
薄壁尖锥形件强力旋压成形缺陷分析与控制.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁尖锥形件强力旋压成形缺陷分析与控制.docx
薄壁尖锥形件强力旋压成形缺陷分析与控制薄壁尖锥形件强力旋压成形缺陷分析与控制摘要:随着工业制造技术的不断进步,薄壁尖锥形件的强力旋压成形技术在汽车、航空、航天等领域得到了广泛应用。然而,强力旋压成形过程中普遍存在着一些缺陷,如表面裂纹、尖锐角的残余应力等。本论文将对薄壁尖锥形件强力旋压成形的缺陷进行分析,并提出相应的控制策略,旨在优化成形过程,提高产品的品质和性能。1.强力旋压成形的原理和应用强力旋压成形是一种利用旋压工具将金属板材逐步加工成尖锥形的成形技术。它主要应用于制造尖锥形零件,如发动机缸体、导管
提高锥形薄壁回转件凸缘成形质量的旋压装置及旋压方法.pdf
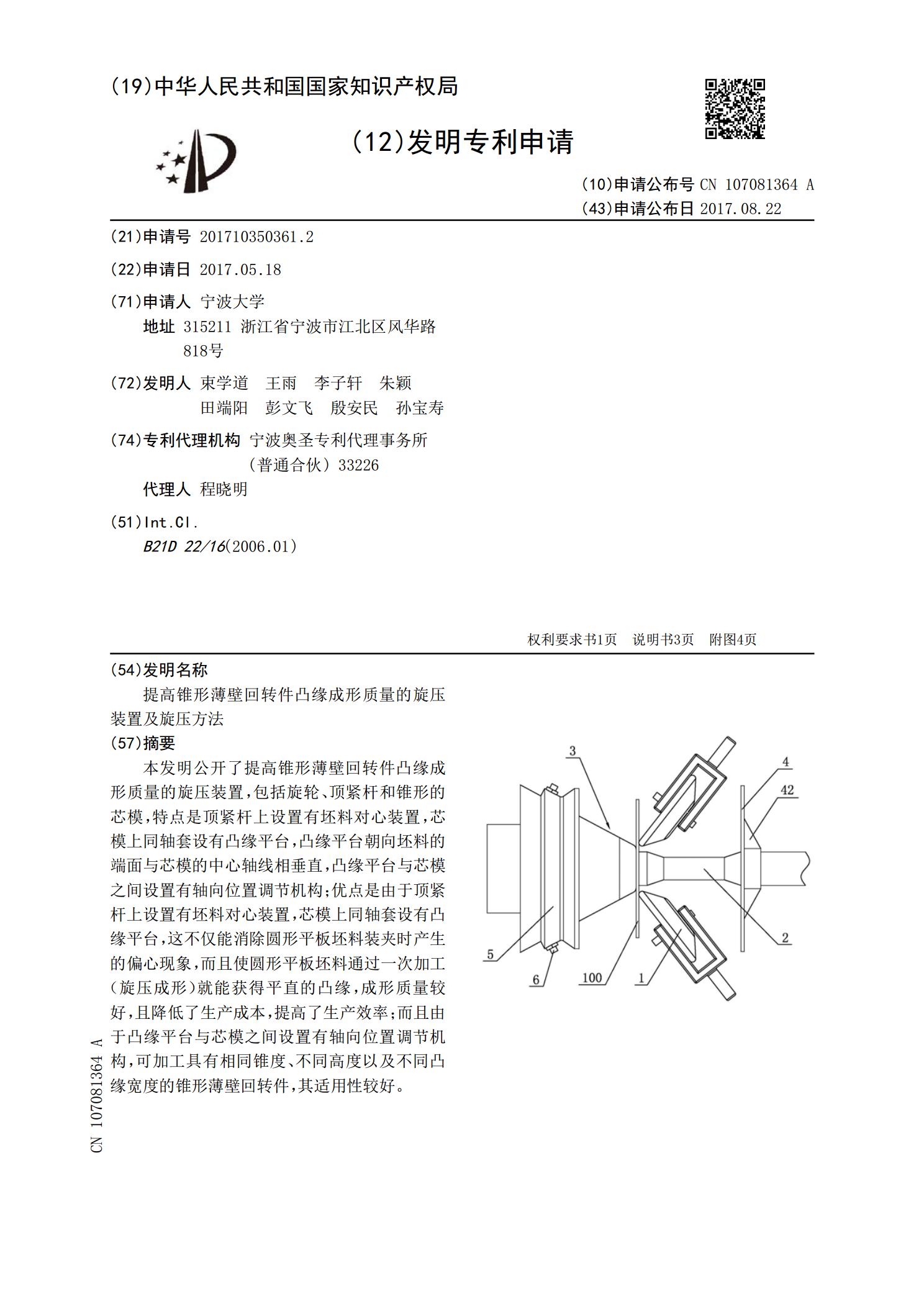
