
一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺.pdf

努力****采萍

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺.pdf
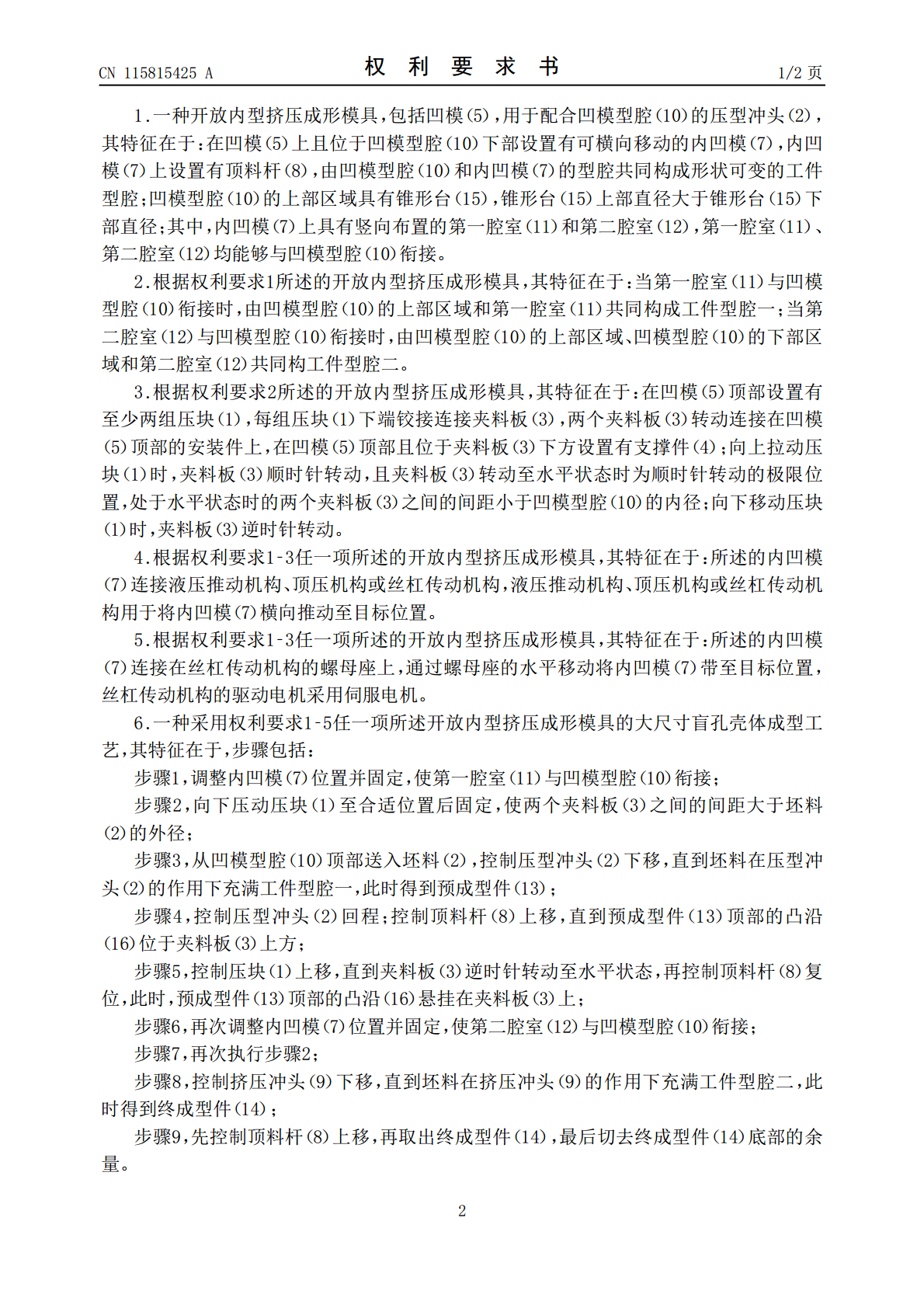
本发明提供了一种开放内型挤压成形模具及大尺寸盲孔壳体成型工艺,包括凹模、压型冲头、挤压冲头,在凹模上设置有可横向移动的内凹模,内凹模上设置有顶料杆,由凹模型腔和内凹模的型腔共同构成形状可变的工件型腔;内凹模上具有竖向布置的第一腔室和第二腔室,第一腔室、第二腔室均能够与凹模型腔衔接;工艺步骤包括:向上拉动压块使两个夹料板之间的间距大于坯料的外径;从凹模型腔顶部送入坯料,控制压型冲头下移,直到坯料在压型冲头的作用下充满工件型腔一;控制压型冲头回程;控制顶料杆上移,直到预成型件顶部的凸沿位于夹料板上方。本发明不

