其加工方法.pdf

努力****冰心


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大直径切割砂轮及其加工方法.pdf
本发明属于机械加工技术领域,具体涉及一种大型切割砂轮。所述砂轮的中心设有轴孔,所述切割砂轮由如下重量份的组分制备而成:16#锆刚玉30-45重量份、20#锆刚玉30-40重量份、36#锆刚玉10-20重量份、46#锆刚玉5-15重量份、酚醛树脂4-10重量份、新酚树脂2-6重量份、树脂液5-10重量份、硅灰石2-8重量份、重晶石0.5-3重量份、硫精矿粉5-10重量份、水滑石1-5重量份、石墨0.5-2重量份。本发明所述大直径切割砂轮,通过对砂轮制备配方的精心筛选以及材料配比的优化,所生产的大型切割砂轮回

一种大直径超薄树脂切割砂轮及其制备方法.pdf
本发明公开了一种大直径超薄树脂切割砂轮,包括增强层和研磨层,所述增强层为玻璃纤维网格布,所述研磨层由磨料、结合剂、填料、颜料按重量比为90‑130:10‑35:3‑20:0.2‑3的比例组合而成。本发明所述大直径超薄树脂切割砂轮经过混料、成型以及固化步骤制得。大直径超薄树脂切割砂轮的直径为300‑500mm,厚度为1.8±0.3mm,降低了生产成本,切割开口小,切割的材料损耗降低,切割效率高,使用寿命长。
一种切割砂轮内孔加工方法.pdf
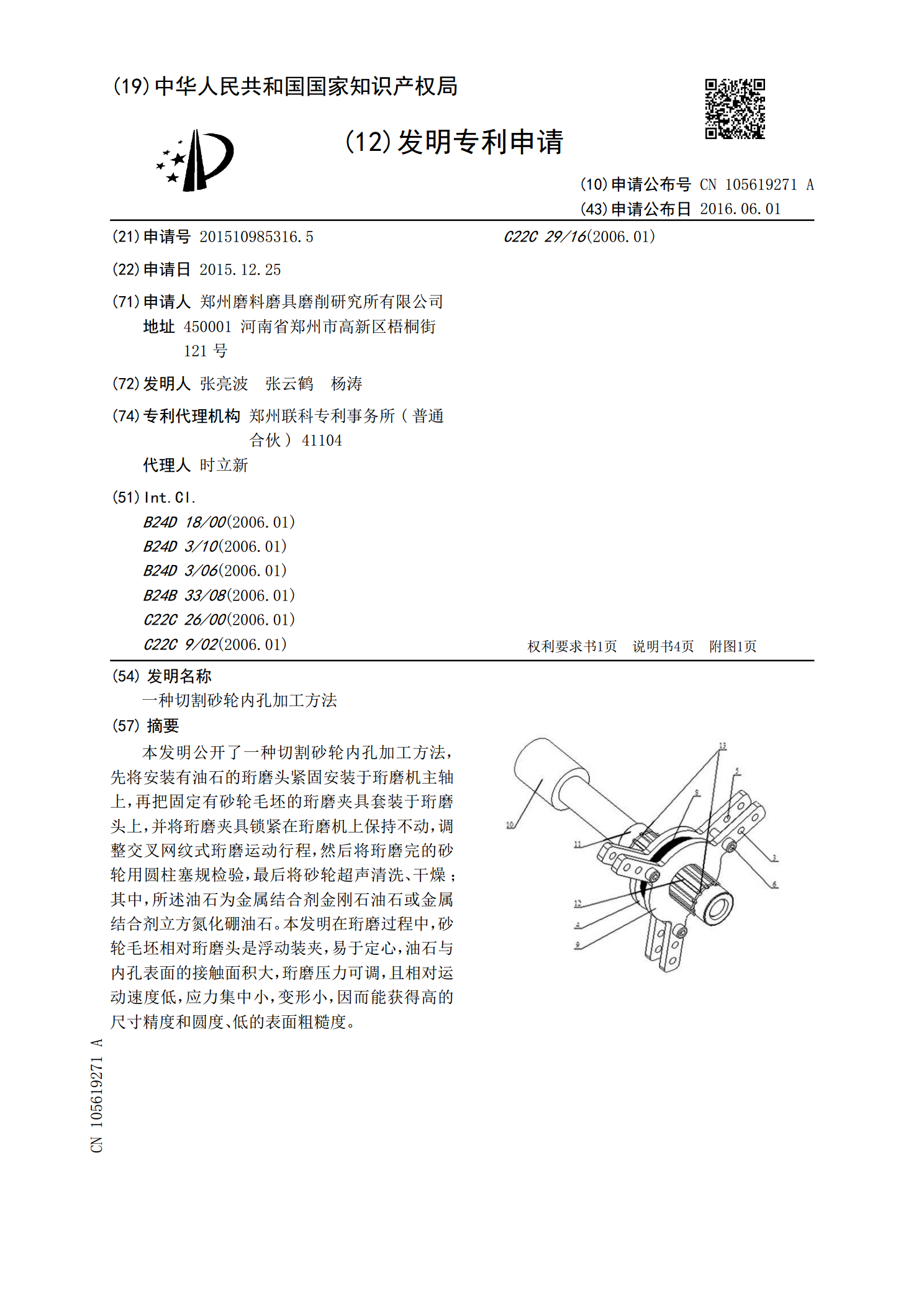
本发明公开了一种切割砂轮内孔加工方法,先将安装有油石的珩磨头紧固安装于珩磨机主轴上,再把固定有砂轮毛坯的珩磨夹具套装于珩磨头上,并将珩磨夹具锁紧在珩磨机上保持不动,调整交叉网纹式珩磨运动行程,然后将珩磨完的砂轮用圆柱塞规检验,最后将砂轮超声清洗、干燥;其中,所述油石为金属结合剂金刚石油石或金属结合剂立方氮化硼油石。本发明在珩磨过程中,砂轮毛坯相对珩磨头是浮动装夹,易于定心,油石与内孔表面的接触面积大,珩磨压力可调,且相对运动速度低,应力集中小,变形小,因而能获得高的尺寸精度和圆度、低的表面粗糙度。

纤维增强树脂耐热高速切割砂轮及其加工方法.pdf
本发明属于砂轮领域,具体涉及一种大直径、薄片结构的纤维增强树脂耐热高速切割砂轮及其加工方法。本发明将砂轮分为中心增强部分和切割使用部分,两部分采用不同的配方,中心增强部分的配方具有强度高、与玻璃纤维增强网粘结性好的优点,由于中心增强部分不用锆刚玉及其他价格相对较高的材料,从而节省了成本。切割使用部分通过加入硫化铁粉、冰晶石粉和二氧化钛细粉,以及优化各自的配比,增强了切割使用部分的耐热性和耐磨性,提高了切割比。本发明所述砂轮具有耐热性能好、耐磨性能好,切割比高,成本低的优点。

一种树脂切割砂轮及其制备方法.pdf
本发明提供一种树脂切割砂轮及其制备方法,属于磨具领域。它解决了现有的棕刚玉树脂砂轮成本低但切割性能不好的问题。本发明的树脂切割砂轮,包括磨削体和置于所述磨削体内部、以增强所述磨削体回转强度的加强片,所述磨削体的原料种类及其重量配比为:棕刚玉62~70%、黑碳化硅4~10%、酚醛树脂18~20%、其余为填料。本发明还提供上述树脂切割砂轮的制备方法。本发明通过增加特定比例的黑碳化硅来实现不增加成本的前提下提高砂轮的切割性能。