本发明公开了提高锥形薄壁回转件凸缘成形质量的旋压装置,包括旋轮、顶紧杆和锥形的芯模,特点是顶紧杆上设置有坯料对心装置,芯模上同轴套设有凸缘平台,凸缘平台朝向坯料的端面与芯模的中心轴线相垂直,凸缘平台与芯模之间设置有轴向位置调节机构;优点是由于顶紧杆上设置有坯料对心装置,芯模上同轴套设有凸缘平台,这不仅能消除圆形平板坯料装夹时产生的偏心现象,而且使圆形平板坯料通过一次加工(旋压成形)就能获得平直的凸缘,成形质量较好,且降低了生产成本,提高了生产效率;而且由于凸缘平台与芯模之间设置有轴向位置调节机构,可加工具
一种薄壁筒形件强力旋压成形装置.pdf
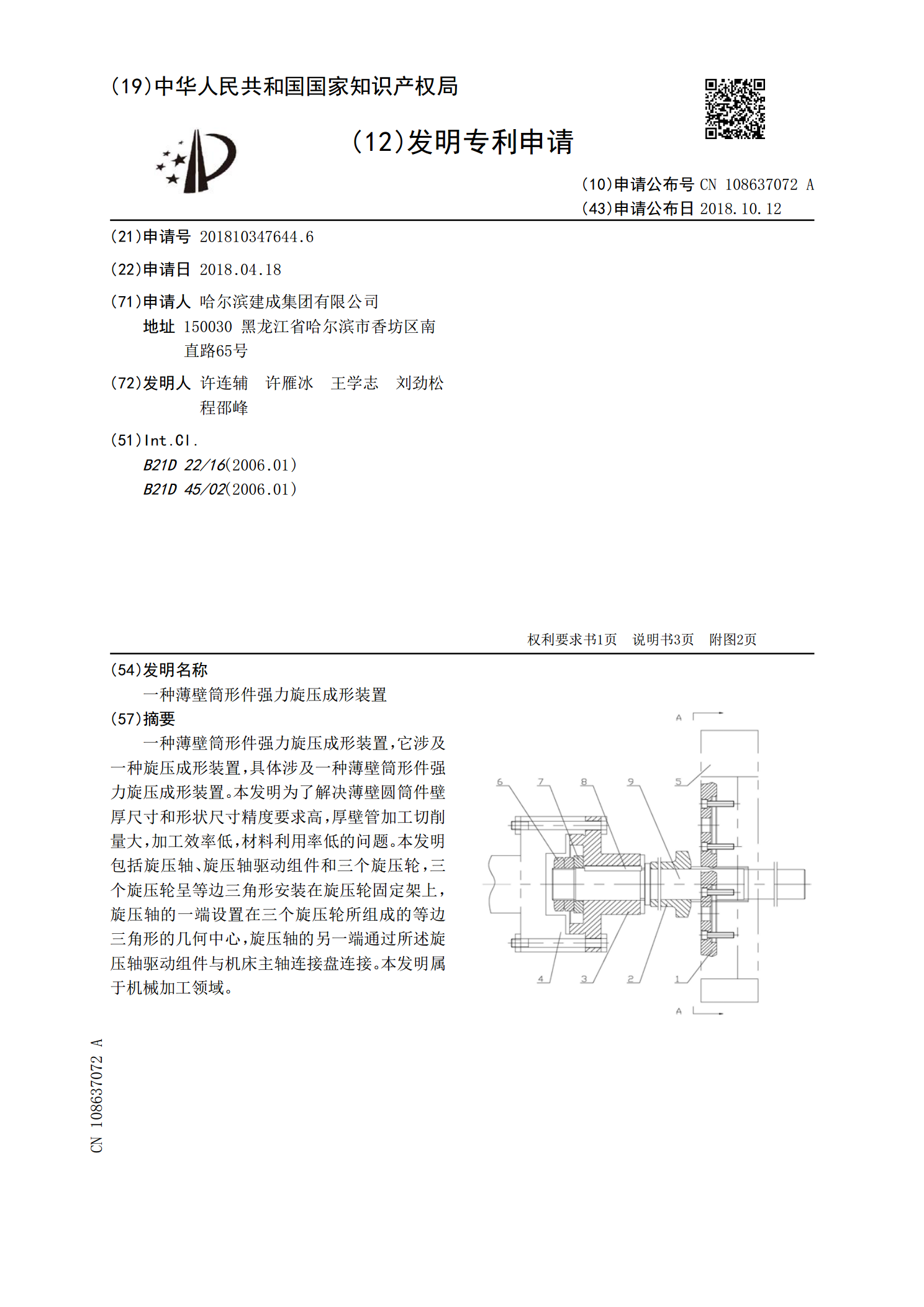
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
一种带凸缘深锥形薄壁回转件的旋压成形方法.pdf
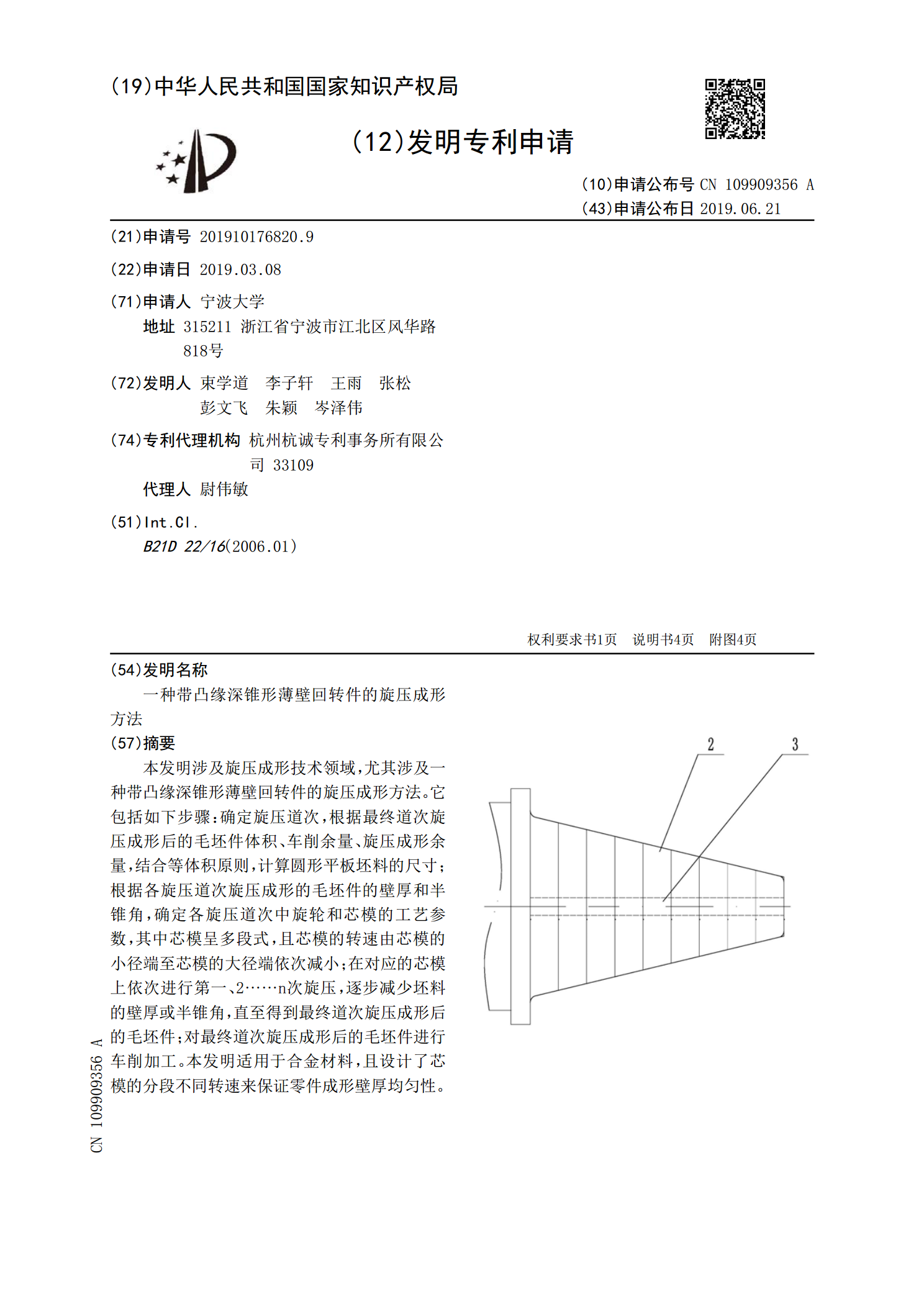
