
大尺寸内孔超精加工工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大尺寸内孔超精加工工艺.docx
大尺寸内孔超精加工工艺大尺寸内孔超精加工工艺摘要:内孔是工业生产中常见的加工对象,其精度和质量直接影响到机械装配的精度和性能。传统的内孔加工方法往往存在着加工难度大、精度低、工期长等问题。为了解决这些问题,研究人员提出了大尺寸内孔超精加工工艺。本文将介绍大尺寸内孔超精加工的原理、方法和应用,并对其进行评价和展望。关键词:内孔;超精加工;大尺寸;加工精度1引言内孔是工业生产中常见的加工对象,广泛应用于汽车、航空航天、船舶、电子、仪器仪表等领域。然而,由于内孔的特殊形状和工艺要求,其加工难度大、精度低、工期长

一种内孔超精加工装置及系统.pdf
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括筒体和两个结构相同的砂轮组件,筒体的外侧壁上设有与深孔镗床上的镗杆一端的镗头相连接的连接部,筒体为环形,两个砂轮组件均设置在筒体内,且两个砂轮组件分别位于筒体的两端;砂轮组件包括壳体、砂轮轴和砂轮,壳体的直径与筒体的内径相匹配,壳体通过连接件与筒体连接,砂轮轴固定在壳体上,且砂轮轴沿垂直于筒体的轴线方向设置,砂轮套设在砂轮轴上。在对工件内孔进行加工时,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗杆一端的镗头连接即可,
一种内孔超精加工装置及系统.pdf
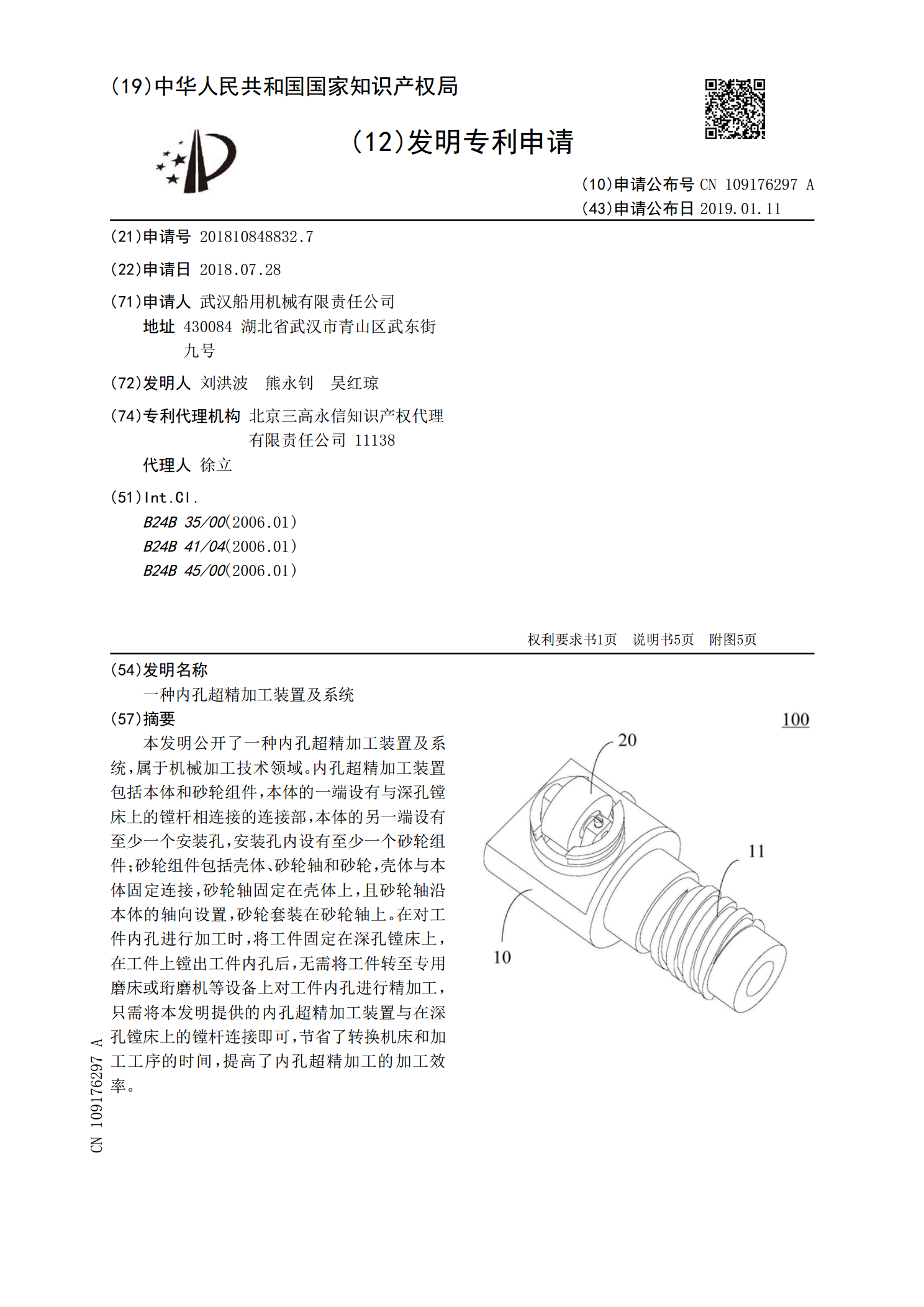