双孔壳体正反挤压成形工艺.docx
双孔壳体正反挤压成形工艺双孔壳体正反挤压成形工艺摘要:本文介绍了双孔壳体正反挤压成形工艺的原理、工艺步骤和影响因素。通过对双孔壳体挤压成形过程的研究,优化了压力、温度、速度等参数,提高了成形精度和质量,为企业生产提供了可靠的技术支持。关键词:双孔壳体;正反挤压成形;压力;温度;速度一、引言双孔壳体是一种特殊的零部件,广泛应用于汽车、机械、航空航天等领域。其制造工艺对产品质量和成本都有着不可忽视的影响。传统的冲压加工难以满足复杂形状高精度的要求,而挤压成形技术由于具有成形精度高、生产效率高、节能环保等优点,

大尺寸内齿轮冷挤压成形工艺研究.docx
大尺寸内齿轮冷挤压成形工艺研究摘要本文主要研究了大尺寸内齿轮冷挤压成形工艺,介绍了冷挤压成形的基本概念以及其在内齿轮制造中的应用。通过对成形工艺参数的优化和设计,成功地实现了内齿轮的冷挤压成形,且相比于传统的制造方法,成形后的内齿轮具有更高的强度和更好的表面光洁度。关键词:冷挤压成形;内齿轮;工艺参数;优化设计;强度;表面光洁度引言内齿轮作为机械传动装置中的重要组成部分,具有扭矩传递平稳、传动效率高等特点,因此在工业领域中得到广泛应用。传统的内齿轮制造方法包括铸造和加工,但这些方法存在着工艺复杂、成本高、

大尺寸内齿轮冷挤压成形工艺研究.docx
大尺寸内齿轮冷挤压成形工艺研究标题:大尺寸内齿轮冷挤压成形工艺研究摘要:随着工业的发展,对于大尺寸内齿轮的需求逐渐增加。传统的制造工艺难以满足大尺寸内齿轮的要求,冷挤压成形作为一种先进的制造工艺,被广泛应用于大尺寸内齿轮的生产中。本论文主要研究了大尺寸内齿轮冷挤压成形工艺,包括冷挤压成形原理、工艺参数的优化以及与传统制造工艺的对比分析等。通过实验验证,证明了冷挤压成形工艺在大尺寸内齿轮制造方面的优势。关键词:大尺寸内齿轮;冷挤压成形;工艺参数;优化;传统制造工艺1.引言大尺寸内齿轮在各种机械设备中起到了重
深锥形壳体温挤压成形工艺与模具.pdf
第2卷�第5期��������精密成形工程��2010年9月JOURNALOFNETSHAPEFORMINGENGINEERING�57深锥形壳体温挤压成形工艺与模具王长林1,陈俊之1,赵志翔2,万宝文1,刘汉雄1(1.西安东方集团有限公司,西安710043;2.中国兵器工业第五九研究所,重庆400039)摘要:针对某铝合金深锥形壳体的温挤压成形过程,用有限元数值模拟软件进行了模拟,分析了成形工艺及模具设计。提出了消除产品壁厚差较大、孔口高低不平现象的措施。关键词:铝合金;深锥形壳体;温挤压成形;有限元;