
数控编程方法数控车床编程学习教案.pptx

快乐****蜜蜂

1/10

2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共97页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控编程方法数控车床编程学习教案.pptx
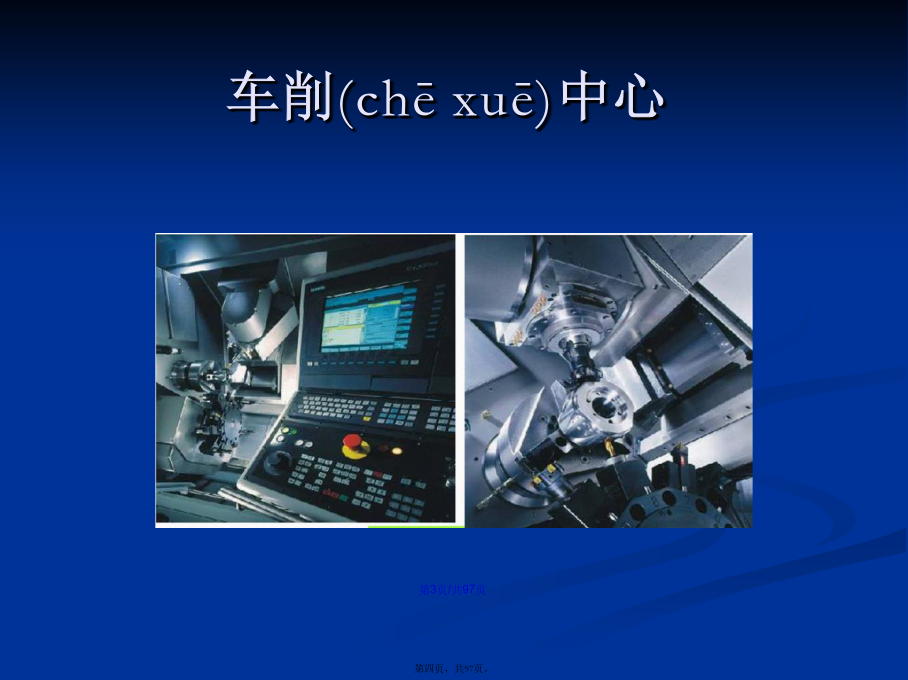
会计学车削(chēxuē)中心换刀/////加工(jiāgōng)坐标系设置1F功能F功能指令用于控制切削(qiēxiāo)进给量在程序中,有两种使用方法。解决:将磨损量测量获得(huòdé)后进行补偿.可以不修改加工程序./刀具补偿刀具(dāojù)的偏置补偿图示补偿数据获取:分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具(dāojù)1为对刀用的基准刀具(dāojù),则各刀具(dāojù)的几何偏置分别为[Xj,Zj]Xj1=0、Zj1=0

数控车床编程学习教案.pptx
会计学课题1简单阶梯(jiētī)轴加工[知识(zhīshi)学习]表2-1华中世纪星数控系统辅助功能指令(zhǐlìng)及含义4.准备(zhǔnbèi)功能指令(G代码或G功能)表2-2FANUC0iMateTC系统与SINUMERIK802S/C系统常用G代码(dàimǎ)功能5.刀具快速(kuàisù)定位指令G00(或G0)(3)指令(zhǐlìng)使用说明6.直线(zhíxiàn)插补指令(G01或G1)(3)指令(zhǐlìng)使用说明二、加工工艺(gōngyì)分析表2-3简单阶梯轴加

