
一种风电端盖铸件的生产工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电端盖铸件的生产工艺.docx
一种风电端盖铸件的生产工艺风电端盖是风力发电机的重要部件,它被用于封闭风力发电机内部的电气设备和传动机构,保护其免受外部环境的侵害。端盖的材质一般采用铸造铝合金,其生产工艺对于提高产品质量和降低成本具有重要意义。本文将介绍一种风电端盖铸件的生产工艺。首先,铸件的设计是铸造工艺的关键。在设计端盖铸件时,应考虑到其结构的复杂性和功能需求。一般而言,端盖应具有高强度、耐腐蚀、密封性好等特点。同时,在设计过程中还需要充分考虑模具结构和铸件的便于铸造性,以保证后续工艺的顺利进行。接下来是模具制造。模具的制造对于铸件
一种球形端盖铸件的加工工艺.pdf
本发明公开了一种球形端盖铸件的加工工艺。加工工艺包括以下几个步骤:(1)炉料熔炼;(2)造型;(3)浇注。本发明的加工工艺过程简单,耗时短,节约能源,通过加入精炼剂提高了浇注铁液的精度,减少了铸件表面的缩孔,提高了铸件的精度,通过在固化后的型砂内喷涂耐高温涂料,在浇注时,铁液流动均匀,减少砂眼和气孔。
一种端盖的铸造生产工艺.pdf
本发明公开了一种端盖的铸造生产工艺,该工艺依次包括砂型制作、铸模制造和浇注工艺和冷却工艺,其特征在于:所述浇注工艺是指:首先,对铸模内进行清理抽真空,之后进行预热,预热的温度为800-900℃;其次,将温度为1000-1200℃的液体金属浇注到铸模中,浇注时间为10-12秒,之后密封铸模,并将铸模置于内部温度为1200℃的恒温炉内,恒温时间为30-60分钟,之后冷却;所述冷却工艺是指:首先,铸模暴露在空气中进行自然冷却,冷却时间为1-1.5小时,然后,将铸模浸入水中冷却至常温。本发明铸件质量稳定,工序少,
一种风电铸件专用生铁生产工艺.pdf
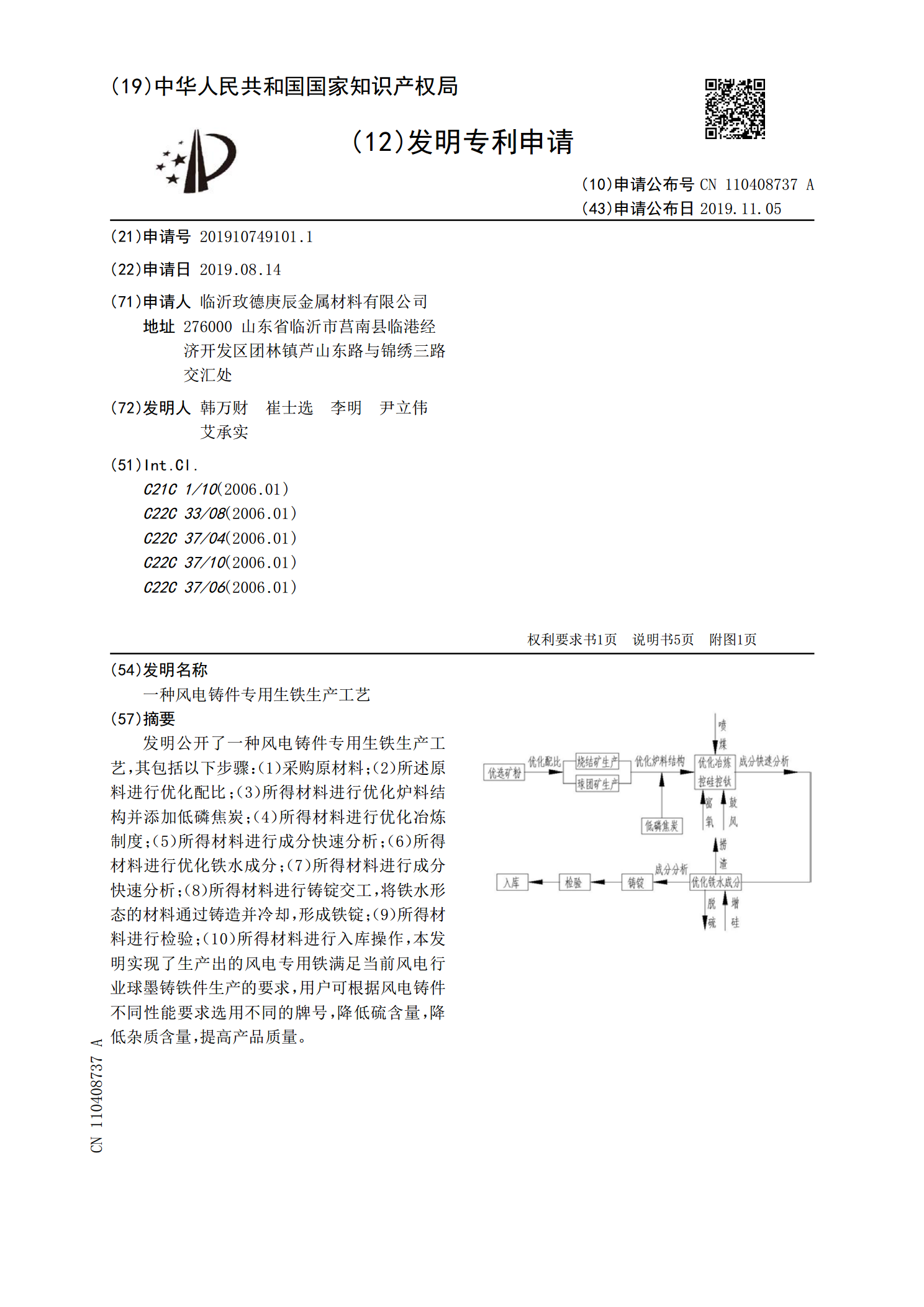
发明公开了一种风电铸件专用生铁生产工艺,其包括以下步骤:(1)采购原材料;(2)所述原料进行优化配比;(3)所得材料进行优化炉料结构并添加低磷焦炭;(4)所得材料进行优化冶炼制度;(5)所得材料进行成分快速分析;(6)所得材料进行优化铁水成分;(7)所得材料进行成分快速分析;(8)所得材料进行铸锭交工,将铁水形态的材料通过铸造并冷却,形成铁锭;(9)所得材料进行检验;(10)所得材料进行入库操作,本发明实现了生产出的风电专用铁满足当前风电行业球墨铸铁件生产的要求,用户可根据风电铸件不同性能要求选用不同的牌

柴油机前端盖铸件的生产工艺.docx
柴油机前端盖铸件的生产工艺柴油机前端盖铸件是柴油机中一个非常重要的零部件。其作用是用来固定柴油机气缸体和曲轴箱两个部分,同时防止柴油机内部油液、冷却液等物质泄漏。因此,前端盖铸件的制造工艺需要非常精细和严谨。一般来说,柴油机前端盖是通过压铸技术进行生产。压铸是一种将铝合金或铜合金等熔融金属通过高压注射成型的技术。这种技术的优势是可以使铸件具备高的强度和较好的耐腐蚀性。此外,压铸还能够快速生产大量零部件,同时还能够保证铸件的尺寸准确度以及表面光洁度。下面从柴油机前端盖铸件的生产流程、模具设计和铸造工艺三个方