
挤压-弯曲一体化成型装置及对型材弯曲成形性能的影响.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

挤压-弯曲一体化成型装置及对型材弯曲成形性能的影响.docx
挤压-弯曲一体化成型装置及对型材弯曲成形性能的影响摘要:近年来,挤压-弯曲一体化成型技术日益受到关注。该技术结合了挤压成型和弯曲成型两种加工方法的优势,提高了型材的加工效率和精度,降低了成型难度和成本。本文基于挤压-弯曲一体化成型装置的开发,研究了该技术对型材弯曲成形性能的影响。通过实验分析和数值模拟,探究了不同参数(如轧制温度、挤压速率、弯曲角度等)对型材弯曲成形过程中的应力分布、变形性能和力学性能的影响及优化方法。关键词:挤压-弯曲一体化成型;型材;弯曲成形性能;应力分布;变形性能;力学性能1.引言挤
型材自弯曲成形挤压模具.pdf
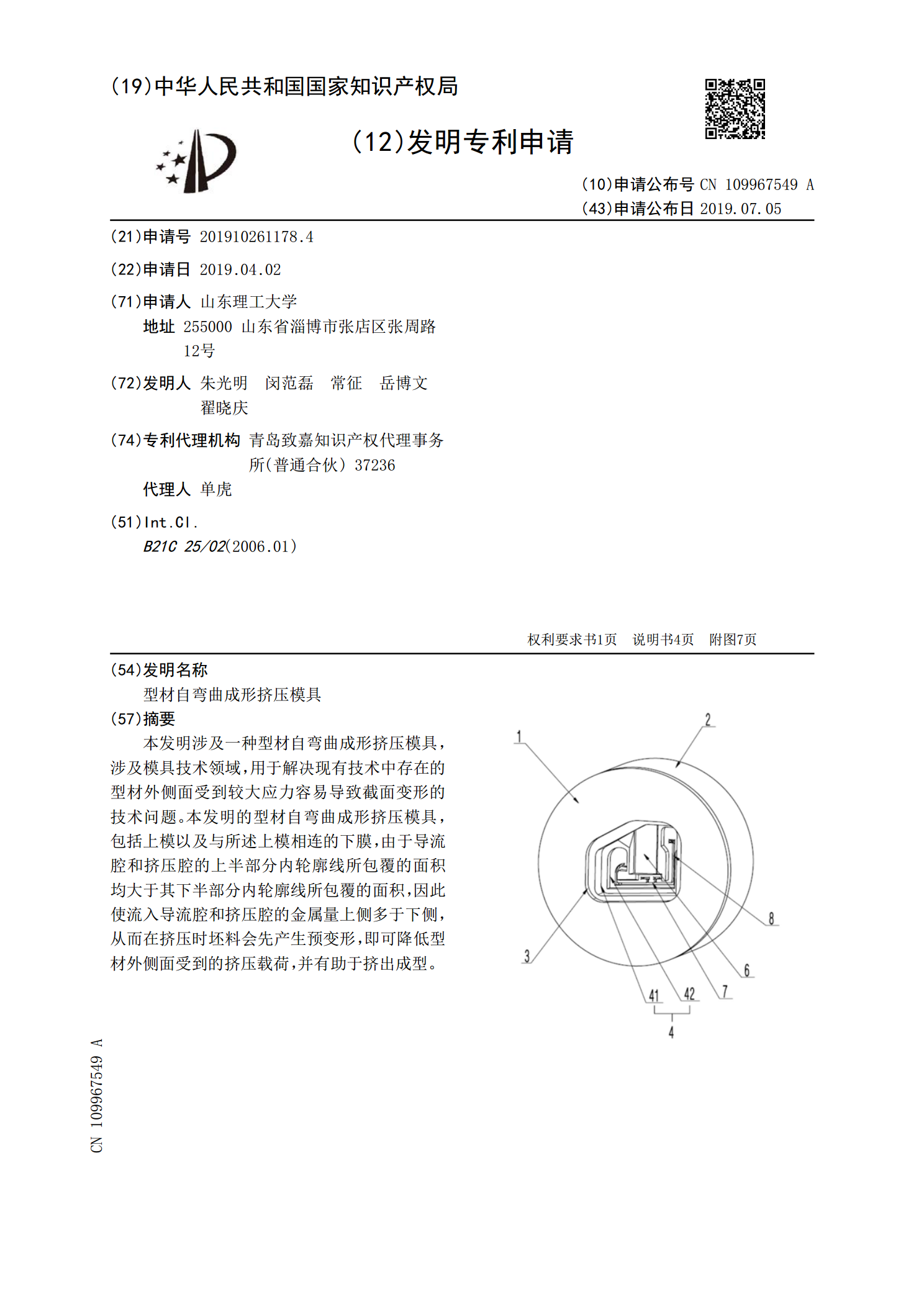
