
大型板状结构件焊接变形的矫正方法.pdf

音景****ka

1/7
2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型板状结构件焊接变形的矫正方法.pdf
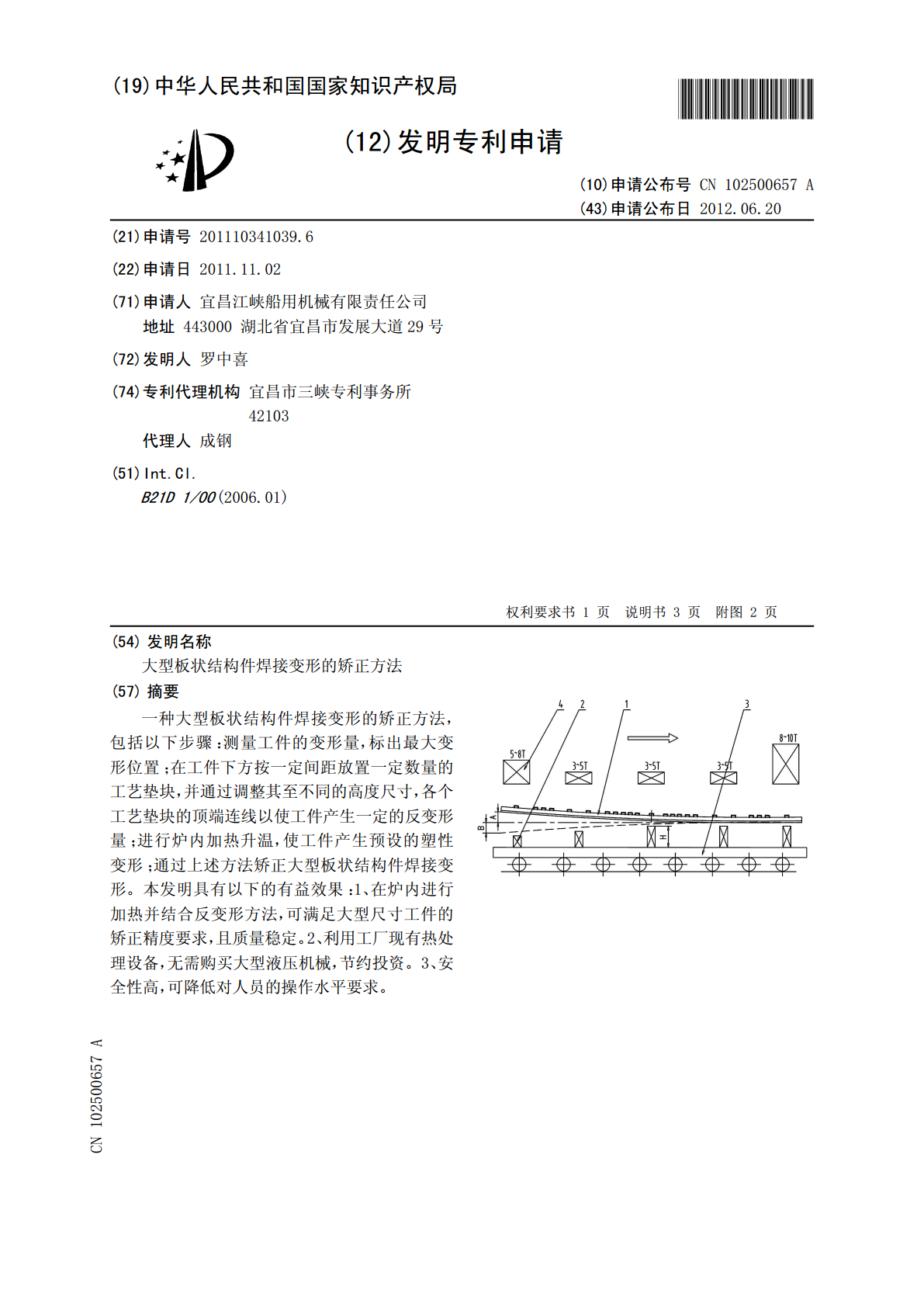
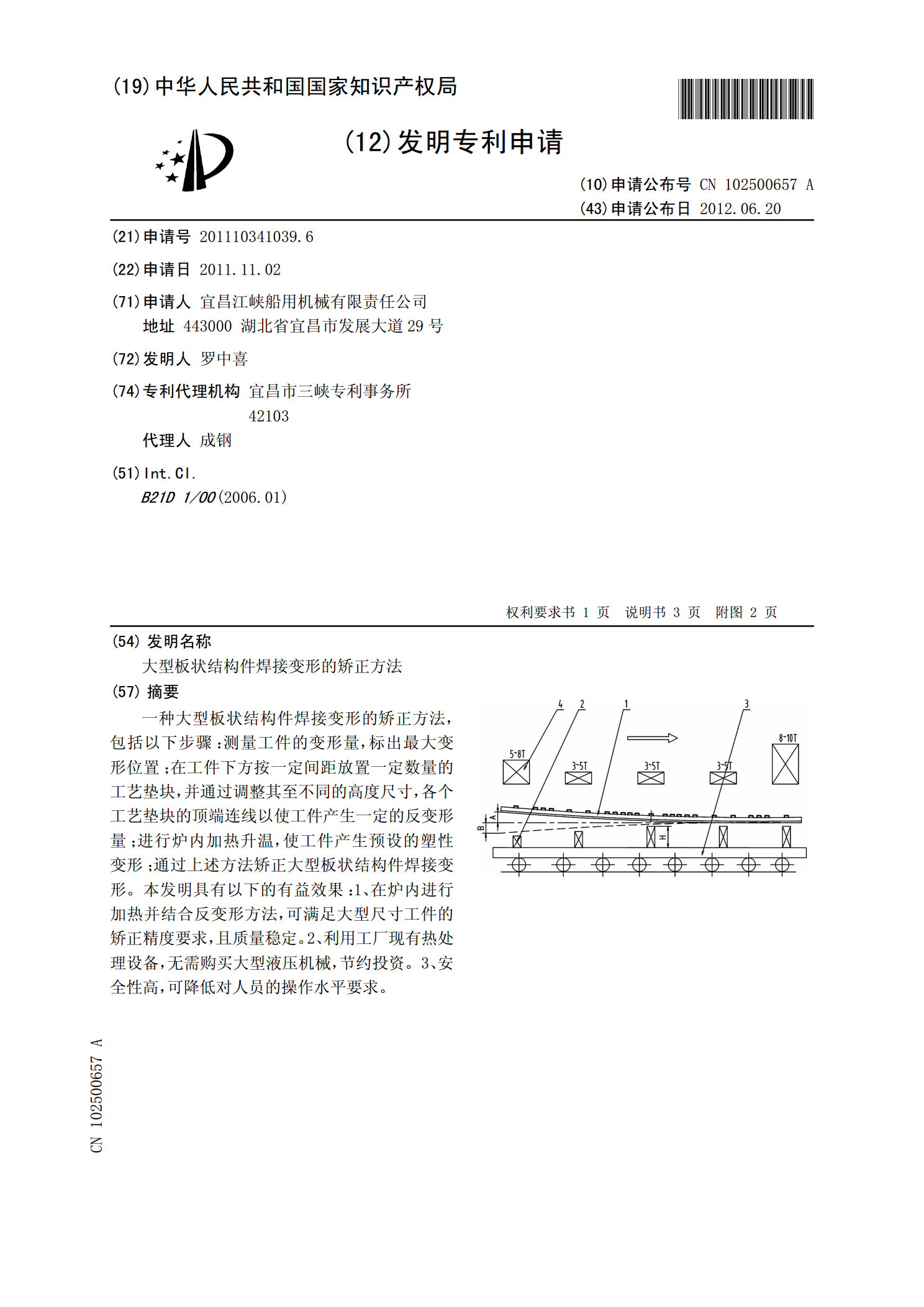
一种大型板状结构件焊接变形的矫正方法,包括以下步骤:测量工件的变形量,标出最大变形位置;在工件下方按一定间距放置一定数量的工艺垫块,并通过调整其至不同的高度尺寸,各个工艺垫块的顶端连线以使工件产生一定的反变形量;进行炉内加热升温,使工件产生预设的塑性变形;通过上述方法矫正大型板状结构件焊接变形。本发明具有以下的有益效果:1、在炉内进行加热并结合反变形方法,可满足大型尺寸工件的矫正精度要求,且质量稳定。2、利用工厂现有热处理设备,无需购买大型液压机械,节约投资。3、安全性高,可降低对人员的操作水平要求。

