
预测雷达大型结构件焊接变形的方法.pdf

秋花****姐姐

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
预测雷达大型结构件焊接变形的方法.pdf
本发明涉及一种预测雷达大型结构件焊接变形的方法。该发明根据雷达大型结构件焊接工艺,选取适当的焊接实验板和应变片,采用盲孔法提取其焊接过程中的变形量;针对实验板和大型结构件建模及网格划分;采用热弹性有限元法初步确定试验件的焊接变形量,并与实测值对比,通过微调边界条件以及装夹条件,使二者误差小于15%;将实验板计算得到的变形量,通过固有应变法直接加载到大型结构件的焊接变形计算中,完成大型结构件焊接变形预测。本发明采用少量的工艺试验,结合固有应变法,实现对雷达大型结构件焊接变形定量预测和变形趋势分析,降低了大型
大型板状结构件焊接变形的矫正方法.pdf
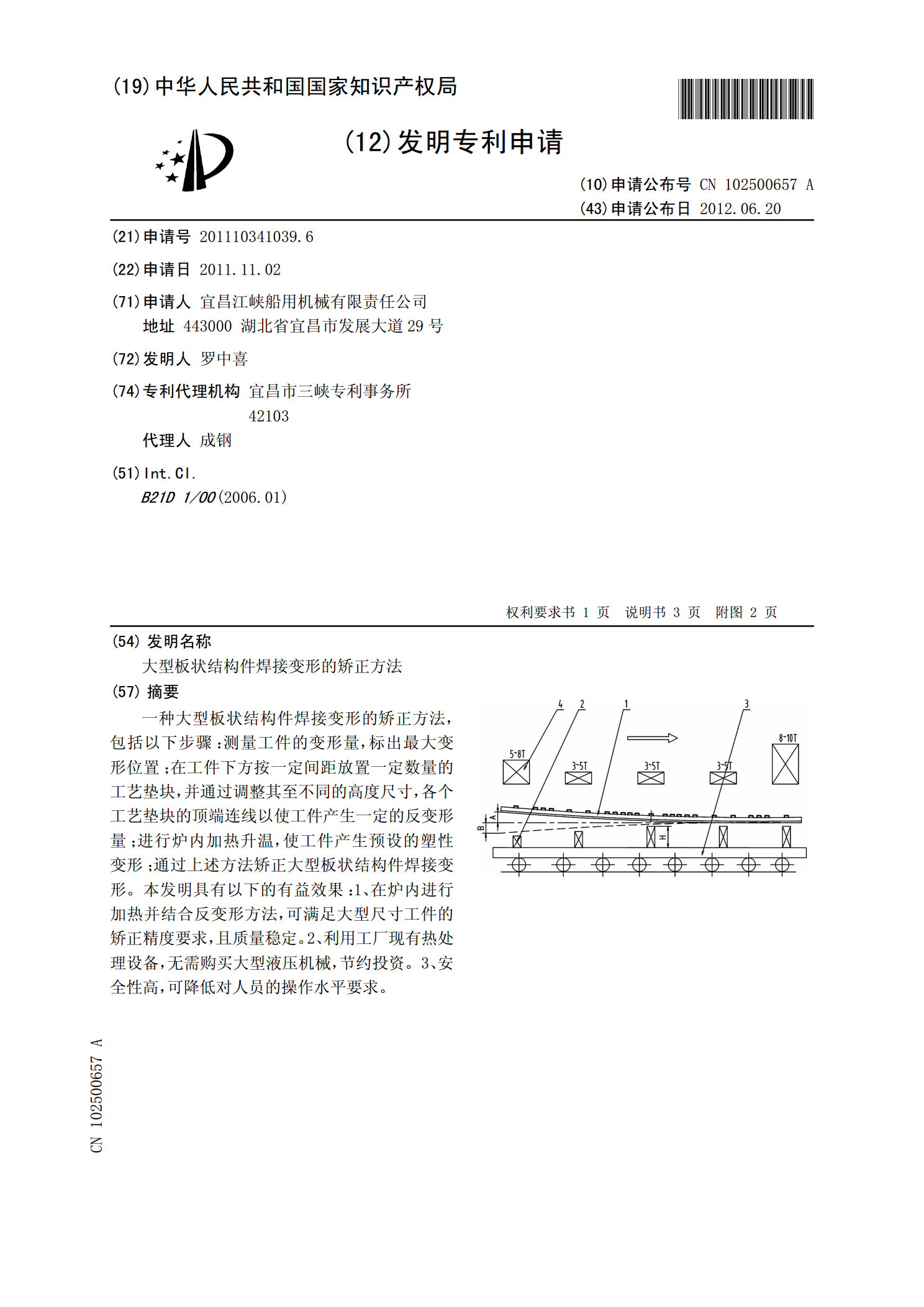
一种大型板状结构件焊接变形的矫正方法,包括以下步骤:测量工件的变形量,标出最大变形位置;在工件下方按一定间距放置一定数量的工艺垫块,并通过调整其至不同的高度尺寸,各个工艺垫块的顶端连线以使工件产生一定的反变形量;进行炉内加热升温,使工件产生预设的塑性变形;通过上述方法矫正大型板状结构件焊接变形。本发明具有以下的有益效果:1、在炉内进行加热并结合反变形方法,可满足大型尺寸工件的矫正精度要求,且质量稳定。2、利用工厂现有热处理设备,无需购买大型液压机械,节约投资。3、安全性高,可降低对人员的操作水平要求。
减少大型结构件焊接变形的工艺对策.pdf
2006年第1期酒钢科技减少大型结构件焊接变形的工艺对策碳钢冷轧项目部刘伟摘要针对工程机械中大型结构件的焊接变形问题进行了理论上的探讨.并在长期积累的工艺实践基础上。提出了减少工程机械大型结构件焊接变形的工艺对策。关键词变形残余应力热场均衡大型结构件是工程机械产品的骨骼.也是厂家设计水平的体现和制造水平的反一型结构件变形的典型映。由于结构件在承载能力、外观造型及实实例及危害现产品功能上的重要作用.在工程机械产品的设计和制造中应特别予以重视。1.1PY160C型平地机后机架的变形大型结构件因为体积庞大.焊接