本发明涉及一种型材自弯曲成形挤压模具,涉及模具技术领域,用于解决现有技术中存在的型材外侧面受到较大应力容易导致截面变形的技术问题。本发明的型材自弯曲成形挤压模具,包括上模以及与所述上模相连的下膜,由于导流腔和挤压腔的上半部分内轮廓线所包覆的面积均大于其下半部分内轮廓线所包覆的面积,因此使流入导流腔和挤压腔的金属量上侧多于下侧,从而在挤压时坯料会先产生预变形,即可降低型材外侧面受到的挤压载荷,并有助于挤出成型。

弯曲成形装置.pdf
本实用新型涉及坯料成形技术领域,提供了一种弯曲成形装置,用于成形U形坯料,包括凹模和与凹模配套使用的凸模;所述凸模朝向凹模的端面为支撑平面;所述支撑平面上设置有沿其长度方向延伸的长条形限位板,并在支撑平面与限位板之间形成用于放置待弯曲坯料的放置空间;所述限位板的两端通过连接装置与凸模连接。本实用新型实施例提供的弯曲成形装置,通过在凸模的支撑平面上设置限位板,当进行弯曲作业时,将待弯曲坯料固设于凸模的支撑平面与限位板之间,这样不仅可保证待弯曲坯料在整个弯曲过程中不发生滑动,而且可避免待弯曲坯料上与凸模的支撑
型材多孔自弯曲挤压模具.pdf
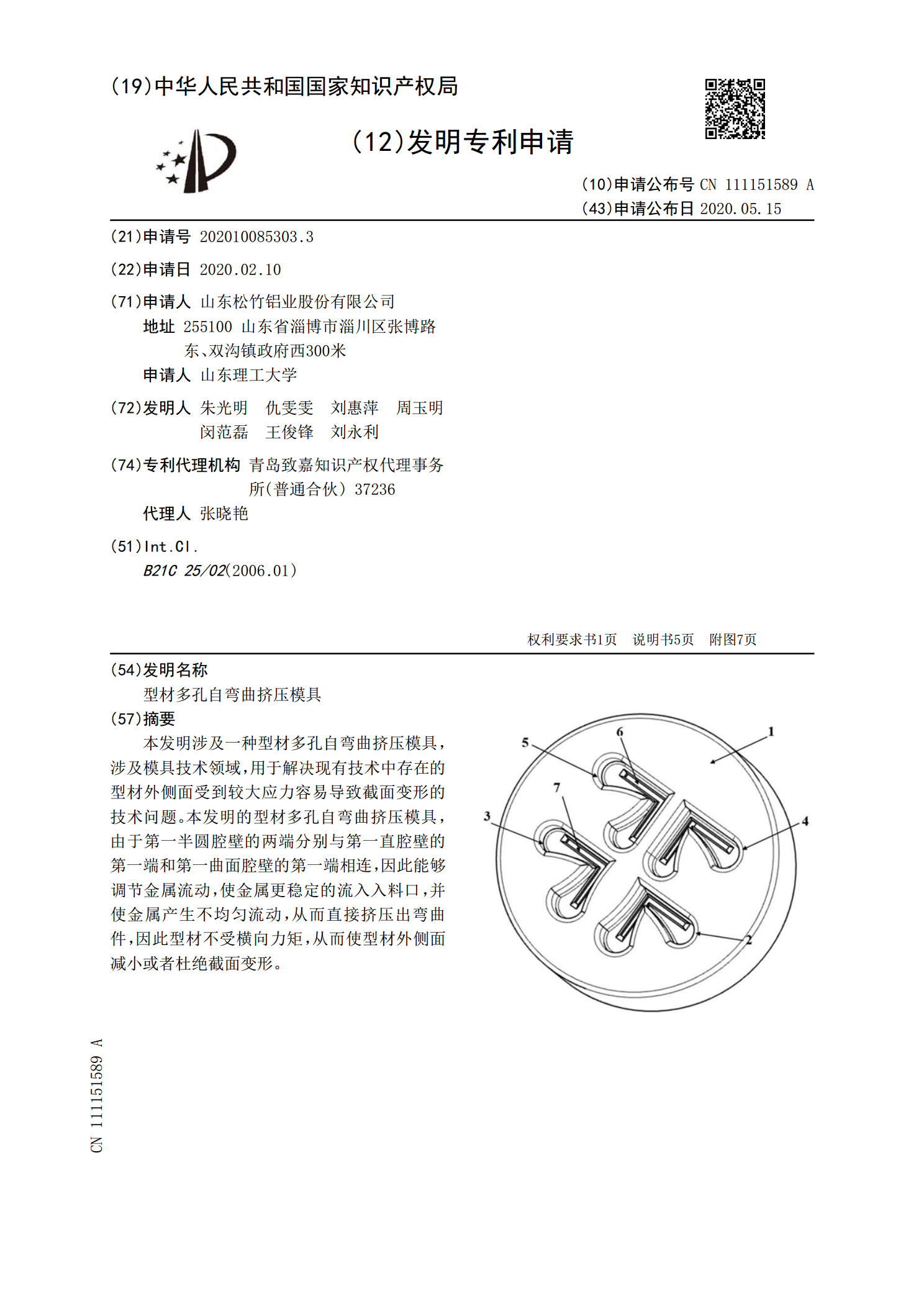
