
大直径高精度锥孔加工方法.pdf

星菱****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大直径高精度锥孔加工方法.pdf
本发明公开了一种大直径高精度锥孔加工方法,包括以下步骤:A、将组成锥孔的两零件进行正对并固紧;B、在钻床上按线预钻底孔;C、在将底孔扩至成品锥孔小端设计的最小直径,并保证孔的位置精度;D、将底孔预加工为轴向等距、径向增量相等的阶梯孔;E、将底孔铰孔成品。本发明可有效防止铰刀在切削过程因不稳定而造成损坏,由于铰刀各部分磨损程度一致,受力均匀,因此可稳定保证锥孔的精度;同时,铰刀的轴向进刀深度只需进刀底孔预加工的一个阶梯深度,因此铰孔效率大大提高。

锥孔加工工具及锥孔加工方法.pdf
本发明公开一种锥孔加工工具及锥孔加工方法,其中,锥孔加工工具包括:刀具主体;装配套,装配套与刀具主体可拆连接,装配套的内周壁凹设有沿其轴向延伸的三个以上的装配槽,三个以上的装配槽沿着装配套的周向均匀排布,三个以上的装配槽的槽底均呈圆弧状设置,三个以上的装配槽的槽底均朝同一方向倾斜设置;装配槽的槽底部分贯穿,形成沿其长度方向延伸的让位开口;若干挤压圆柱棒分设于对应的装配槽内,挤压圆柱棒的一侧与对应的装配槽的槽底配合并自对应的让位开口伸出,挤压圆柱棒的另一侧与装配槽的槽口相齐平;刀具主体与装配套插接配合,以使
大锥孔工件的锥孔在线磨削加工测量方法.pdf
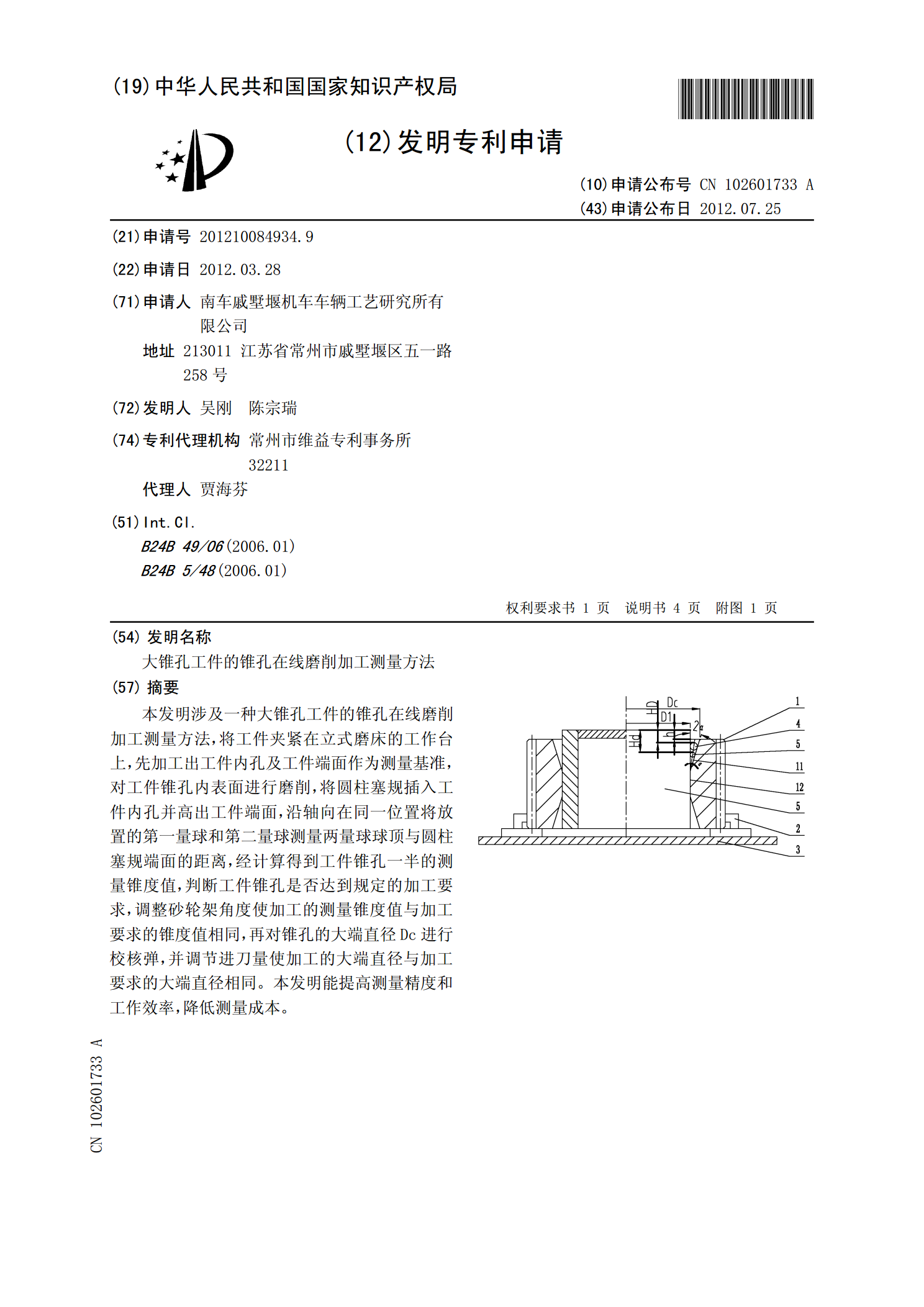
本发明涉及一种大锥孔工件的锥孔在线磨削加工测量方法,将工件夹紧在立式磨床的工作台上,先加工出工件内孔及工件端面作为测量基准,对工件锥孔内表面进行磨削,将圆柱塞规插入工件内孔并高出工件端面,沿轴向在同一位置将放置的第一量球和第二量球测量两量球球顶与圆柱塞规端面的距离,经计算得到工件锥孔一半的测量锥度值,判断工件锥孔是否达到规定的加工要求,调整砂轮架角度使加工的测量锥度值与加工要求的锥度值相同,再对锥孔的大端直径Dc进行校核弹,并调节进刀量使加工的大端直径与加工要求的大端直径相同。本发明能提高测量精度和工作效

