
旋压轮毂用Al-Mg-Si系铝合金材料及制备旋压轮毂的方法.pdf

安双****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

旋压轮毂用Al-Mg-Si系铝合金材料及制备旋压轮毂的方法.pdf
本发明涉及轮毂的技术领域,特别涉及一种旋压轮毂用Al-Mg-Si系铝合金材料及用该铝合金材料制备旋压轮毂的方法。本发明的旋压轮毂用Al-Mg-Si系铝合金材料,包括Mg?2.00~5.80wt%,Si?0.25~0.50wt%,Mn?0.35~0.60wt%,Fe?0.35~0.5wt%,Cu≤0.07wt%,Cr?0.25~0.35wt%,Zn?0.16~0.25wt%,Ti?0.12~0.20wt%,和余量的Al及不可避免的杂质。本发明的Al-Mg-Si系铝合金材料为不可热处理强化铝合金,所制得的铝合
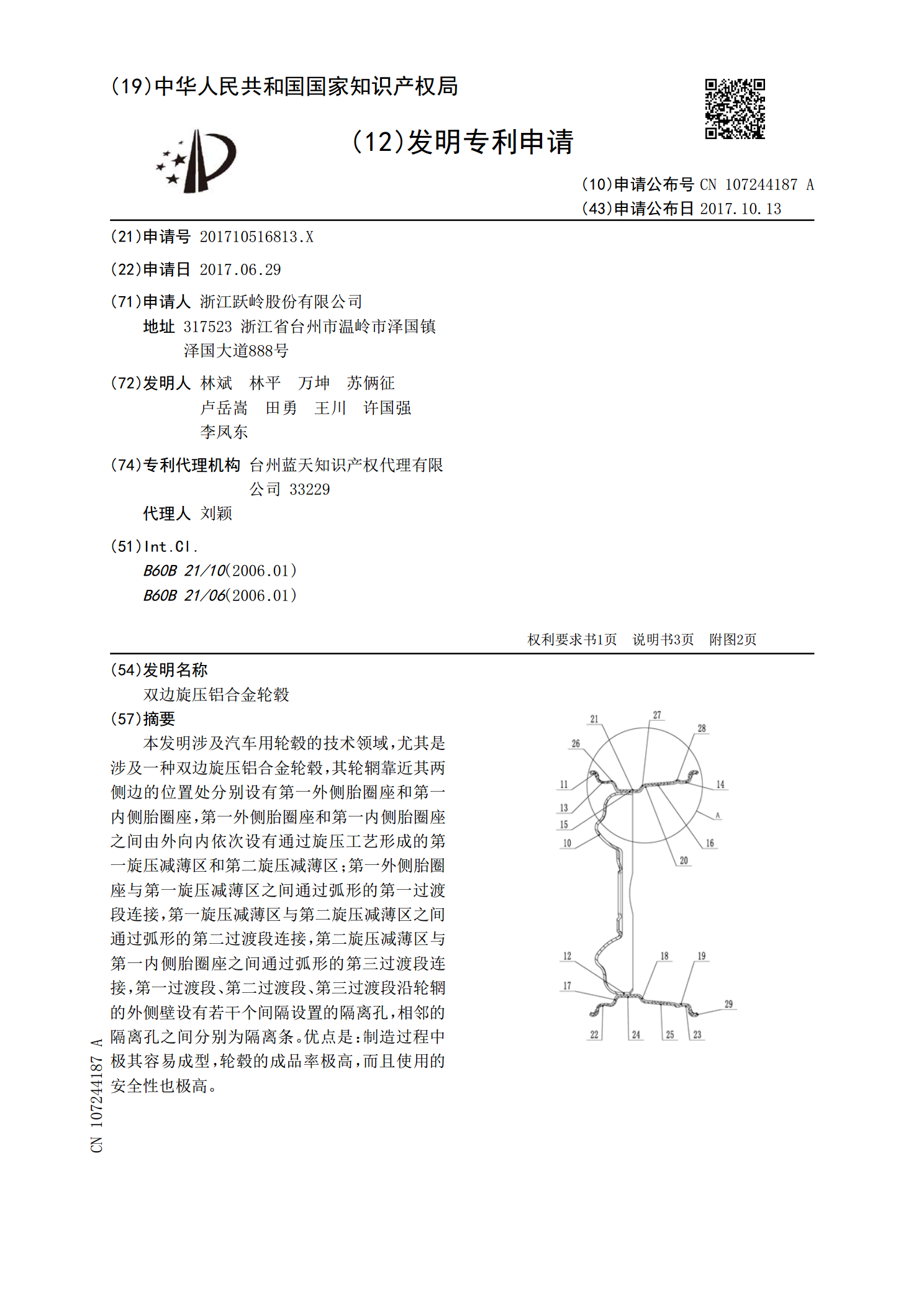