本发明涉及一种型材多孔自弯曲挤压模具,涉及模具技术领域,用于解决现有技术中存在的型材外侧面受到较大应力容易导致截面变形的技术问题。本发明的型材多孔自弯曲挤压模具,由于第一半圆腔壁的两端分别与第一直腔壁的第一端和第一曲面腔壁的第一端相连,因此能够调节金属流动,使金属更稳定的流入入料口,并使金属产生不均匀流动,从而直接挤压出弯曲件,因此型材不受横向力矩,从而使型材外侧面减小或者杜绝截面变形。
平板玻璃的弯曲成形装置以及弯曲成形方法.pdf
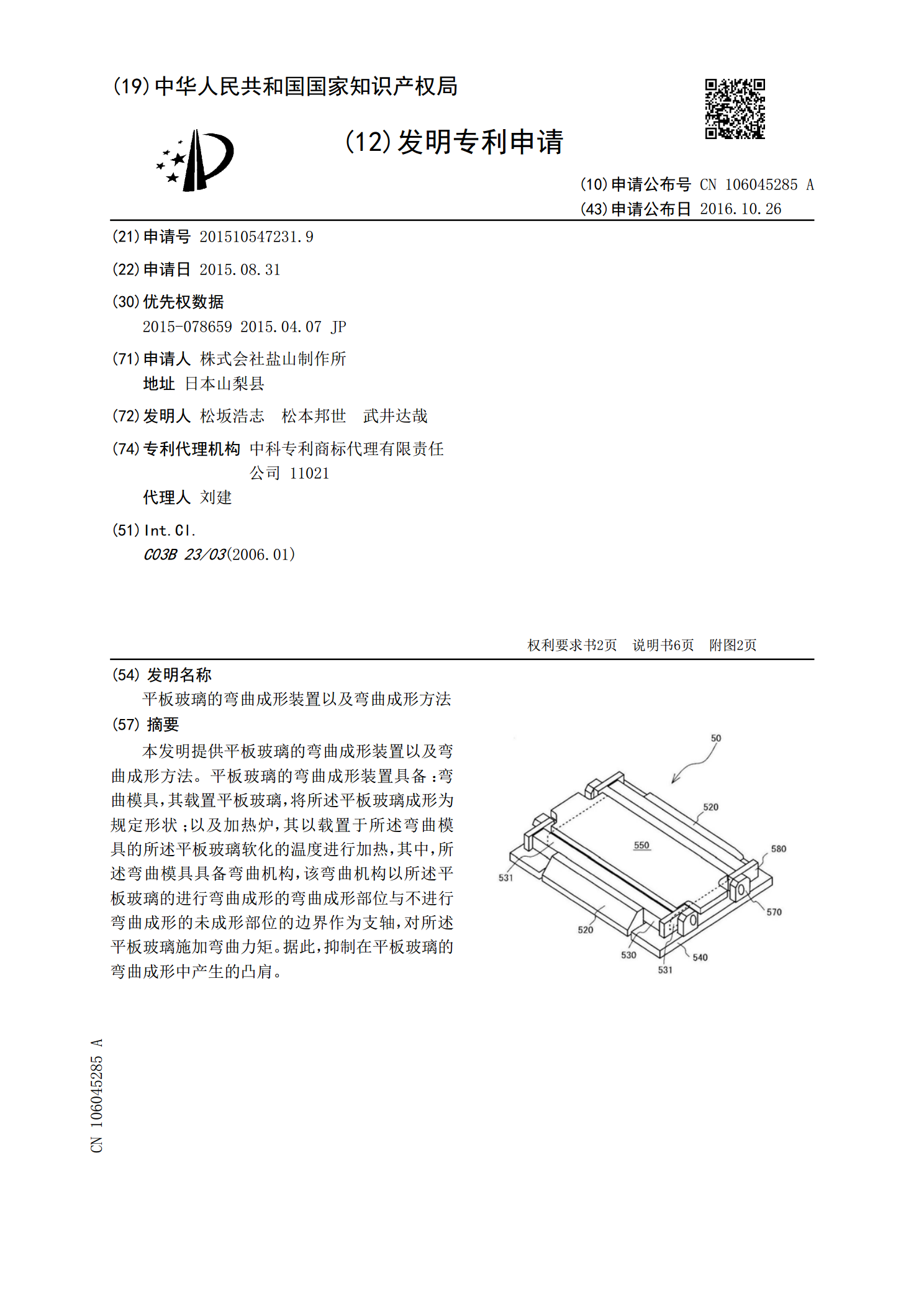
本发明提供平板玻璃的弯曲成形装置以及弯曲成形方法。平板玻璃的弯曲成形装置具备:弯曲模具,其载置平板玻璃,将所述平板玻璃成形为规定形状;以及加热炉,其以载置于所述弯曲模具的所述平板玻璃软化的温度进行加热,其中,所述弯曲模具具备弯曲机构,该弯曲机构以所述平板玻璃的进行弯曲成形的弯曲成形部位与不进行弯曲成形的未成形部位的边界作为支轴,对所述平板玻璃施加弯曲力矩。据此,抑制在平板玻璃的弯曲成形中产生的凸肩。