
一种铝合金轮辋空腔旋压模具及空腔旋压方法.pdf

春景****23


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金轮辋空腔旋压模具及空腔旋压方法.pdf
本发明提供了一种铝合金轮辋空腔旋压模具及方法,其包括下模(1)、顶料器(2)、上尾顶(3)、旋压毛坯(4)、定位凸台(4-1)、上模(5)、连接螺栓(6)和链接套筒(7),其特征在于:顶料器(2)安装下模(1)上,上尾顶(3)安装在上模(5)中,上模(5)通过连接螺栓(6)与链接套筒(7)连接;下模(1)在待加工轮毂毛坯的接触面上包括定位凸台(4-1);并且下模(1)的顶面与待加工轮毂毛坯的轮盘面贴合,且与待加工轮毂的轮辋之间有间隙。本发明的模具和方法的优点在于,开创了一种新的铝合金旋压方法,为企业工艺技
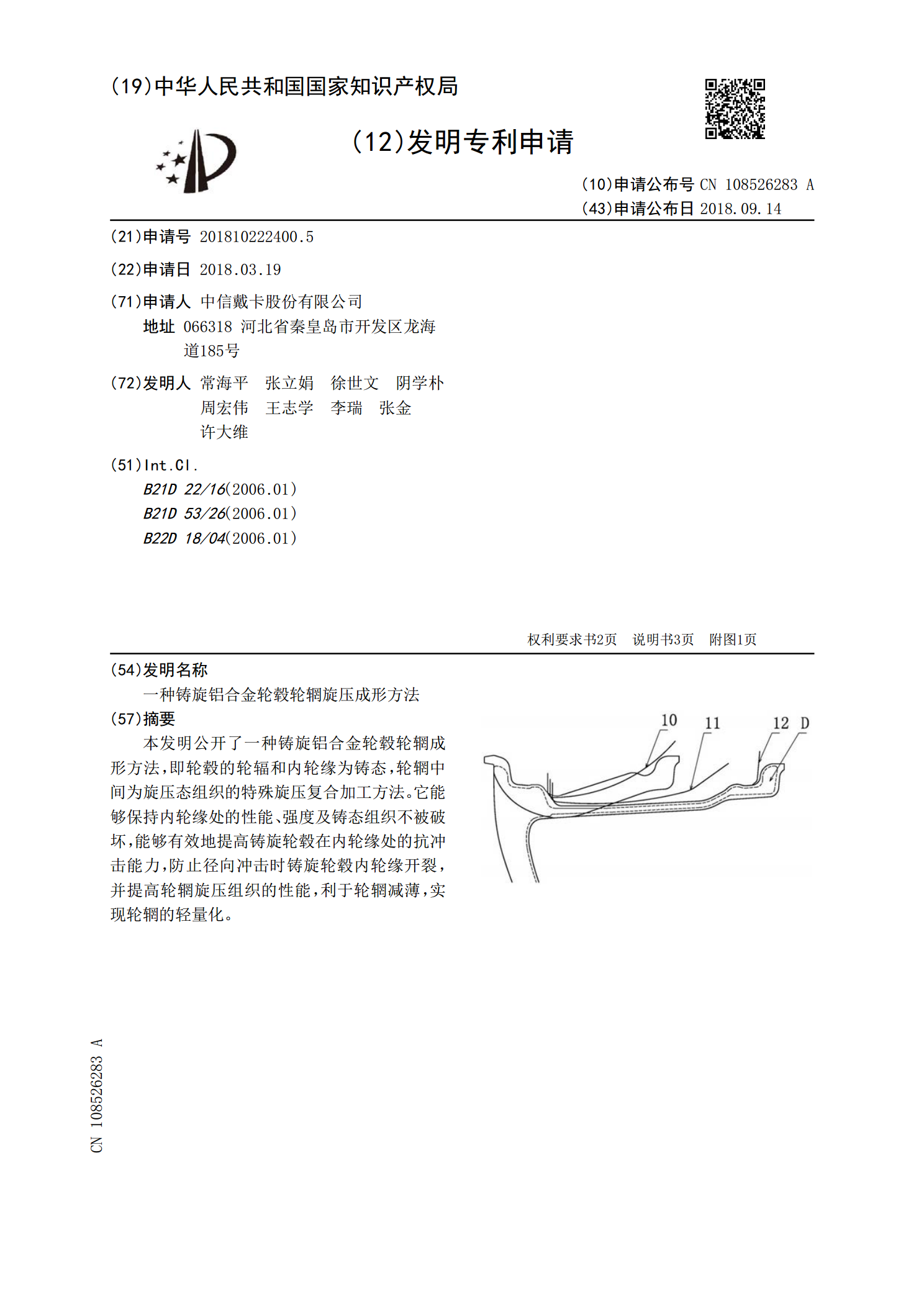
一种铸旋铝合金轮毂轮辋旋压成形方法.pdf
