
机械制造工艺基础之钻削与镗削培训课件.pptx

ca****ng

1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械制造工艺基础之钻削与镗削培训课件.pptx
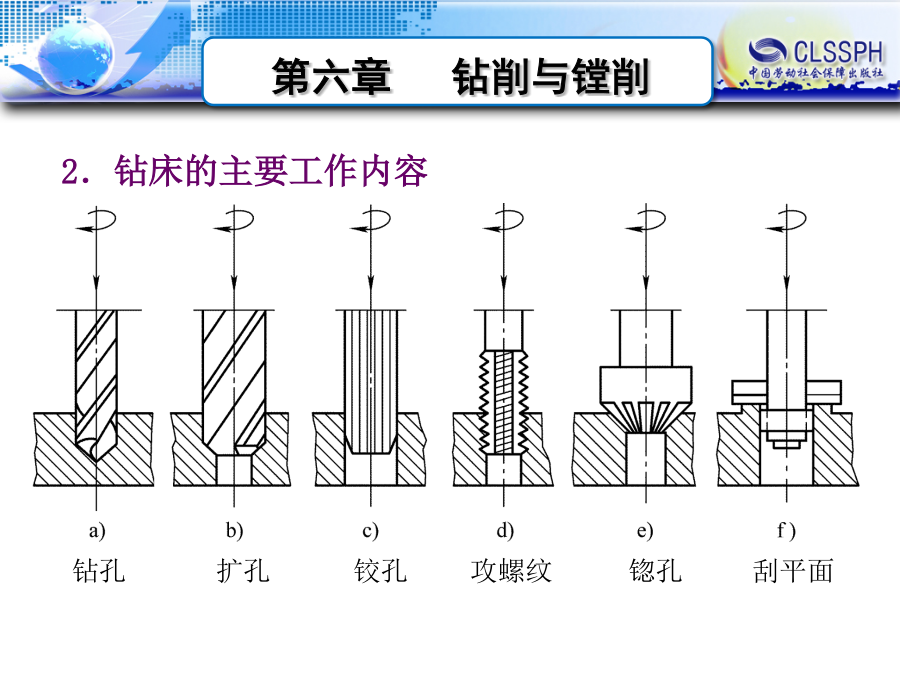
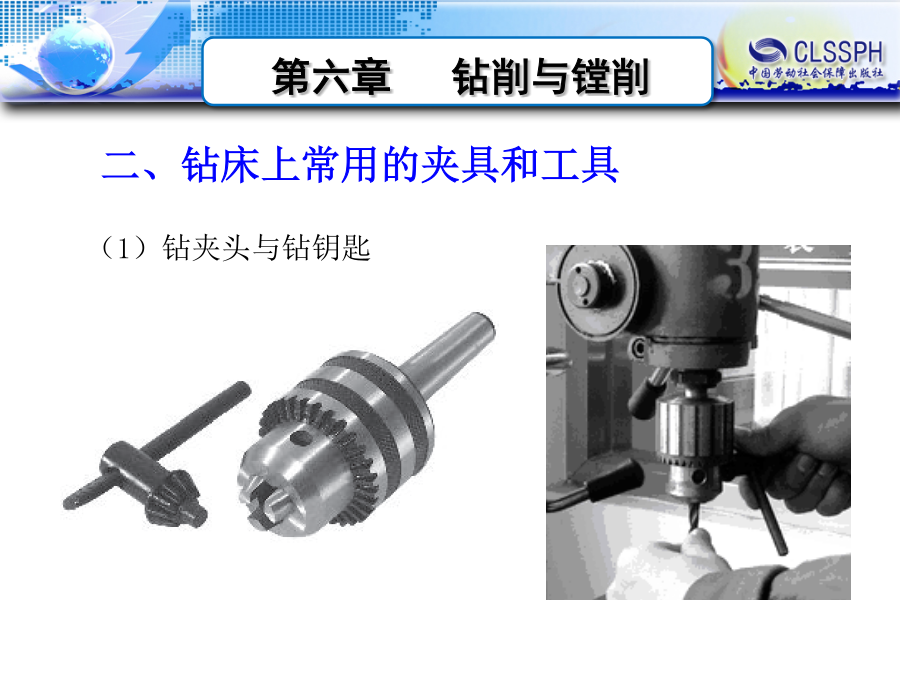
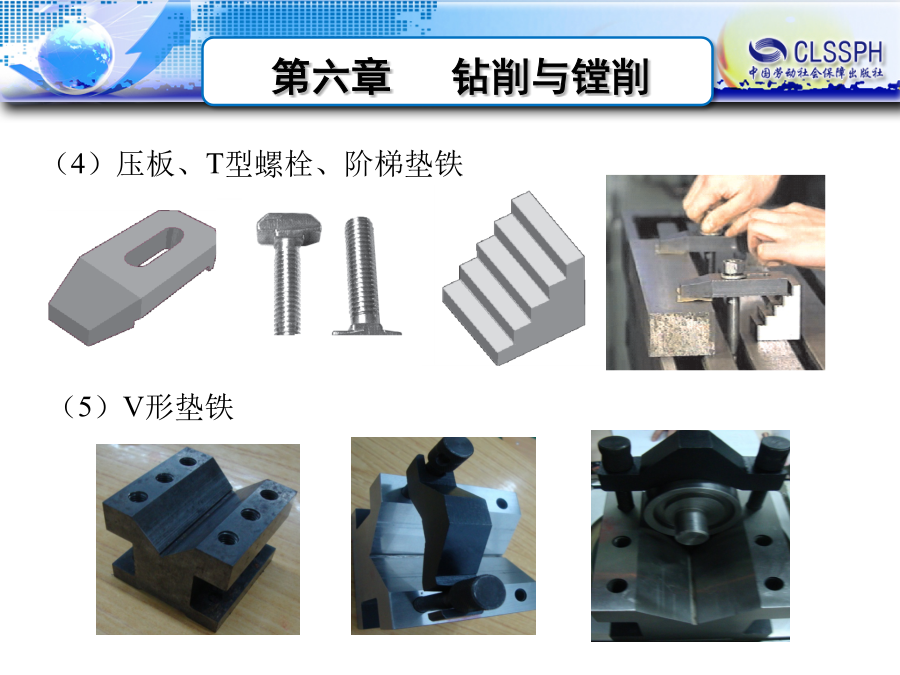
钻削——用钻头或扩孔钻在工件上加工孔的方法。包括用钻头在实体材料上加工孔的钻孔和用扩孔钻扩大已钻出(或制出)孔的孔径的扩孔。一、钻床台式钻床立式钻床摇臂钻床2.钻床的主要工作内容二、钻床上常用的夹具和工具(2)过渡锥套(4)压板、T型螺栓、阶梯垫铁三、钻床上常用的刀具2、扩孔钻4、丝锥6、锥形锪钻1.麻花钻(1)麻花钻的结构柄部:夹持部分,切削时用来传递转矩。工作部分:主要组成部分,包括切削部分与导向部分,起切削和导向作用。颈部:刀柄与刀体间的过渡部分,在麻花钻制造的磨削过程中起退刀槽作用。(2)麻花钻的

