
液力变矩器叶轮组芯铸造工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

液力变矩器叶轮组芯铸造工艺.docx
液力变矩器叶轮组芯铸造工艺液力变矩器是一种机械传动装置,通过液体在转子和叶盘之间的相互作用,实现扭矩的传递和调节。叶轮组是液力变矩器的核心部件之一,其质量和结构对变矩器的性能有着重要影响。本文将围绕液力变矩器叶轮组芯的铸造工艺展开讨论,包括铸造工艺的基本原理和工艺流程、芯型设计、铸造材料选择以及质量控制等方面。一、铸造工艺的基本原理和工艺流程液力变矩器叶轮组芯的铸造工艺是利用砂型铸造的方法,通过定型材料在砂型中形成叶轮组芯的内部结构。其基本原理是通过将液态金属注入到砂型中,并经过凝固和冷却过程,使金属凝固

液力元件叶轮的石膏型芯铸造工艺.docx
液力元件叶轮的石膏型芯铸造工艺液力元件叶轮是液力传动设备中的关键组成部分,其质量和性能直接影响整个液力传动的性能。石膏型芯铸造工艺是一种常用的叶轮生产工艺,本文将对石膏型芯铸造工艺进行详细的介绍和分析。一、石膏型芯铸造工艺的基本原理和工艺流程石膏型芯铸造工艺是一种在铸造过程中利用石膏芯来形成叶轮空腔的工艺。