锥孔直径的测量方法.docx
锥孔直径的测量方法锥孔直径的测量方法摘要:本文主要研究了锥孔直径的测量方法,围绕几种常见的测量方法展开讨论,并进行了比较和分析。该研究旨在提供一种简便、准确、可靠的测量锥孔直径的方法,为相关领域的研究和实践提供参考。引言锥孔是指一种形状呈锥面的孔洞,在工业生产和科学研究中广泛应用。测量锥孔直径是生产制造和质量控制中常见的任务之一,准确的测量结果对产品的质量和性能至关重要。因此,发展一种准确、简单、可行的锥孔直径测量方法是当前研究的热点之一。一、基于传统测量仪器的锥孔直径测量方法1.卡尺测量法卡尺是一种广泛

利用锥孔刀具加工锥孔的方法.pdf
本发明涉及机械加工技术领域,尤其涉及一种利用锥孔刀具加工锥孔的方法,使用特制的锥孔刀具,在锥孔刀具的前端设置有刀杆,该刀杆的侧面上沿圆锥螺旋线设置有若干个铣刀,相邻铣刀沿轴向方向的间距为4~8mm,相邻铣刀之间的夹角为不大于120°,在工件表面钻基准孔,使用所述锥孔刀具沿基准孔按转速不低于600转/分、进给量不低于1.0mm/转进行加工形成多级台阶孔,控制锥孔刀具的深度使得单边预留0.25mm,然后使用镗刀或绞刀将多级台阶孔加工成锥孔,分布的多个铣刀可以加工小台阶的多台阶孔,并且加工时,转速和进给量比现有