机械加工工艺基础钻削与镗削.pptx
会计学1、钻床1.立式钻床2.摇臂钻床。图11.21麻花钻的组成3、钻孔用钻头在零件的实体部位加工叫钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13-IT11,表面粗糙度Ra值为25-12.5um。钻孔时,钻头工作部分大都处在已加工表面的包围中,受空间限制:(1)工件的装夹(2)钻孔的工艺特点和应用:④钻头的两个切削刃,刃磨得不完全对称,加上工件材料的不均匀性,钻孔时的径向力不可能完全抵销。改善排屑条件:钻钢料工件时,在钻头上修磨出分屑槽,将宽的切屑分成窄条,以利于排屑。当钻深孔(L/D>5-10)时,

机械制造业钻削铰削与镗削加工.pptx
第6章钻削、铰削与镗削加工(jiāgōng)§6-1钻头(zuàntóu)和钻削加工1、麻花钻的构造(gòuzào)2、麻花钻的主要(zhǔyào)几何参数二、钻削过程(guòchéng)特点及钻削用量三、其他(qítā)钻头四、扩孔(kuòkǒnɡ)钻§6-2铰刀(jiǎodāo)和铰削加工铰刀(jiǎodāo)的基本结构如图所示2、铰削过程(guòchéng)特点§6-3镗刀和镗削加工(jiāgōng)§6-4镗床(tángchuáng)和钻床§6-5钻削夹具(jiājù)和镗床夹具(jiājù)

钻削与镗削加工.ppt
课题8钻削与镗削加工一、钻削加工(二)钻床钻床的主要类型有台式钻床、立式钻床、摇臂钻床以及专门化钻床等。1.立式钻床立式钻床又分为圆柱立式钻床、方柱立式钻床和可调多轴立式钻床三个系列。如图8-22.摇臂钻床在大型工件上钻孔,希望工件不动,钻床主轴能任意调整其位置。这就需用摇臂钻床。如图8-3(三)钻孔(2)麻花钻钻孔的方法找正和引导方式:单件小批:按划线位置钻孔。批量生产:采用专用钻床夹具利用钻套引导。钻深孔当孔的深度超过孔径三倍时,钻孔时要经常退出钻头及时排屑和冷却。在硬材料上钻孔钻孔速度不能过高,手动

第五章钻削镗削铰削与拉削.doc
个人收集整理勿做商业用途个人收集整理勿做商业用途宁波技师学院机械技术系《机械制造技术》胡岗主讲个人收集整理勿做商业用途一、引入1、本门课程的总体安排。2、本篇在这门课中的地位和作用。二、讲授新课第五章钻削、镗削、铰削与拉削孔是各种机器零件上出现最多的几何表面之一,分为非配合孔和配合孔二大类。一般孔加工采用钻、扩等加工,有一定要求的孔是在钻、扩基础上进行再进一步的镗、铰等加工。但不论是何种孔加工都具有以下一些特点:(1)部分孔加工刀具为定尺寸刀具,刀具本身精度会影响孔的加工精度。(2)孔加工刀具的切削和夹持