其基本原理是根据叶轮的形状和尺寸设计成石膏芯,然后将石膏芯放入铸型中,再进行铸造,最后将石膏芯从叶轮中取出,形成叶轮空腔。具体的工艺流程如下:首先,根据叶轮的结构和尺寸要求,设计石膏芯的形状和尺寸,通常

液力偶合器叶轮的砂型铸造工艺.docx
液力偶合器叶轮的砂型铸造工艺液力偶合器叶轮的砂型铸造工艺引言液力偶合器是一种常见的动力传递装置,具有传递大扭矩、缓冲振动、起动顺畅等优点,广泛应用于工程机械、汽车等领域。叶轮作为液力偶合器的核心部件之一,其质量和工艺对液力偶合器的性能至关重要。本文将从叶轮的设计要求出发,详细介绍液力偶合器叶轮的砂型铸造工艺。一、叶轮的设计要求1.强度和刚度要求:叶轮在工作过程中承受较大的拉力、扭矩和冲击荷载,必须具备足够的强度和刚度,以确保其正常工作和长久使用。2.平衡要求:叶轮在高速旋转时,必须保持平衡,避免振动和噪音
一种叶轮及其制造工艺和一种液力变矩器.pdf
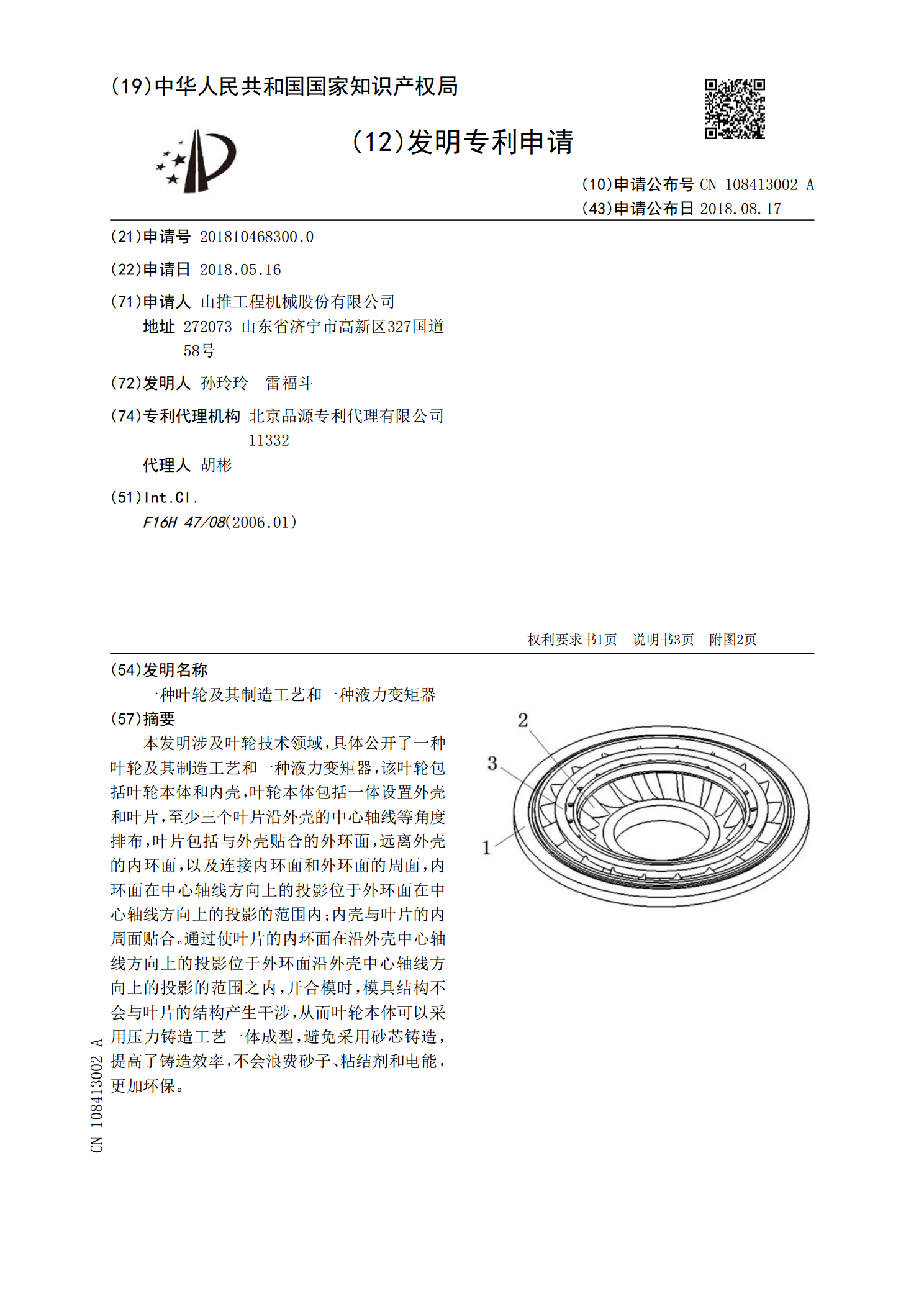
