
液力元件叶轮的石膏型芯铸造工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

液力元件叶轮的石膏型芯铸造工艺.docx
液力元件叶轮的石膏型芯铸造工艺液力元件叶轮是液力传动设备中的关键组成部分,其质量和性能直接影响整个液力传动的性能。石膏型芯铸造工艺是一种常用的叶轮生产工艺,本文将对石膏型芯铸造工艺进行详细的介绍和分析。一、石膏型芯铸造工艺的基本原理和工艺流程石膏型芯铸造工艺是一种在铸造过程中利用石膏芯来形成叶轮空腔的工艺。其基本原理是根据叶轮的形状和尺寸设计成石膏芯,然后将石膏芯放入铸型中,再进行铸造,最后将石膏芯从叶轮中取出,形成叶轮空腔。具体的工艺流程如下:首先,根据叶轮的结构和尺寸要求,设计石膏芯的形状和尺寸,通常

液力变矩器叶轮组芯铸造工艺.docx
液力变矩器叶轮组芯铸造工艺液力变矩器是一种机械传动装置,通过液体在转子和叶盘之间的相互作用,实现扭矩的传递和调节。叶轮组是液力变矩器的核心部件之一,其质量和结构对变矩器的性能有着重要影响。本文将围绕液力变矩器叶轮组芯的铸造工艺展开讨论,包括铸造工艺的基本原理和工艺流程、芯型设计、铸造材料选择以及质量控制等方面。一、铸造工艺的基本原理和工艺流程液力变矩器叶轮组芯的铸造工艺是利用砂型铸造的方法,通过定型材料在砂型中形成叶轮组芯的内部结构。其基本原理是通过将液态金属注入到砂型中,并经过凝固和冷却过程,使金属凝固

铸造工艺总汇-石膏型铸造与设计.pdf
取出母模(不可敲动)起模后应立即进行点火喷烧否则易产生裂纹。(五)喷烧起模后应立刻点火并吹压缩空气进行喷烧而使陶瓷型的表面有一定的强度和硬度。(六)焙烧焙烧的目的是使陶瓷型内残存的乙醇、水分和少量的有机物烧去并使陶瓷层的强度增加。全部由陶瓷浆料灌制的陶瓷型焙烧温度可高达800oC焙烧时间2~3h出炉温度应在2500C以下以防止产生裂纹。带有水玻璃套的陶瓷型焙烧温度(烘干)在