本发明涉及旋压成形技术领域,尤其涉及一种带凸缘深锥形薄壁回转件的旋压成形方法。它包括如下步骤:确定旋压道次,根据最终道次旋压成形后的毛坯件体积、车削余量、旋压成形余量,结合等体积原则,计算圆形平板坯料的尺寸;根据各旋压道次旋压成形的毛坯件的壁厚和半锥角,确定各旋压道次中旋轮和芯模的工艺参数,其中芯模呈多段式,且芯模的转速由芯模的小径端至芯模的大径端依次减小;在对应的芯模上依次进行第一、2……n次旋压,逐步减少坯料的壁厚或半锥角,直至得到最终道次旋压成形后的毛坯件;对最终道次旋压成形后的毛坯件进行车削加工。

双锥形件同时旋压成形的工艺研究.docx
双锥形件同时旋压成形的工艺研究双锥形件同时旋压成形的工艺研究摘要:本文研究了双锥形件同时旋压成形的工艺,针对该工艺的难点和瓶颈进行了深入分析,提出了相应的解决方法,并对该工艺进行了实验验证。结果表明,该工艺可以有效地提高生产效率和品质,具有广阔的应用前景。关键词:双锥形件;旋压成形;工艺研究1.研究背景双锥形件是一种常见的工业零部件,广泛应用于机械、汽车、航空等领域。其形状复杂、强度要求高、加工难度大,传统加工方法如车削、铣削、冲压等难以满足要求,因此需要采用新的加工技术。旋压作为一种新型加工方法,具有高