本发明涉及叶轮技术领域,具体公开了一种叶轮及其制造工艺和一种液力变矩器,该叶轮包括叶轮本体和内壳,叶轮本体包括一体设置外壳和叶片,至少三个叶片沿外壳的中心轴线等角度排布,叶片包括与外壳贴合的外环面,远离外壳的内环面,以及连接内环面和外环面的周面,内环面在中心轴线方向上的投影位于外环面在中心轴线方向上的投影的范围内;内壳与叶片的内周面贴合。通过使叶片的内环面在沿外壳中心轴线方向上的投影位于外环面沿外壳中心轴线方向上的投影的范围之内,开合模时,模具结构不会与叶片的结构产生干涉,从而叶轮本体可以采用压力铸造工艺
液力变矩器涡轮叶片芯圈点焊装置.pdf
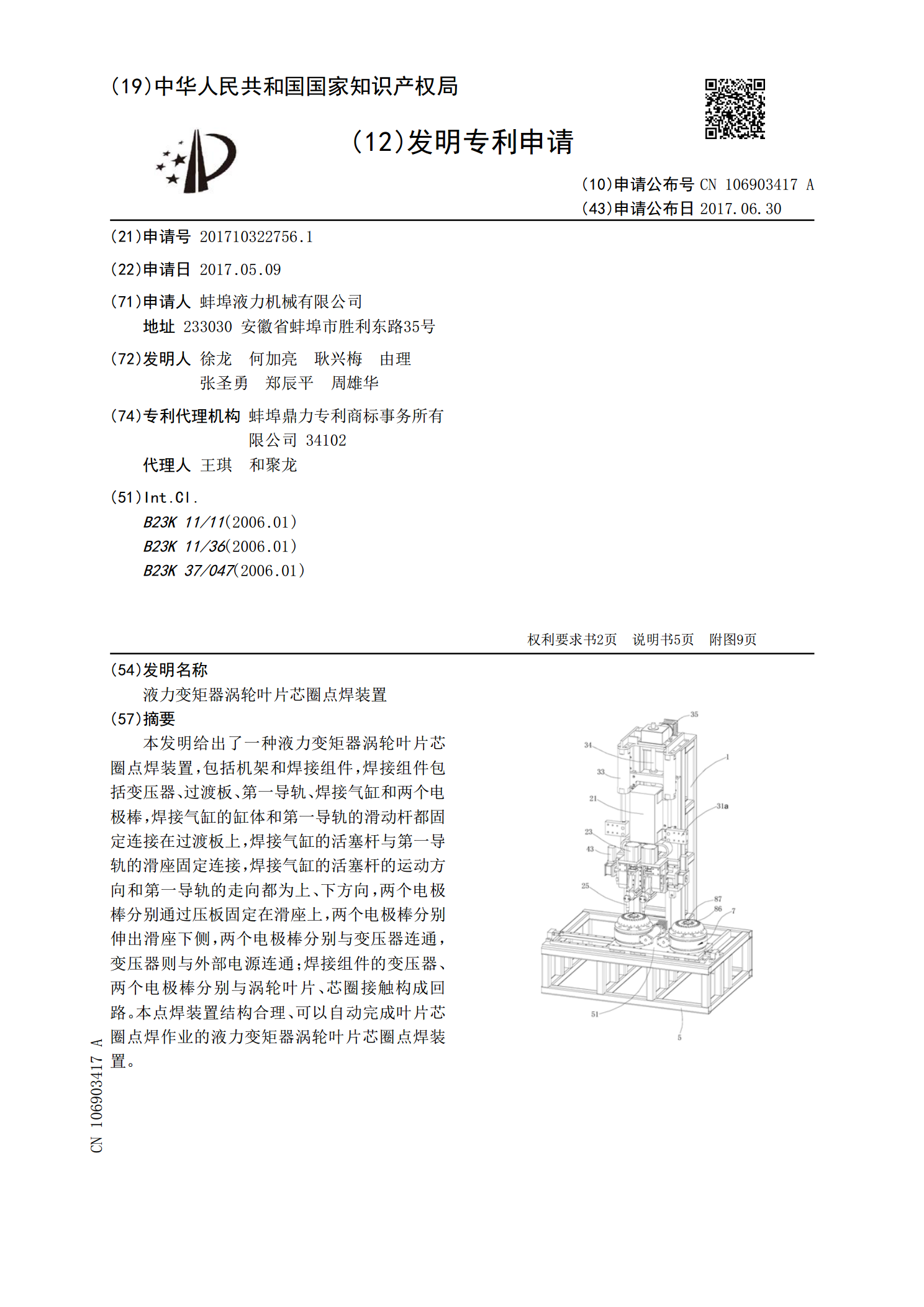
本发明给出了一种液力变矩器涡轮叶片芯圈点焊装置,包括机架和焊接组件,焊接组件包括变压器、过渡板、第一导轨、焊接气缸和两个电极棒,焊接气缸的缸体和第一导轨的滑动杆都固定连接在过渡板上,焊接气缸的活塞杆与第一导轨的滑座固定连接,焊接气缸的活塞杆的运动方向和第一导轨的走向都为上、下方向,两个电极棒分别通过压板固定在滑座上,两个电极棒分别伸出滑座下侧,两个电极棒分别与变压器连通,变压器则与外部电源连通;焊接组件的变压器、两个电极棒分别与涡轮叶片、芯圈接触构成回路。本点焊装置结构合理、可以自动完成叶片芯圈点焊作业的