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括本体和砂轮组件,本体的一端设有与深孔镗床上的镗杆相连接的连接部,本体的另一端设有至少一个安装孔,安装孔内设有至少一个砂轮组件;砂轮组件包括壳体、砂轮轴和砂轮,壳体与本体固定连接,砂轮轴固定在壳体上,且砂轮轴沿本体的轴向设置,砂轮套装在砂轮轴上。在对工件内孔进行加工时,将工件固定在深孔镗床上,在工件上镗出工件内孔后,无需将工件转至专用磨床或珩磨机等设备上对工件内孔进行精加工,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗

套筒类零件内孔精加工工艺分析.docx
套筒类零件内孔精加工工艺分析随着机械加工技术的不断提高和发展,越来越多的工件需要精密加工来满足生产要求。套筒类零件是机械加工中常见的一种,具有广泛的应用领域。然而,套筒类零件的内孔精加工是一项技术复杂、难度较高的工作,需要较高的技术要求。本文将从加工方法、加工工艺、表面质量等方面对套筒类零件内孔精加工进行分析。一、加工方法常见的套筒类零件内孔加工方法有钻孔法、铰孔法、镗削法等。1.钻孔法钻孔法是一种常用的加工套筒类零件内孔的方法,其特点是用钻孔刀具按照所需孔径和深度直接钻孔加工。钻孔法的加工过程简单,成本
一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺.pdf
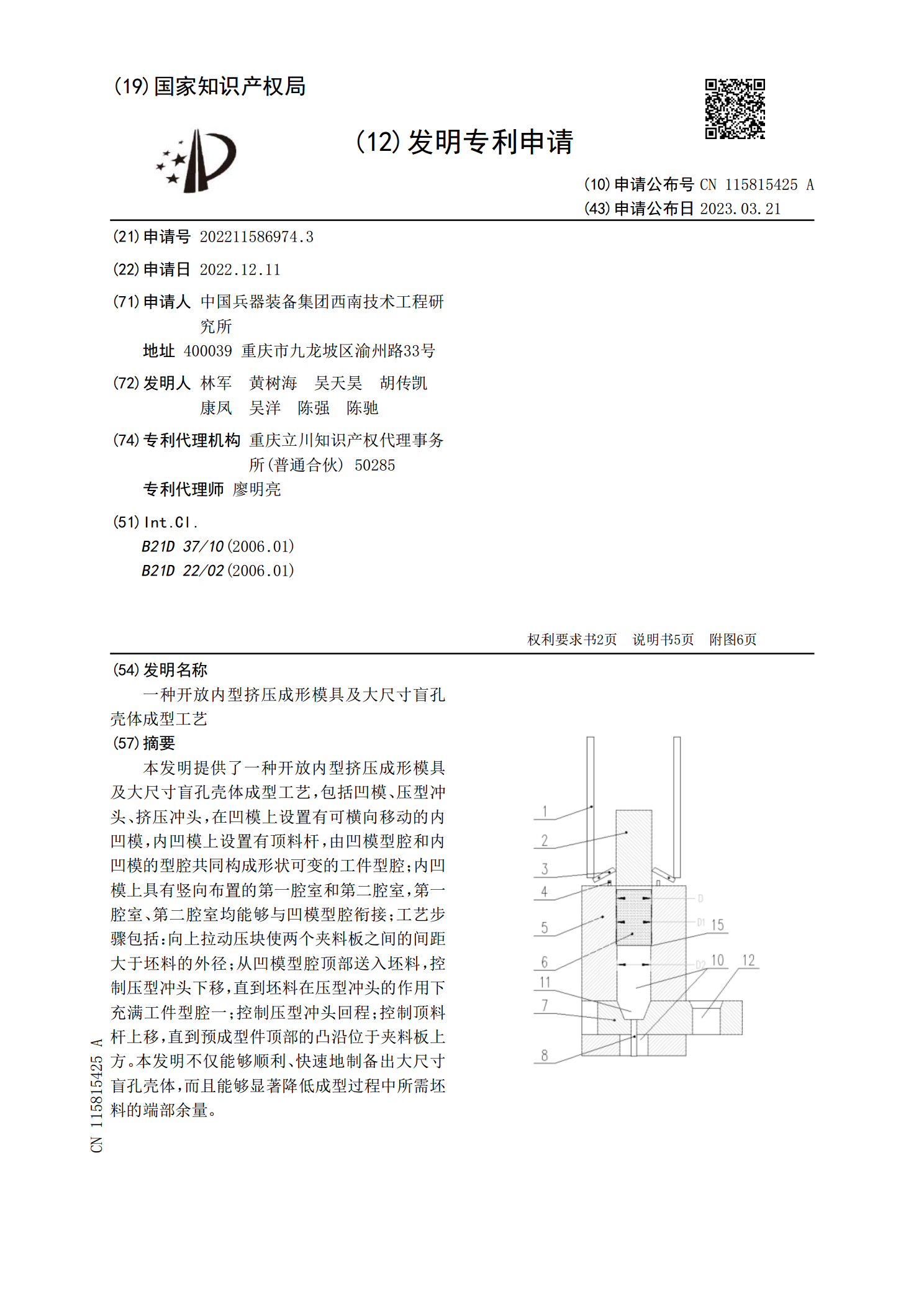
本发明提供了一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺,包括凹模、压型冲头、挤压冲头,在凹模上设置有可横向移动的内凹模,内凹模上设置有顶料杆,由凹模型腔和内凹模的型腔共同构成形状可变的工件型腔;内凹模上具有竖向布置的第一腔室和第二腔室,第一腔室、第二腔室均能够与凹模型腔衔接;工艺步骤包括:向上拉动压块使两个夹料板之间的间距大于坯料的外径;从凹模型腔顶部送入坯料,控制压型冲头下移,直到坯料在压型冲头的作用下充满工件型腔一;控制压型冲头回程;控制顶料杆上移,直到预成型件顶部的凸沿位于夹料板上方。本发明不