减少大型结构件焊接变形的工艺对策.docx
目录:(关于焊接方面的一些材料,网上收集整理的,希望有用。)1.减少大型结构件焊接变形的工艺对策()2.焊接中防止变形和减少内应力的方法()3.长输管线自动化焊接技术()4.火力发电厂高温高压管道上管座焊接()5.锅炉、压力容器筒体上管座角焊缝焊接技术的研究()6.焊前预热及焊后热处理的作用()7.超细晶粒钢及其焊接性()8.基于动态能量平衡模式的弧焊熔透复合控制()9.某电焊机厂专用焊机电机定位改造项目()10.PLC与变频技术在滚焊机中的应用()11.螺柱焊机及其焊接工艺()12.通过高速偏转光束进行

减少大型结构件焊接变形的工艺对策.docx
目录:(关于焊接方面的一些材料,网上收集整理的,希望有用。)1.减少大型结构件焊接变形的工艺对策()2.焊接中防止变形和减少内应力的方法()3.长输管线自动化焊接技术()4.火力发电厂高温高压管道上管座焊接()5.锅炉、压力容器筒体上管座角焊缝焊接技术的研究()6.焊前预热及焊后热处理的作用()7.超细晶粒钢及其焊接性()8.基于动态能量平衡模式的弧焊熔透复合控制()9.某电焊机厂专用焊机电机定位改造项目()10.PLC与变频技术在滚焊机中的应用()11.螺柱焊机及其焊接工艺()12.通过高速偏转光束进行