
大型结构件装置的装配及焊接方法探究.pptx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大型结构件装置的装配及焊接方法探究.pptx
大型结构件装置的装配及焊接方法探究目录添加章节标题大型结构件装置的装配方法装配前的准备工作装配流程及注意事项装配过程中的问题及解决方案装配质量检测与控制大型结构件装置的焊接方法焊接前的准备工作焊接工艺及参数选择焊接过程中的问题及解决方案焊接质量检测与控制大型结构件装置的装配与焊接技术要求装配技术要求焊接技术要求质量标准与检验方法安全生产与环境保护要求大型结构件装置的装配与焊接实例分析典型案例介绍案例分析方法与步骤案例总结与经验教训案例应用与推广价值大型结构件装置的装配与焊接技术创新与发展趋势当前技术现状及
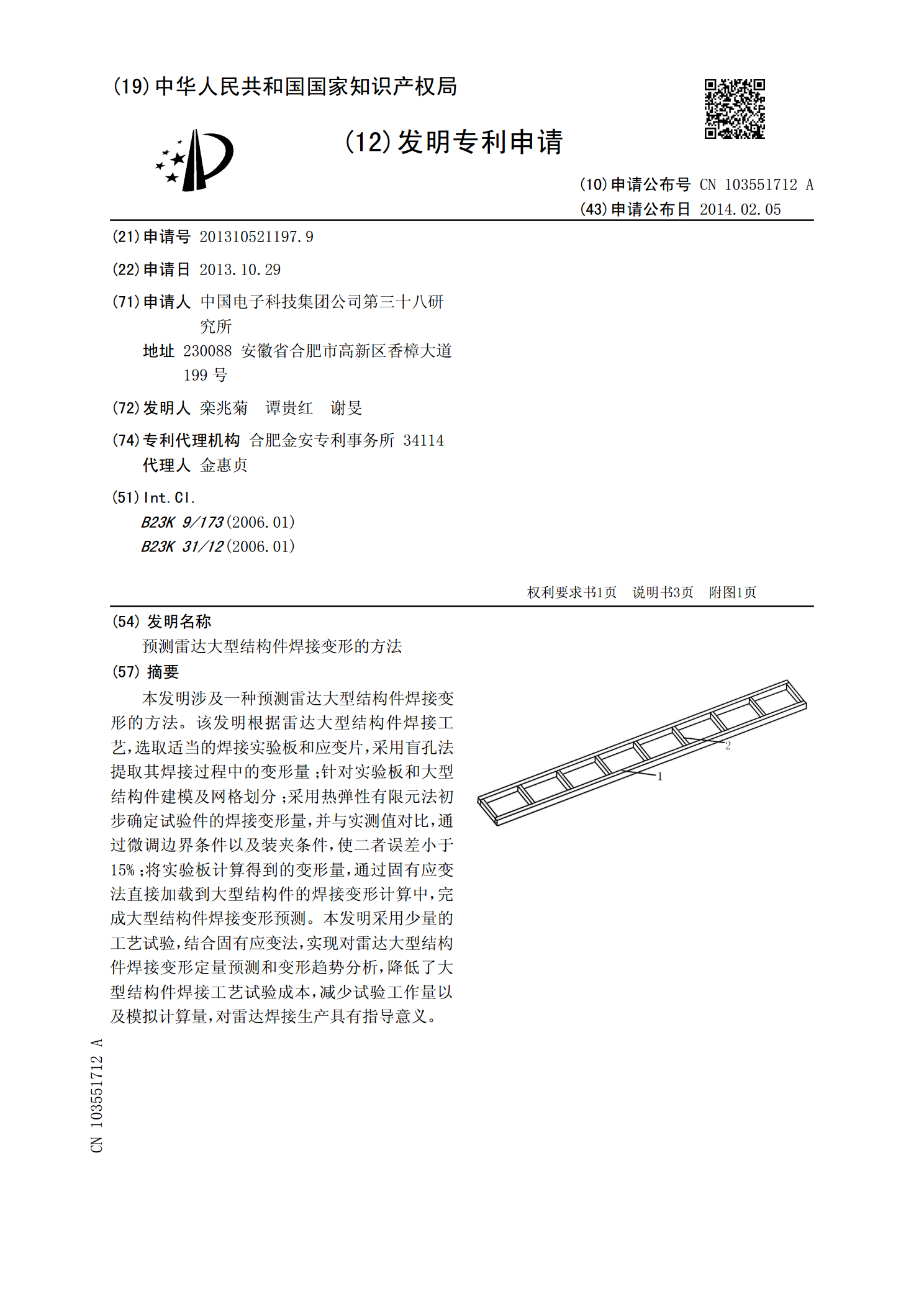