用于大型板状结构件矫正的方法.pdf
本发明提供一种用于大型板状结构件矫正的方法,包括以下步骤:在炉体的两侧设置多个压头装置,在炉体的至少一端设置推送装置,在炉体的顶部设有观察窗,在观察窗的上方设有采集装置;推送装置将装载台推送至炉体,采集装置采集板状结构件的轮廓数据;炉体内加热至预设温度,根据矫正方案伸出压头装置中的压头至设定位置,并维持一段时间,在维持过程中,采集装置采集板状结构件的轮廓数据,以确认矫正方案执行状态,确认矫正效果若达到,则通过推送装置拖出炉体;通过以上步骤实现大型板状结构件的矫正。通过上述的方法,能够实时或间歇的监视矫正的

用于大型板状结构件矫正的装置.pdf
本发明提供一种用于大型板状结构件矫正的装置,包括炉体,在炉体的两侧设有多个压头装置,在炉体的至少一端设有推送装置,在炉体的顶部设有观察窗,在观察窗的上方设有采集装置;还设有用于沿宽度方向竖直固定板状结构件的装载台。所述的压头装置中,压头穿过炉体侧壁,压头由用于连接驱动装置的压头座,隔热部和位于炉体内的顶推部组成,所述的隔热部通过高温胶与压头座和顶推部连接,压头座和顶推部的材质为金属材料,隔热部的材质为非金属材料。通过采用侧部压头的结构,能够提高矫正的加工精度,避免出现返工的问题。通过设置的推送装置,能够实

拉伸法矫正压型板焊接变形应用.docx
拉伸法矫正压型板焊接变形应用拉伸法矫正压型板焊接变形应用随着现代制造业的快速发展,对于各种材料的加工和制造要求越来越高。其中,金属板材是应用广泛的一种材料,常用于建筑、汽车、船舶等行业。但是在金属板材进行焊接加工时,常常会产生变形现象,这对于加工精度和质量都会产生不良影响。因此,如何避免或矫正焊接变形已成为焊接工艺研究的一个重要课题,而拉伸法矫正是目前常用的矫正方法之一。拉伸法矫正的原理是通过将板材局部拉伸,使原来压缩的部位膨胀,从而达到矫正的效果。在钢板焊接加工中,常用的拉伸法矫正方式有三种:一是通过机

浅谈薄板结构件焊接变形的控制和矫正.docx
浅谈薄板结构件焊接变形的控制和矫正【摘要】近年来我国工业制造业领域发生了翻天覆地的变化工业技术的先进化水平不断的提升。焊接技术是工业生产与制造领域一项对繁杂的结构构件进行基础加工的重要技术手段该技术应用广泛涉及领域较多是工业生产和制造领域不可缺少的技术。结构件的焊接状况的好坏与否决定着与结构件相关产品的质量。然而结构件焊接是的变形问题仍然没有的到较好的解决和控制尤其是薄板结构件的变形问题对于产品构件质量的影响巨大。本文主要探讨关于薄板结构件焊接变形的原因在此基础上进一步探讨关