
数控车床编程学习.pptx

骑着****猪猪


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共130页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控车床编程学习.pptx
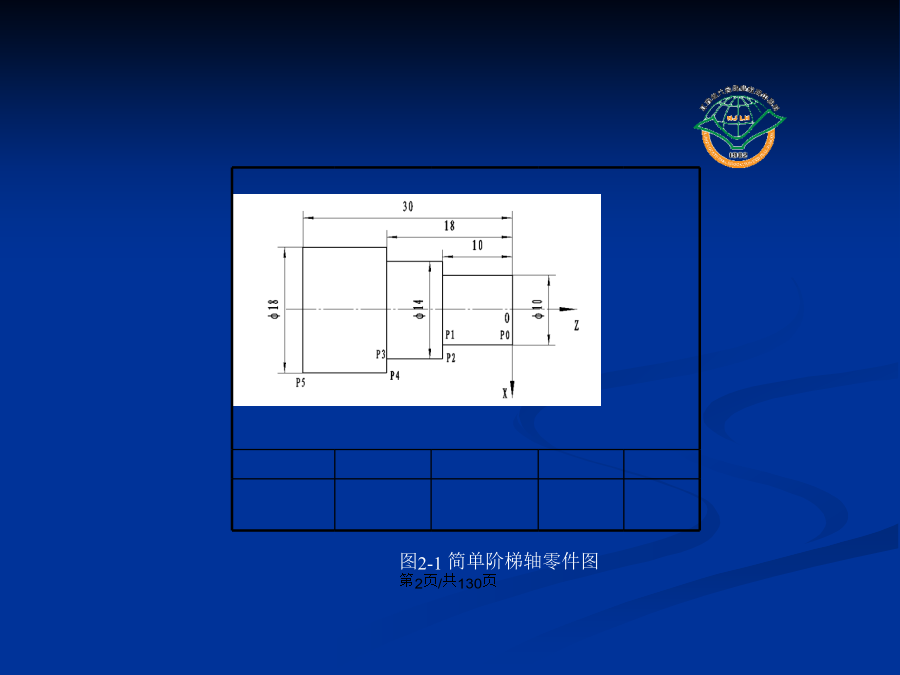
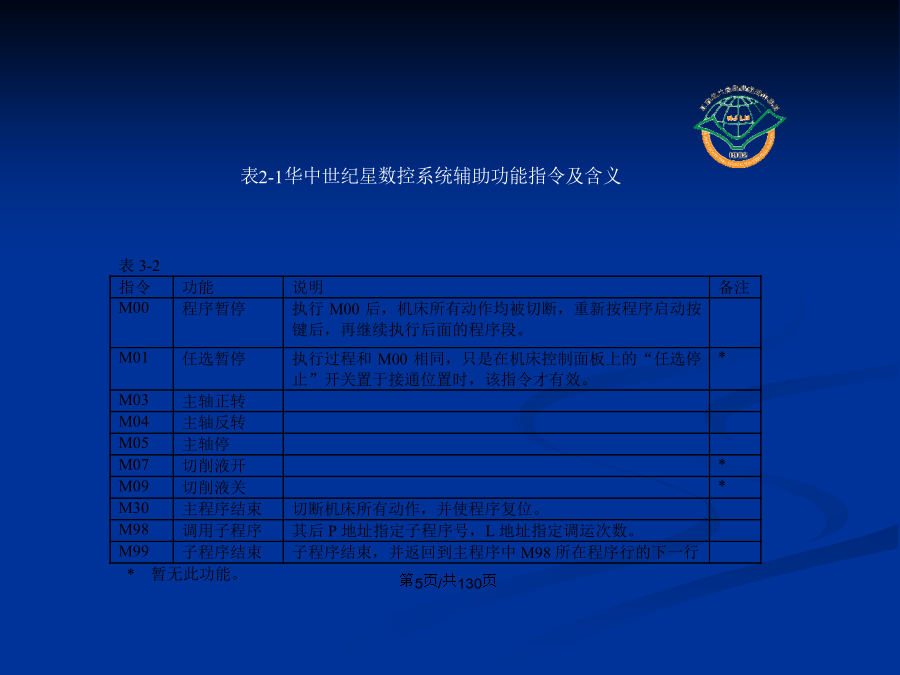
会计学课题1简单阶梯轴加工[知识学习]表2-1华中世纪星数控系统辅助功能指令及含义4.准备功能指令(G代码或G功能)表2-2FANUC0iMateTC系统与SINUMERIK802S/C系统常用G代码功能5.刀具快速定位指令G00(或G0)(3)指令使用说明6.直线插补指令(G01或G1)(3)指令使用说明二、加工工艺分析表2-3简单阶梯轴加工工、量、刃具清单2.加工工艺路线3.选择合理切削用量三、编制参考加工程序工艺点如A、B、C等进刀点及外圆加工后沿X轴方向退刀点(D、E、F)。进刀点(A、B、C点)

数控车床编程学习教案.pptx
会计学课题1简单阶梯(jiētī)轴加工[知识(zhīshi)学习]表2-1华中世纪星数控系统辅助功能指令(zhǐlìng)及含义4.准备(zhǔnbèi)功能指令(G代码或G功能)表2-2FANUC0iMateTC系统与SINUMERIK802S/C系统常用G代码(dàimǎ)功能5.刀具快速(kuàisù)定位指令G00(或G0)(3)指令(zhǐlìng)使用说明6.直线(zhíxiàn)插补指令(G01或G1)(3)指令(zhǐlìng)使用说明二、加工工艺(gōngyì)分析表2-3简单阶梯轴加

数控车床编程基本学习.ppt
第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三

数控车床编程基本学习.ppt
第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三章数控机床编程实例第三

数控编程方法数控车床编程学习教案.pptx
会计学车削(chēxuē)中心换刀/////加工(jiāgōng)坐标系设置1F功能F功能指令用于控制切削(qiēxiāo)进给量在程序中,有两种使用方法。解决:将磨损量测量获得(huòdé)后进行补偿.可以不修改加工程序./刀具补偿刀具(dāojù)的偏置补偿图示补偿数据获取:分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具(dāojù)1为对刀用的基准刀具(dāojù),则各刀具(dāojù)的几何偏置分别为[Xj,Zj]Xj1=0、Zj1=0