本发明公开了一种铸旋铝合金轮毂轮辋成形方法,即轮毂的轮辐和内轮缘为铸态,轮辋中间为旋压态组织的特殊旋压复合加工方法。它能够保持内轮缘处的性能、强度及铸态组织不被破坏,能够有效地提高铸旋轮毂在内轮缘处的抗冲击能力,防止径向冲击时铸旋轮毂内轮缘开裂,并提高轮辋旋压组织的性能,利于轮辋减薄,实现轮辋的轻量化。

一种轮辋旋压装置的专用模具.pdf
本发明公开了一种轮辋旋压装置的专用模具,包括A模具和B模具,所述A模具和B模具的内端对接组成的与轮辋相匹配的模具主体,所述A模具和B模具的外端分别通过A连接件、B连接件连接于车削装置的旋转主轴、从动轴,所述A模具上设有锁紧器,所述B模具上设有与锁紧器的锁头相配合的限位装置。本发明通过锁紧器使加工过程中A模具和B模具不会相互弹开产生间隙,降低旋压装置的损伤,确保加工出的轮辋合格率;结构简单,降低对A模具和B模具两侧施加的单向或双向压力的要求,降低设备的制造和运行成本,从而节约轮毂的制造成本,提高企业的经济效
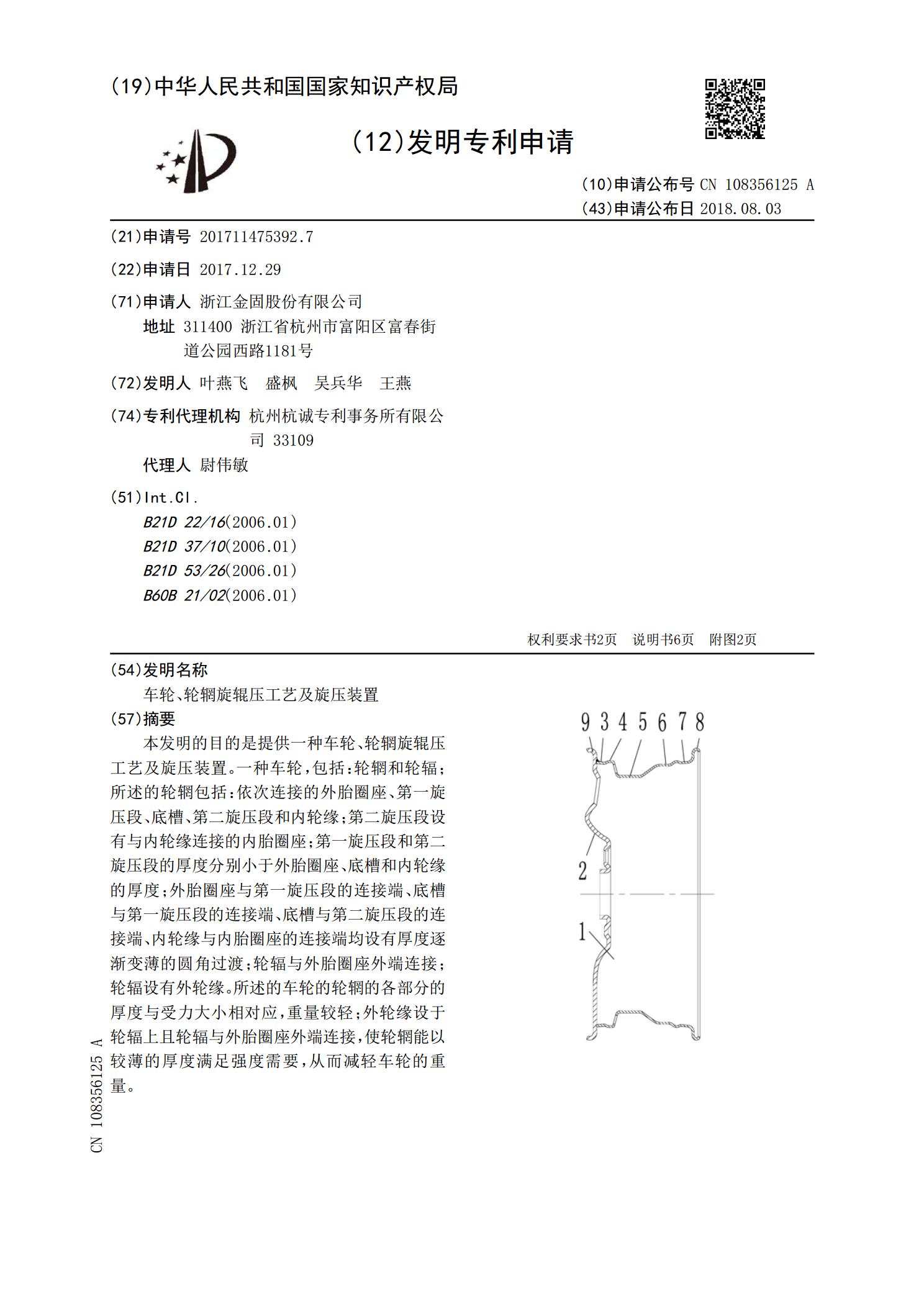
车轮、轮辋旋辊压工艺及旋压装置.pdf