双边旋压铝合金轮毂.pdf
本发明涉及汽车用轮毂的技术领域,尤其是涉及一种双边旋压铝合金轮毂,其轮辋靠近其两侧边的位置处分别设有第一外侧胎圈座和第一内侧胎圈座,第一外侧胎圈座和第一内侧胎圈座之间由外向内依次设有通过旋压工艺形成的第一旋压减薄区和第二旋压减薄区;第一外侧胎圈座与第一旋压减薄区之间通过弧形的第一过渡段连接,第一旋压减薄区与第二旋压减薄区之间通过弧形的第二过渡段连接,第二旋压减薄区与第一内侧胎圈座之间通过弧形的第三过渡段连接,第一过渡段、第二过渡段、第三过渡段沿轮辋的外侧壁设有若干个间隔设置的隔离孔,相邻的隔离孔之间分别为

铝合金轮毂锻旋压制备方法及其所用旋压模具.pdf
本发明公开了铝合金轮毂锻旋压制备方法,包括以下步骤:备料、清洗、加热胚料并保温、镦粗、旋压模具预热、旋压。其中,旋压前,在旋压模具外腔表面刷上水剂脱模剂。优化后,该铝合金轮毂锻旋压制备方法包括有锻胚加热保温步骤;水剂脱模剂为38号汽缸油或24号气缸油。