液力偶合器叶轮的砂型铸造工艺.docx
液力偶合器叶轮的砂型铸造工艺液力偶合器叶轮的砂型铸造工艺引言液力偶合器是一种常见的动力传递装置,具有传递大扭矩、缓冲振动、起动顺畅等优点,广泛应用于工程机械、汽车等领域。叶轮作为液力偶合器的核心部件之一,其质量和工艺对液力偶合器的性能至关重要。本文将从叶轮的设计要求出发,详细介绍液力偶合器叶轮的砂型铸造工艺。一、叶轮的设计要求1.强度和刚度要求:叶轮在工作过程中承受较大的拉力、扭矩和冲击荷载,必须具备足够的强度和刚度,以确保其正常工作和长久使用。2.平衡要求:叶轮在高速旋转时,必须保持平衡,避免振动和噪音
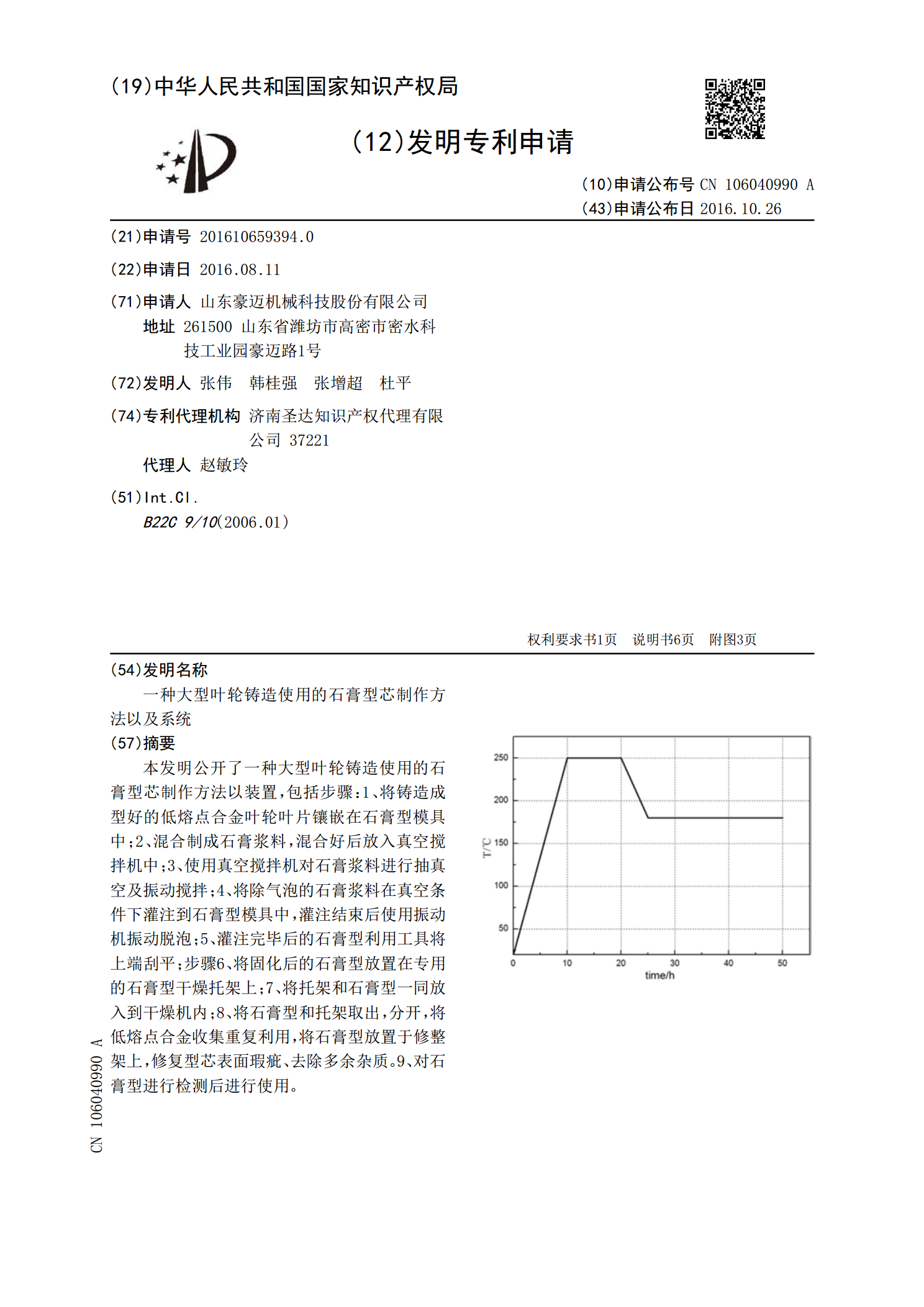
一种大型叶轮铸造使用的石膏型芯制作方法以及系统.pdf
本发明公开了一种大型叶轮铸造使用的石膏型芯制作方法以装置,包括步骤:1、将铸造成型好的低熔点合金叶轮叶片镶嵌在石膏型模具中;2、混合制成石膏浆料,混合好后放入真空搅拌机中;3、使用真空搅拌机对石膏浆料进行抽真空及振动搅拌;4、将除气泡的石膏浆料在真空条件下灌注到石膏型模具中,灌注结束后使用振动机振动脱泡;5、灌注完毕后的石膏型利用工具将上端刮平;步骤6、将固化后的石膏型放置在专用的石膏型干燥托架上;7、将托架和石膏型一同放入到干燥机内;8、将石膏型和托架取出,分开,将低熔点合金收集重复利用,将石膏型放置于