预测雷达大型结构件焊接变形的方法.pdf
本发明涉及一种预测雷达大型结构件焊接变形的方法。该发明根据雷达大型结构件焊接工艺,选取适当的焊接实验板和应变片,采用盲孔法提取其焊接过程中的变形量;针对实验板和大型结构件建模及网格划分;采用热弹性有限元法初步确定试验件的焊接变形量,并与实测值对比,通过微调边界条件以及装夹条件,使二者误差小于15%;将实验板计算得到的变形量,通过固有应变法直接加载到大型结构件的焊接变形计算中,完成大型结构件焊接变形预测。本发明采用少量的工艺试验,结合固有应变法,实现对雷达大型结构件焊接变形定量预测和变形趋势分析,降低了大型
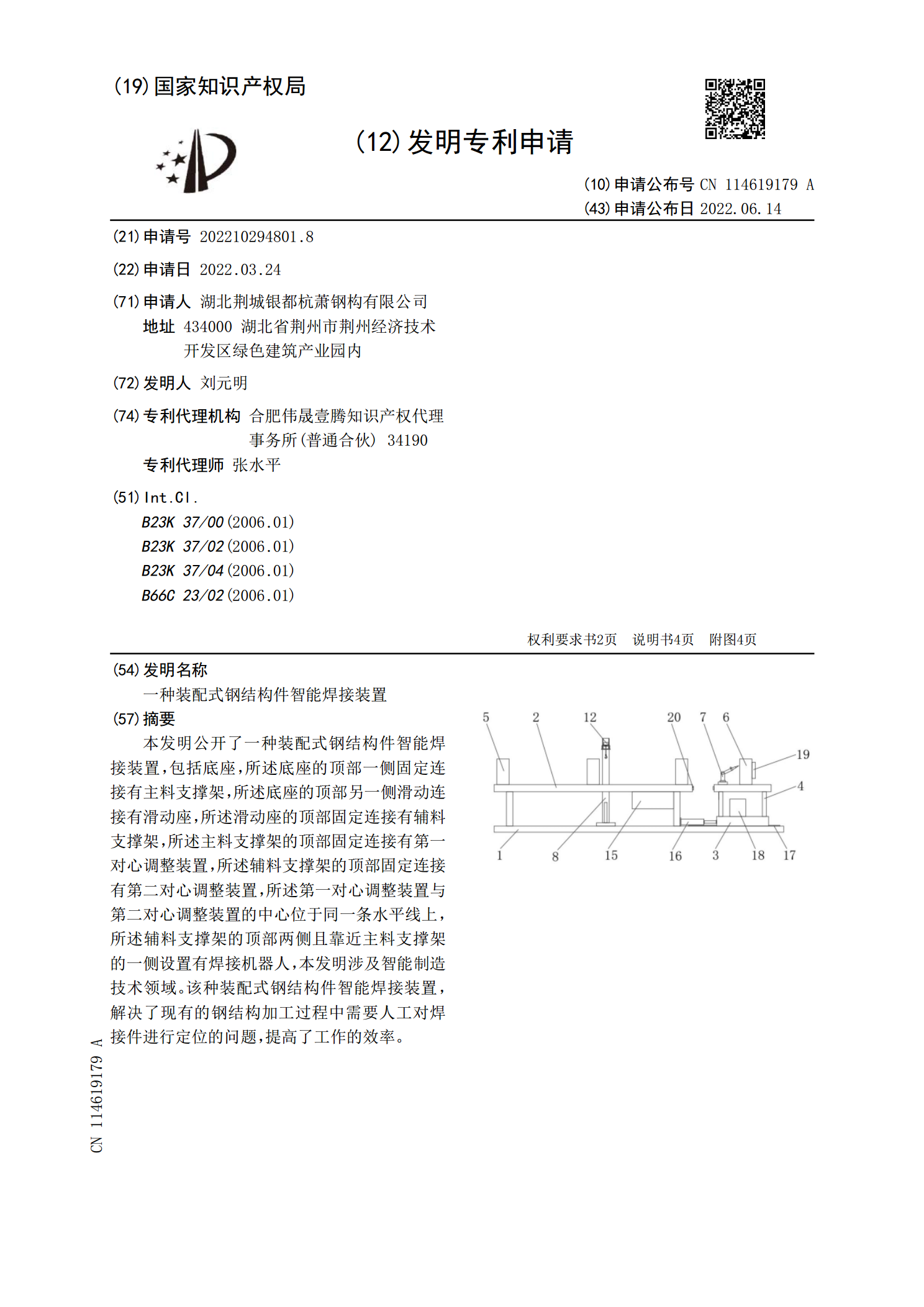
一种装配式钢结构件智能焊接装置.pdf
