
手工钨极氩弧焊工艺规程.ppt

as****16

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

手工钨极氩弧焊工艺规程.ppt
手工钨极氩弧焊工艺规程主题内容:钨极氩弧焊的焊接工艺规则及操作要求使用范围:适用于碳素钢、低碳钢的氩弧焊(如有特殊要求是应按照工艺文件施焊)焊接工艺评定:按照NB/T47014《承压设备焊接工艺评定》执行焊工:焊工应按国家技术监督部门颁发的《特种设备焊接操作人员考核细则》进行考试,合格后方可担任焊接工作。熟悉焊接工艺文件,弄清焊接位置、焊丝牌号、规格是否符合工艺文件要求。钨极铈钨极的特点耐用性高许用电流大引弧及稳弧性好放射性低直径与端部形状决定电流使用范围及电弧形态影响焊缝成型和电弧的稳定性交流即可在负半

手工钨极氩弧焊知识.docx
手工钨极氩弧焊知识讲座一、手工钨极氩弧焊工艺1.手工钨极氩弧工艺特点(1)工作原理钨极氩弧焊是采用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法,如下图所示。通过钨极与工件之间产生电弧,利用从焊枪喷嘴中喷出的氩气流在电弧区形成严密封闭的气层,使电极和金属熔池与空气隔离,以防止空气的侵入。同时利用电弧热来熔化基本金属和填充焊丝形成熔池。液态金属熔池凝固后形成焊缝。由于氩气是一种惰性气体,不与金属起化学反应,所以能充分保护金属熔池不被氧化。同时氩气在高温时不溶于液态金属中,所以焊缝不易生成气孔
钨极氩弧焊工艺.doc
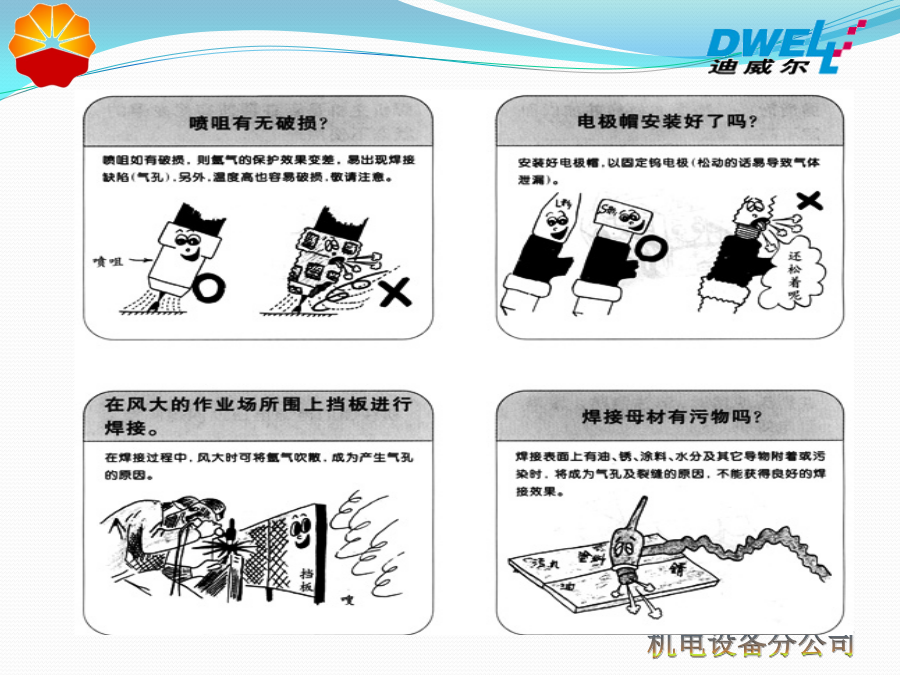
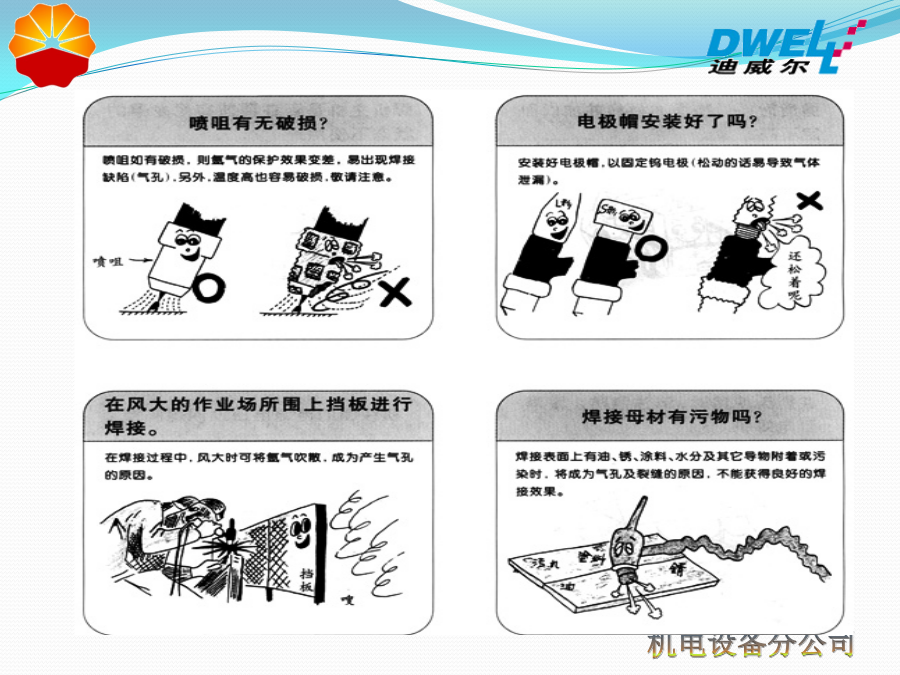
钨极氩弧焊工艺1.焊前准备因钨极氩弧焊的抗气孔能力最弱,必须在焊前要对焊接工件进行清理。去除工件上的油污,氧化膜等等,以保证焊缝质量。2.焊接参数的选择钨极氩弧焊的焊接参数,主要包括焊接电流,电弧电压,焊接速度,电极直径,保护气体流量和喷嘴口径等等参数,可参照资料查询,再通过试焊来确定。钨极氩弧焊可以使用交流,直流和脉冲电流,以适应不同材料的焊接要求。a.交流钨极氩弧焊在焊接铝、镁及其合金时,一般都选择交流钨极氩弧焊。这样,可利用交流电流的负半波的阴极清理作用去除氧化膜,又可利用正半波冷却钨极来增加熔深。

