
一种低生热、高导热的工程巨胎基部胶材料及其制备方法.pdf

St****36


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种低生热、高导热的工程巨胎基部胶材料及其制备方法.pdf
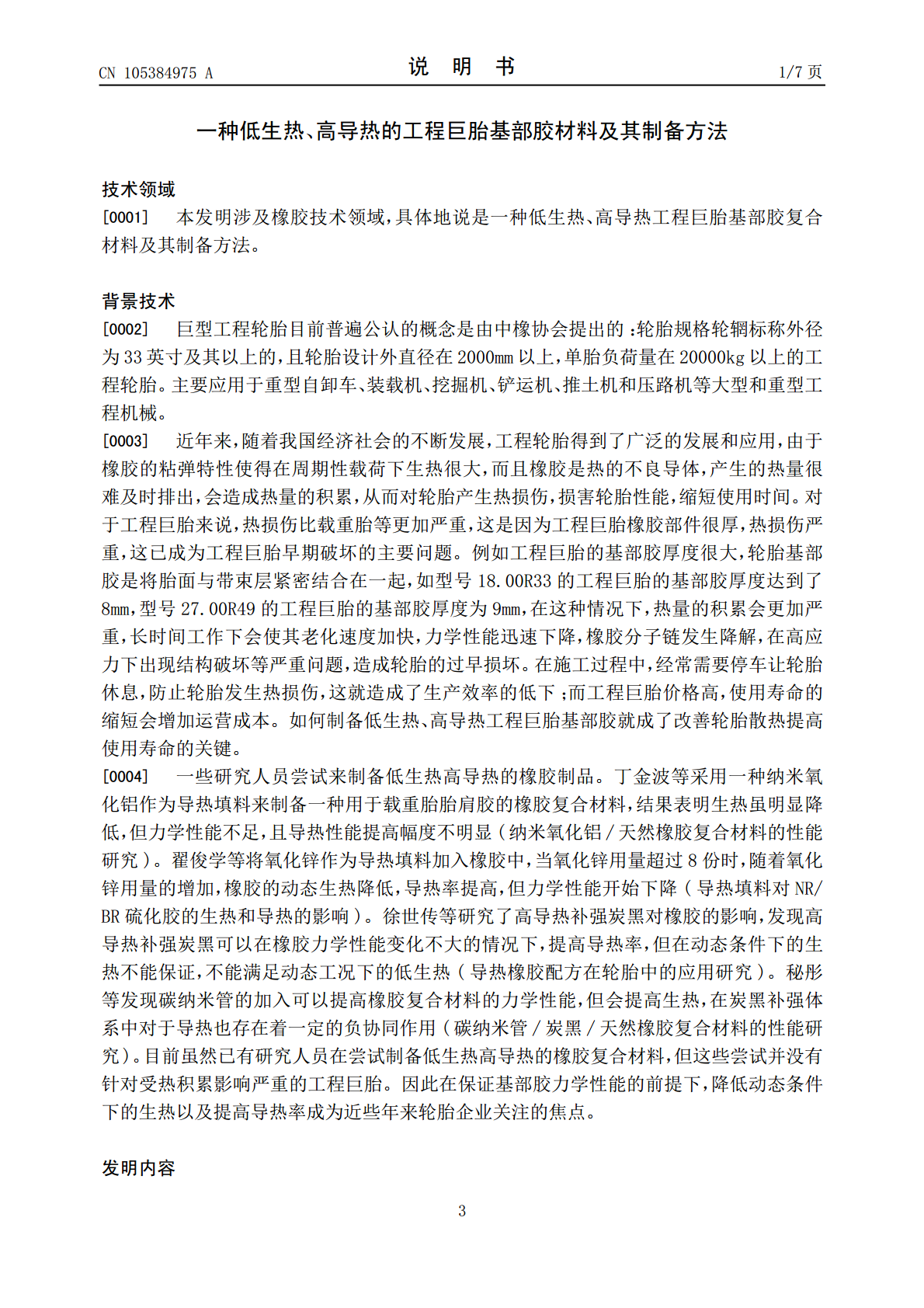
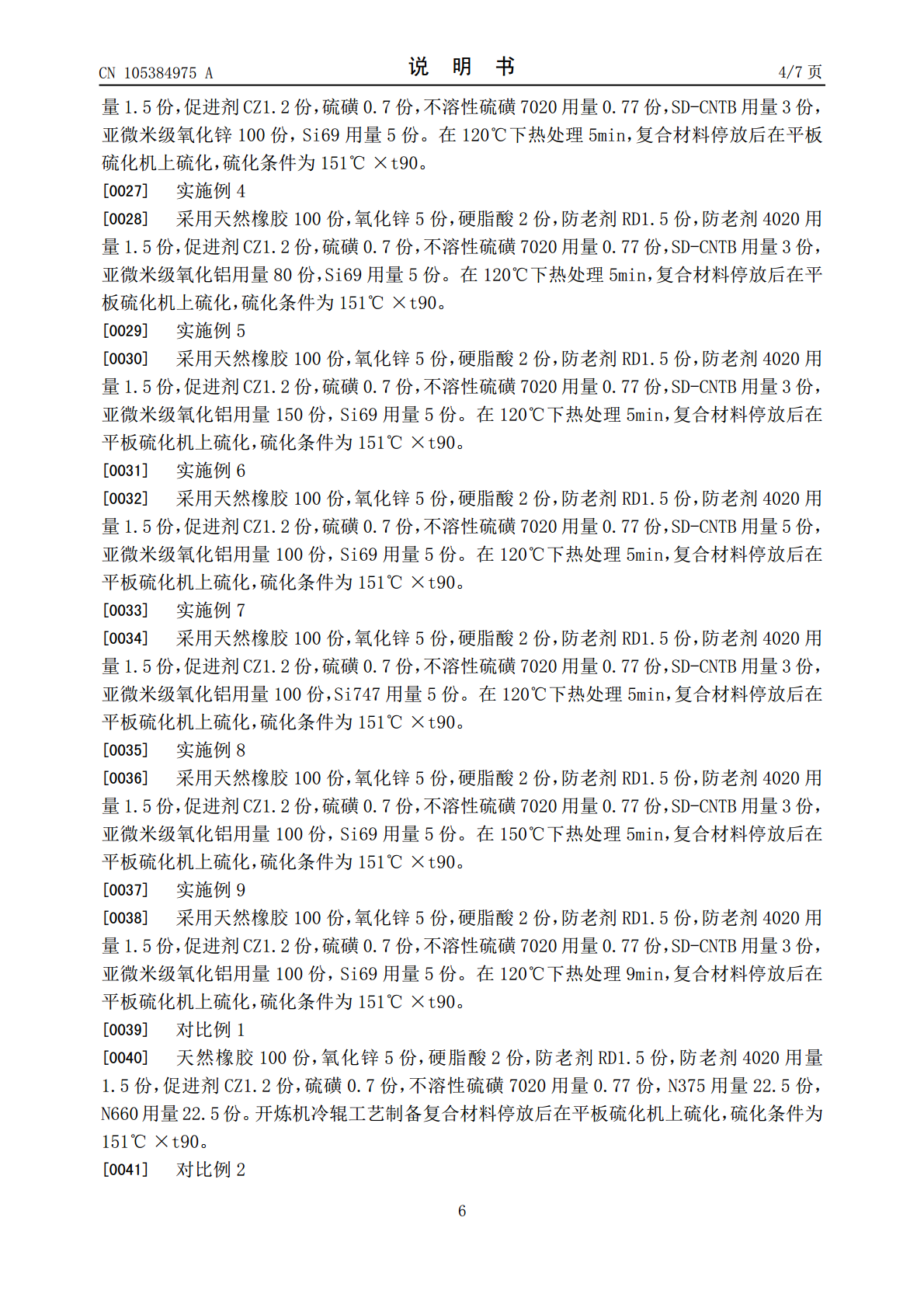
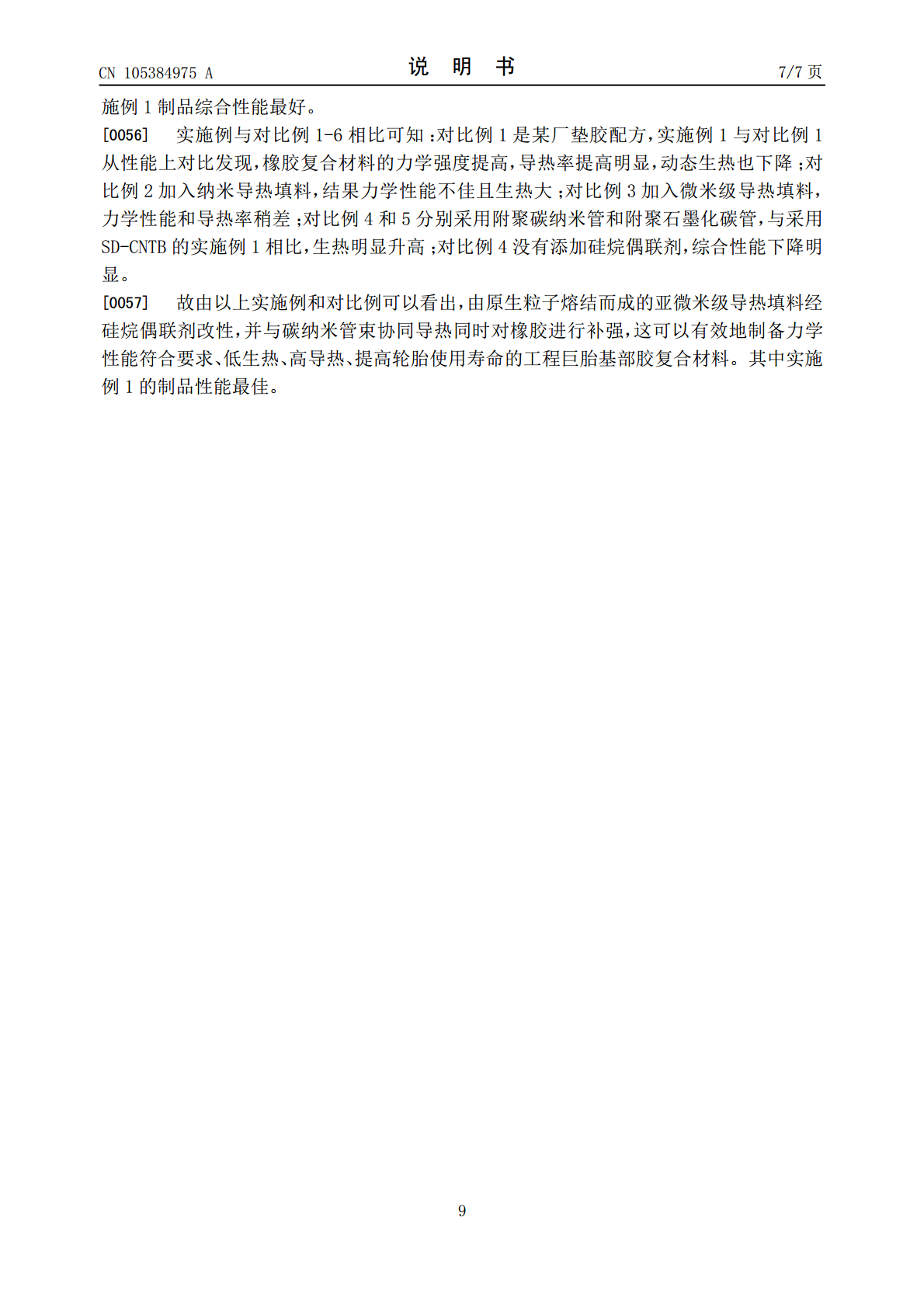