本发明公开了一种装配式钢结构件智能焊接装置,包括底座,所述底座的顶部一侧固定连接有主料支撑架,所述底座的顶部另一侧滑动连接有滑动座,所述滑动座的顶部固定连接有辅料支撑架,所述主料支撑架的顶部固定连接有第一对心调整装置,所述辅料支撑架的顶部固定连接有第二对心调整装置,所述第一对心调整装置与第二对心调整装置的中心位于同一条水平线上,所述辅料支撑架的顶部两侧且靠近主料支撑架的一侧设置有焊接机器人,本发明涉及智能制造技术领域。该种装配式钢结构件智能焊接装置,解决了现有的钢结构加工过程中需要人工对焊接件进行定位的问
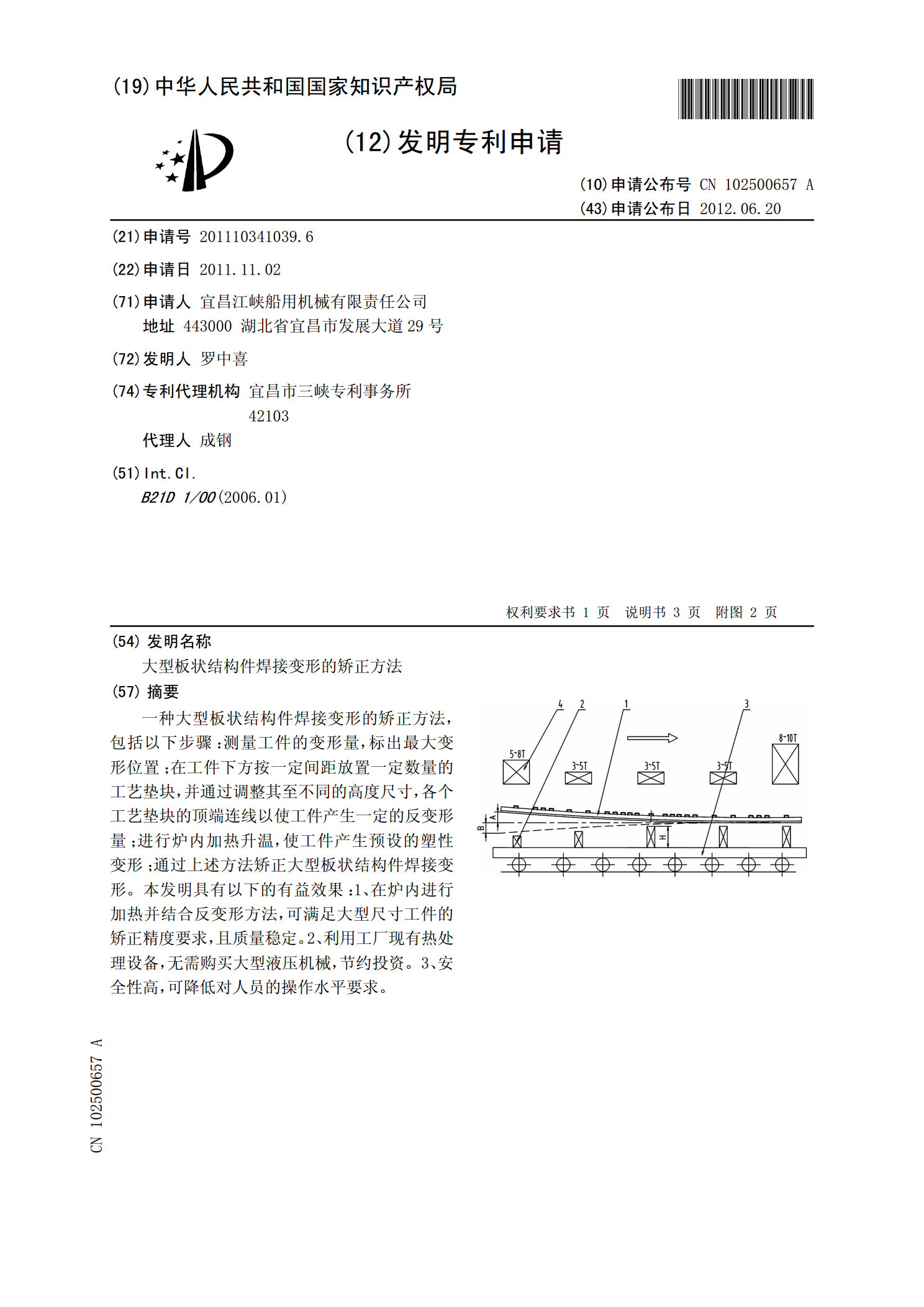
大型板状结构件焊接变形的矫正方法.pdf
一种大型板状结构件焊接变形的矫正方法,包括以下步骤:测量工件的变形量,标出最大变形位置;在工件下方按一定间距放置一定数量的工艺垫块,并通过调整其至不同的高度尺寸,各个工艺垫块的顶端连线以使工件产生一定的反变形量;进行炉内加热升温,使工件产生预设的塑性变形;通过上述方法矫正大型板状结构件焊接变形。本发明具有以下的有益效果:1、在炉内进行加热并结合反变形方法,可满足大型尺寸工件的矫正精度要求,且质量稳定。2、利用工厂现有热处理设备,无需购买大型液压机械,节约投资。3、安全性高,可降低对人员的操作水平要求。

大型焊接结构件的不退火焊接工艺.docx
大型焊接结构件的不退火焊接工艺大型焊接结构件的不退火焊接工艺引言:随着工业化的发展,大型焊接结构件在工程领域的应用日益广泛。这些大型焊接结构件通常是由多个金属材料组成的,需要进行焊接以满足工程需求。在焊接过程中,焊接工艺的选择对于保证焊接接头的强度和质量至关重要。对于不退火焊接工艺,本文将对其优势与适用范围进行探讨,并介绍常用的不退火焊接工艺及其应用实例。一、不退火焊接工艺的优势1.节省时间和成本:与传统的退火焊接工艺相比,不退火焊接工艺可以显著节省时间和成本。传统焊接过程中需要进行退火处理,以消除焊接接