钨极氩弧焊工艺.doc
钨极氩弧焊工艺1.焊前准备因钨极氩弧焊的抗气孔能力最弱,必须在焊前要对焊接工件进行清理。去除工件上的油污,氧化膜等等,以保证焊缝质量。2.焊接参数的选择钨极氩弧焊的焊接参数,主要包括焊接电流,电弧电压,焊接速度,电极直径,保护气体流量和喷嘴口径等等参数,可参照资料查询,再通过试焊来确定。钨极氩弧焊可以使用交流,直流和脉冲电流,以适应不同材料的焊接要求。a.交流钨极氩弧焊在焊接铝、镁及其合金时,一般都选择交流钨极氩弧焊。这样,可利用交流电流的负半波的阴极清理作用去除氧化膜,又可利用正半波冷却钨极来增加熔深。

手工脉冲钨极氩弧焊施工工艺及应用.doc
手工脉冲钨极氩弧焊施工工艺及应用序言脉冲氩弧焊是一种新旳焊接工艺,采用低频调制旳直流或交流(有“阴极破碎”作用,合用于焊接铝、镁及其合金)脉冲电流加热工件。尤其是直流脉冲氩弧焊,应用范围相称广泛,其中手工脉冲直流氩弧焊在安装行业有巨大旳应用前景。合用范围合用于单面焊双面成形焊接工件,尤其是在薄壁工件旳焊接上更是有无与伦比旳优势。重要特点与一般氩弧焊相比,脉冲氩弧焊旳特点表目前:0直流脉冲氩弧焊电流波形IbIaIt|-ta-|-tb-|可以精确地控制对工件热量旳输入和熔池旳尺寸,提高焊缝抗烧穿和保持熔池旳能