本发明和现有技术相比所具有的优点是:产品质量好,制备成本低。本发明还公开了该铝合金轮毂锻旋压制备方法所用的旋压模具。
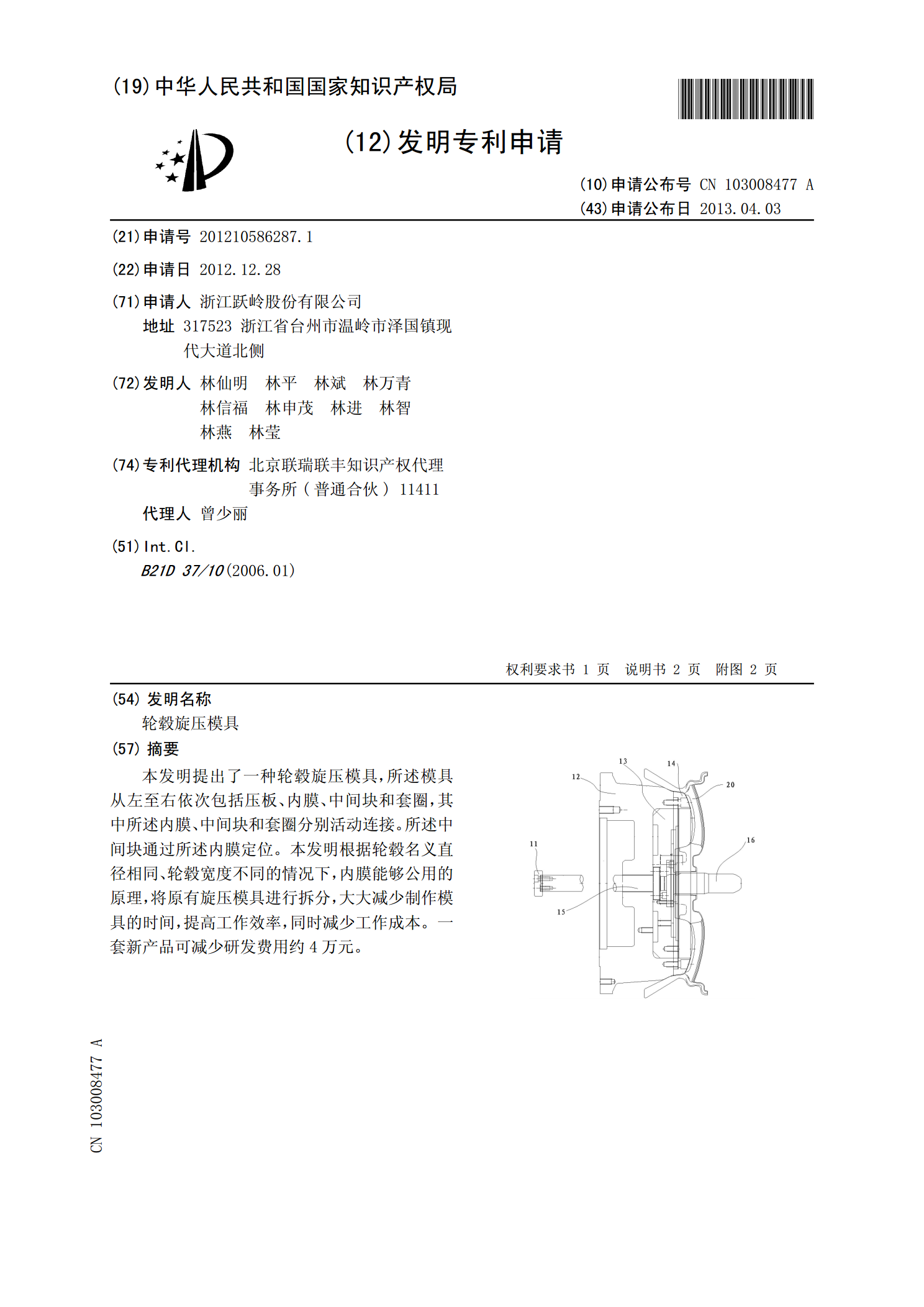
轮毂旋压模具.pdf
本发明提出了一种轮毂旋压模具,所述模具从左至右依次包括压板、内膜、中间块和套圈,其中所述内膜、中间块和套圈分别活动连接。所述中间块通过所述内膜定位。本发明根据轮毂名义直径相同、轮毂宽度不同的情况下,内膜能够公用的原理,将原有旋压模具进行拆分,大大减少制作模具的时间,提高工作效率,同时减少工作成本。一套新产品可减少研发费用约4万元。
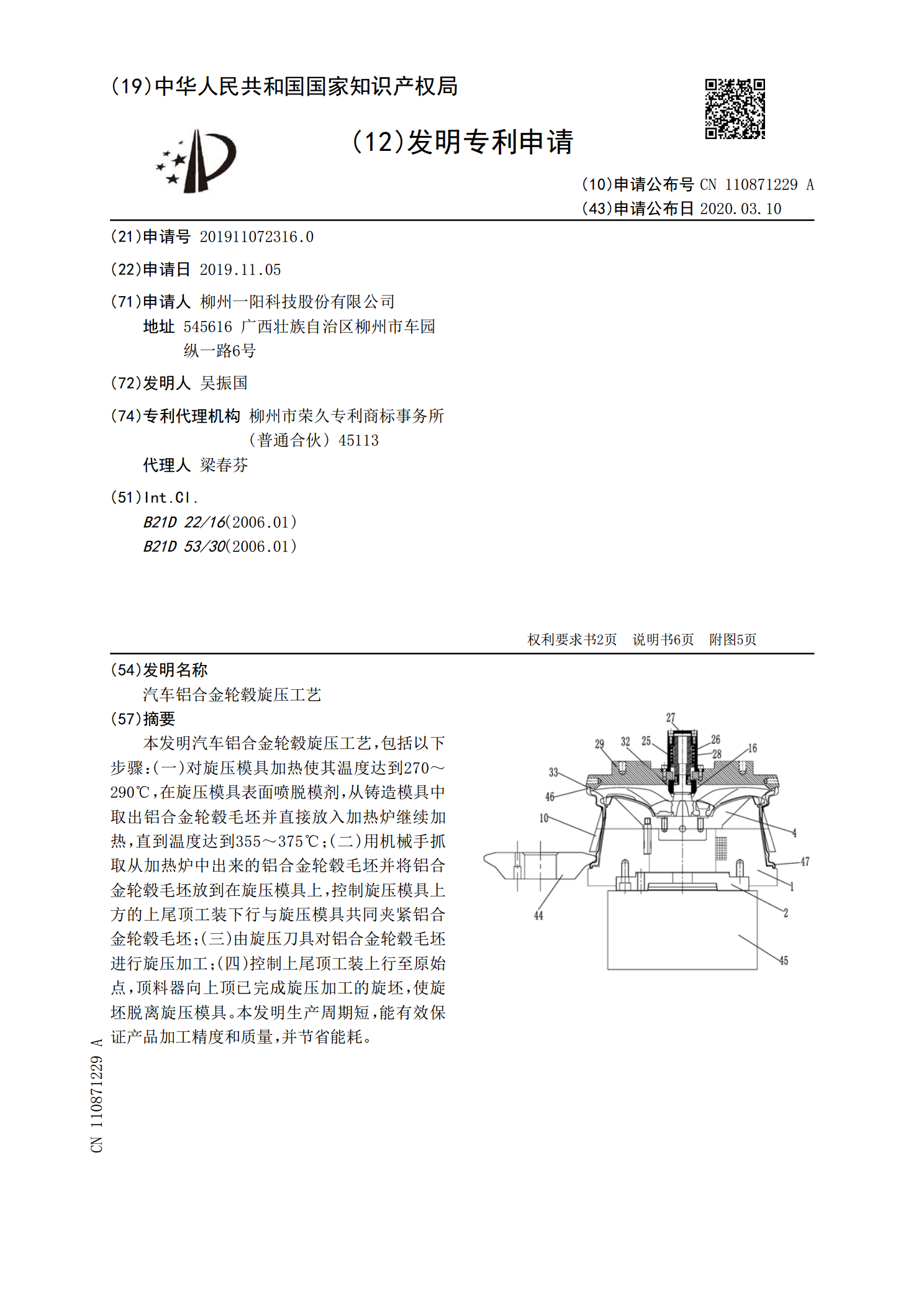
汽车铝合金轮毂旋压工艺.pdf
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有