数控车床编程解析学习教案.pptx
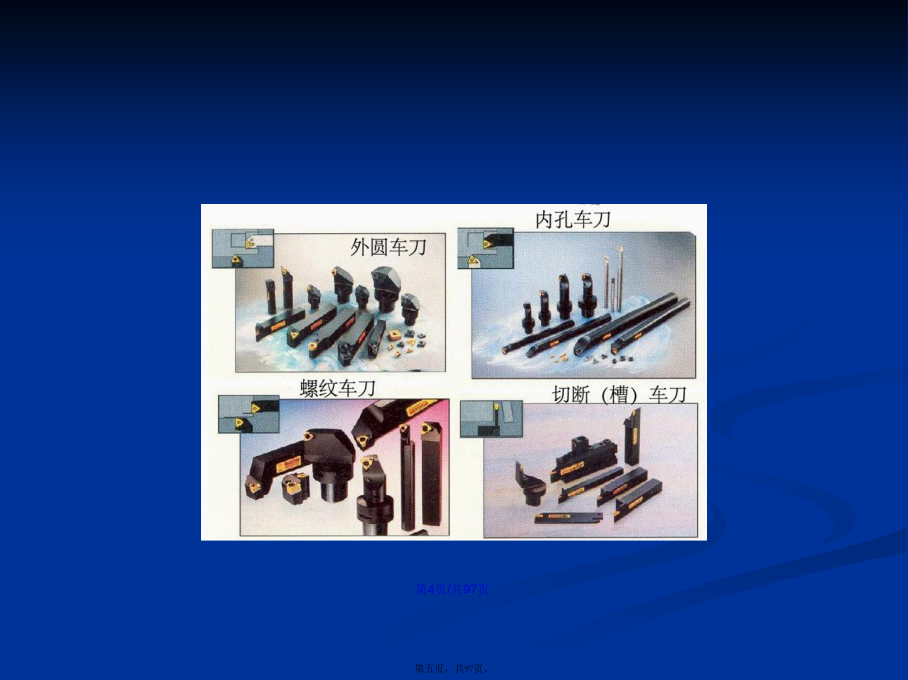
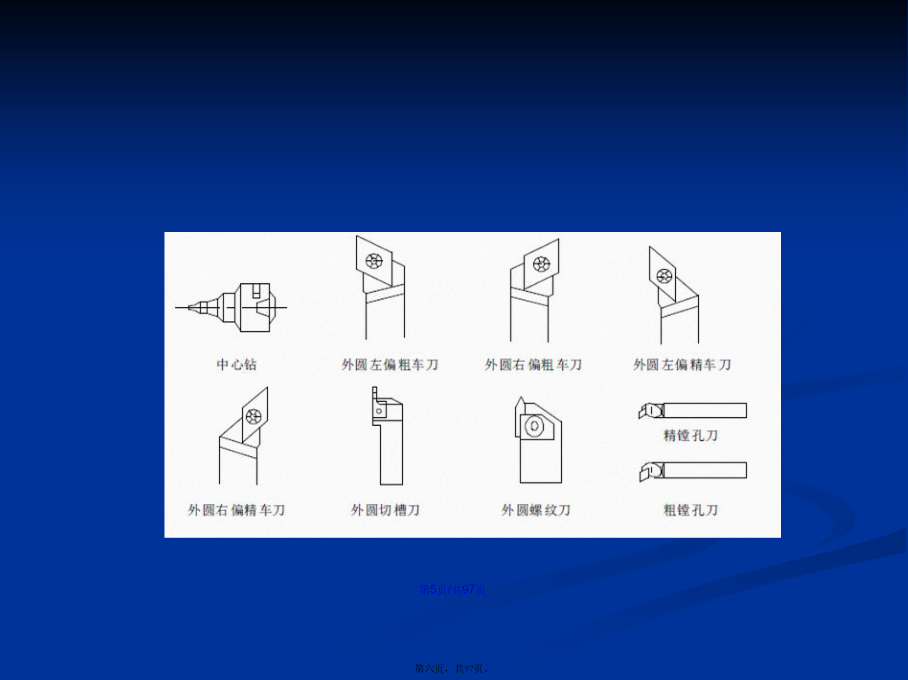
数控车床编程解析(jiěxī)1号刀为外圆刀,加工外型3号刀是镗孔(tánɡkǒnɡ)刀,加工内型2号刀是割槽刀,加工外沟槽4号刀是内螺纹刀,加工内螺纹

数控车床编程学习.pptx
会计学课题1简单阶梯轴加工[知识学习]表2-1华中世纪星数控系统辅助功能指令及含义4.准备功能指令(G代码或G功能)表2-2FANUC0iMateTC系统与SINUMERIK802S/C系统常用G代码功能5.刀具快速定位指令G00(或G0)(3)指令使用说明6.直线插补指令(G01或G1)(3)指令使用说明二、加工工艺分析表2-3简单阶梯轴加工工、量、刃具清单2.加工工艺路线3.选择合理切削用量三、编制参考加工程序工艺点如A、B、C等进刀点及外圆加工后沿X轴方向退刀点(D、E、F)。进刀点(A、B、C点)

数控车床编程教案.doc
数控设备与编程教案班级:08春、秋数控班专业:数控加工专业教师:秦丽君课时授课计划教学课题:第一章教学目的:使学生了解数控概念及数控特点2.使学生掌握数控设备的组成及工作原理重点:数控系统按伺服分类教学难点及处理:难点:理解开环,闭环,半闭环系统结构图学时:6教学方法:绘图讲解引言:提问:1、了解数控机床有多少?2、见过和数控有关系的设备有哪些?3,为什么报数控专业?4,想不想学数控?第一节:概述数控技术与数控设备数控技术定义:NC数控设备:数控技术在数控设备中运用广泛,成