
高精度钛合金锥孔铣削加工工艺与测量技术研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高精度钛合金锥孔铣削加工工艺与测量技术研究.docx
高精度钛合金锥孔铣削加工工艺与测量技术研究高精度钛合金锥孔铣削加工工艺与测量技术研究摘要:随着航空航天工业的发展,对于钛合金材料的需求量也在不断增加。钛合金材料具有轻质高强度、耐高温等优点,因此在航空航天领域得到广泛应用。针对钛合金材料的特性,本文通过研究锥孔铣削加工工艺和测量技术,以提高加工精度并确保产品品质。关键词:钛合金;锥孔铣削;加工工艺;测量技术1.引言钛合金材料因其独特的力学性能和化学性质,在航空航天、汽车制造、医疗器械等领域得到广泛应用。而钛合金材料的加工过程中,由于其高硬度和低导热性,往往

大直径高精度锥孔加工方法.pdf
本发明公开了一种大直径高精度锥孔加工方法,包括以下步骤:A、将组成锥孔的两零件进行正对并固紧;B、在钻床上按线预钻底孔;C、在将底孔扩至成品锥孔小端设计的最小直径,并保证孔的位置精度;D、将底孔预加工为轴向等距、径向增量相等的阶梯孔;E、将底孔铰孔成品。本发明可有效防止铰刀在切削过程因不稳定而造成损坏,由于铰刀各部分磨损程度一致,受力均匀,因此可稳定保证锥孔的精度;同时,铰刀的轴向进刀深度只需进刀底孔预加工的一个阶梯深度,因此铰孔效率大大提高。

大型锥孔加工工艺论文.docx
大型锥孔加工工艺论文1大型薄壁锥孔测量工具的必要性及加工工艺的简介对于大型薄壁锥孔测量工具加工工艺的主要内容包括很多首先主要是该大型锥孔测量装置是GM200-180辊压磨产品中辊套锥孔工装辊套活件比较大内锥孔大端直径φ1400-1.5-1.56mm孔的锥度1:30孔深1800mm而且精度要求高。如此大内孔锥度及孔深是前所未有不仅测量方法及测量工具难以实现更主要是测量工具的加工也存在较大困难。传统的锥度测量方法和手段已满足不了要求针对这类大型活件采用独特的测量方法通过
大型锥孔加工工艺论文.docx
大型锥孔加工工艺论文1大型薄壁锥孔测量工具的必要性及加工工艺的简介对于大型薄壁锥孔测量工具加工工艺的主要内容包括很多首先主要是该大型锥孔测量装置是GM200-180辊压磨产品中辊套锥孔工装辊套活件比较大内锥孔大端直径φ1400-1.5-1.56mm孔的锥度1:30孔深1800mm而且精度要求高。如此大内孔锥度及孔深是前所未有不仅测量方法及测量工具难以实现更主要是测量工具的加工也存在较大困难。传统的锥度测量方法和手段已满足不了要求针对这类大型活件采用独特的测量方法通过
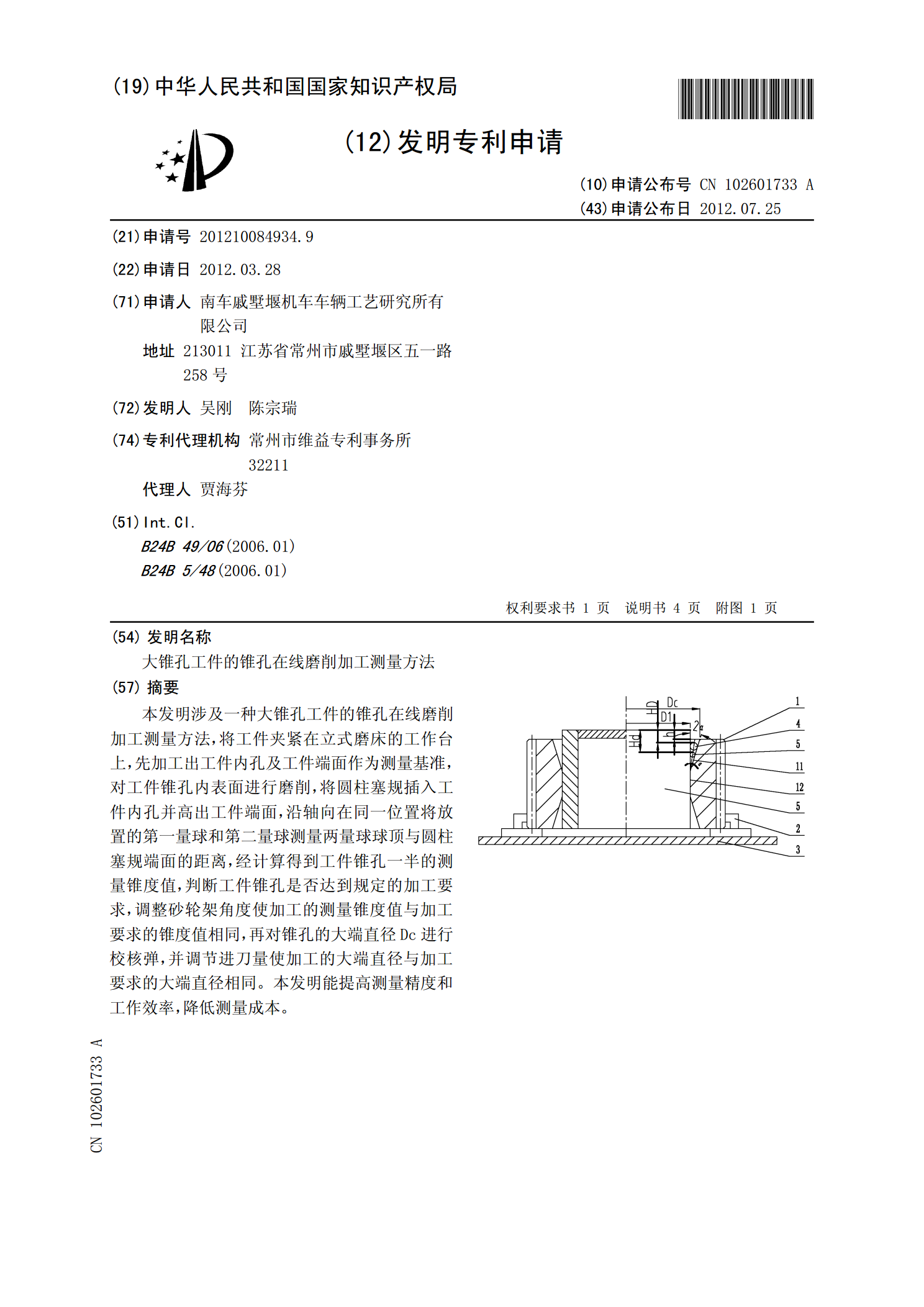
大锥孔工件的锥孔在线磨削加工测量方法.pdf
本发明涉及一种大锥孔工件的锥孔在线磨削加工测量方法,将工件夹紧在立式磨床的工作台上,先加工出工件内孔及工件端面作为测量基准,对工件锥孔内表面进行磨削,将圆柱塞规插入工件内孔并高出工件端面,沿轴向在同一位置将放置的第一量球和第二量球测量两量球球顶与圆柱塞规端面的距离,经计算得到工件锥孔一半的测量锥度值,判断工件锥孔是否达到规定的加工要求,调整砂轮架角度使加工的测量锥度值与加工要求的锥度值相同,再对锥孔的大端直径Dc进行校核弹,并调节进刀量使加工的大端直径与加工要求的大端直径相同。本发明能提高测量精度和工作效