本发明的目的是提供一种车轮、轮辋旋辊压工艺及旋压装置。一种车轮,包括:轮辋和轮辐;所述的轮辋包括:依次连接的外胎圈座、第一旋压段、底槽、第二旋压段和内轮缘;第二旋压段设有与内轮缘连接的内胎圈座;第一旋压段和第二旋压段的厚度分别小于外胎圈座、底槽和内轮缘的厚度;外胎圈座与第一旋压段的连接端、底槽与第一旋压段的连接端、底槽与第二旋压段的连接端、内轮缘与内胎圈座的连接端均设有厚度逐渐变薄的圆角过渡;轮辐与外胎圈座外端连接;轮辐设有外轮缘。所述的车轮的轮辋的各部分的厚度与受力大小相对应,重量较轻;外轮缘设于轮辐上

一种无缝旋压式铝合金轮辋的制备方法.pdf
本发明公开了一种无缝旋压式铝合金轮辋的制备方法,采用与轮辋直径相同、轴向长度为轮辋轴向长度60%~80%、体积大于轮辋体积的铝合金挤压管,经旋压使其长度延展、体积缩小得到轮辋。本发明采用等径、较短且体积略大的铝合金挤压管来制作轮辋,一方面挤压管质地均匀,内应力很小,制作出的轮辋不存在木桶效应,从而优化轮辋的重量和原料成本;另一方面挤压制品的强度接近锻造,成本还低,挤压管经旋压使其轴向长度延展的同时,体积也会缩小,即变得更加致密,进一步提高强度,有利于进一步降低轮辋的重量及原料成本。