
手工钨极氩弧焊工艺规程.pptx

骑着****猪猪


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

手工钨极氩弧焊工艺规程.ppt
手工钨极氩弧焊工艺规程主题内容:钨极氩弧焊的焊接工艺规则及操作要求使用范围:适用于碳素钢、低碳钢的氩弧焊(如有特殊要求是应按照工艺文件施焊)焊接工艺评定:按照NB/T47014《承压设备焊接工艺评定》执行焊工:焊工应按国家技术监督部门颁发的《特种设备焊接操作人员考核细则》进行考试,合格后方可担任焊接工作。熟悉焊接工艺文件,弄清焊接位置、焊丝牌号、规格是否符合工艺文件要求。钨极铈钨极的特点耐用性高许用电流大引弧及稳弧性好放射性低直径与端部形状决定电流使用范围及电弧形态影响焊缝成型和电弧的稳定性交流即可在负半

手工钨极氩弧焊工艺规程.pptx
会计学主题内容:钨极氩弧焊的焊接工艺规则及操作要求使用范围:适用于碳素钢、低碳钢的氩弧焊(如有特殊要求是应按照工艺文件施焊)焊接工艺评定:按照NB/T47014《承压设备焊接工艺评定》执行焊工:焊工应按国家技术监督部门颁发的《特种设备焊接操作人员考核细则》进行考试,合格后方可担任焊接工作。熟悉焊接工艺文件,弄清焊接位置、焊丝牌号、规格是否符合工艺文件要求。钨极铈钨极的特点耐用性高许用电流大引弧及稳弧性好放射性低直径与端部形状决定电流使用范围及电弧形态影响焊缝成型和电弧的稳定性交流即可在负半周内产生阴极雾化
手工钨极氩弧焊工艺规程-新.xls
苏州班顺工业气体设备有限公司手工钨极氩弧焊工艺规程一编制说明1本工艺规程是本企业指导性技术文件,帮助焊接技术人员处理技术问题,并对从事手工钨极氩弧焊的工人作工艺技术指导,本工艺规程仅对碳素钢、低合金钢及奥氏体不锈钢而言。2本焊接工艺规程不能直接用于生产。焊接技术人员应根据本工艺规程编制可指导生产的焊接作业指导书或焊接工艺卡,但焊接作业指导书或焊接工艺卡中规定的各项焊接因素应符合相关焊接工艺评定的规定。3本焊接工艺规程编制时参照了焊接专业有关的各项标准。若有不符合有关标准的内容时,应以有关标准为准。二、手工

手工钨极氩弧焊工艺.doc
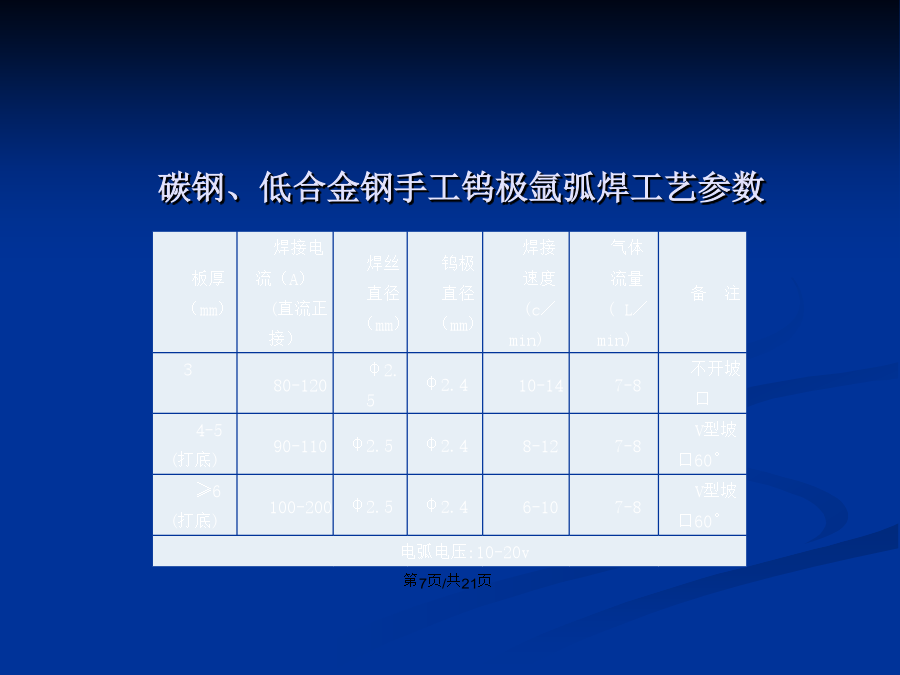
手工钨极氩弧焊工艺一、焊接前的准备1.手工钨极氩弧焊规范参数:材料厚度(mm)0.8~1.62.0~3.04~8钨极直径(mm)1.6~2.025焊接电流(A)40~9090~140150~250焊的直径(mm)1.6~2.02.0~2.52.0~3.0喷嘴直径(mm)6~88~1210~14氩气流量(L/min)0~98~1215~20(注:氩气的纯度不低于99.9%)2.焊件的情况焊件应用三氯乙烯汽相干洗或用机械方法即用不锈钢丝刷、刮刀等进行表面处理,去除油垢和其它杂质。3.焊料A1Si4311(铝硅

手工钨极氩弧焊的操作规程.docx
手工钨极氩弧焊的操作规程手工钨极氩弧焊的操作规程之相关制度和职责,1准备工作(1熟悉图样及工艺规程,掌握施焊位置、尺寸和要求,合理地选择施焊方法及顺序。(2清理好工作场地,准备好辅助工具和防护用品。(3检查设备。焊机上的调整机构、导线、电缆及接地是否良...准备工作(1熟悉图样及工艺规程,掌握施焊位置、尺寸和要求,合理地选择施焊方法及顺序。(2清理好工作场地,准备好辅助工具和防护用品。(3检查设备。焊机上的调整机构、导线、电缆及接地是否良好;手把绝缘是否良好,地线与工件连接是否可靠;水路、气路是否畅通;高