本发明涉及橡胶技术领域,具体地说是一种低生热、高导热工程巨胎基部胶复合材料及其制备方法。其特征是:配合比例以重量份计,天然橡胶100份,亚微米级无机导热填料80-200份,碳纳米管束1到10份,硅烷偶联剂1-10份,氧化锌1-5份,硬脂酸1-3份,防老剂2-5份,促进剂1-3份,硫磺0.5-3份,不溶性硫磺0.5-3份。制备方法:胶料采用密炼机进行塑炼后,分数次加入氧化锌、硬脂酸、防老剂、硅烷偶联剂、亚微米级无机导热填料、碳纳米管束等,每次添加后混炼时间为30-60s,混炼温度范围在50-100℃,升温并
一种低生热高导热轮胎基部胶橡胶组合物及其混炼方法和轮胎.pdf
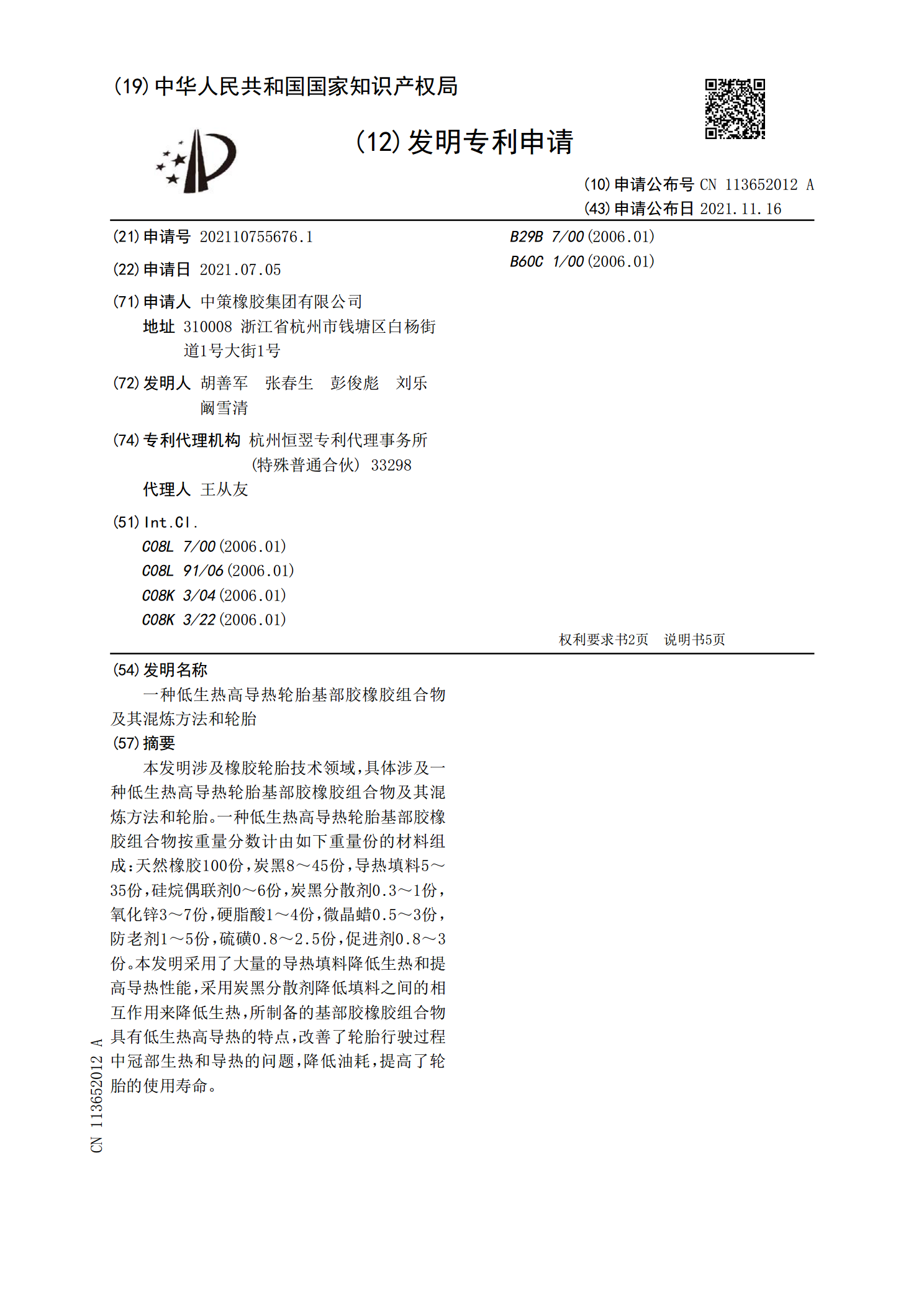
本发明涉及橡胶轮胎技术领域,具体涉及一种低生热高导热轮胎基部胶橡胶组合物及其混炼方法和轮胎。一种低生热高导热轮胎基部胶橡胶组合物按重量分数计由如下重量份的材料组成:天然橡胶100份,炭黑8~45份,导热填料5~35份,硅烷偶联剂0~6份,炭黑分散剂0.3~1份,氧化锌3~7份,硬脂酸1~4份,微晶蜡0.5~3份,防老剂1~5份,硫磺0.8~2.5份,促进剂0.8~3份。本发明采用了大量的导热填料降低生热和提高导热性能,采用炭黑分散剂降低填料之间的相互作用来降低生热,所制备的基部胶橡胶组合物具有低生热高导热
一种低生热、抗疲劳基部胶配方及其制备方法.pdf
本发明属于轮胎配方技术领域,具体涉及一种低生热、抗疲劳基部胶配方及其制备方法,所述低生热、抗疲劳基部胶配方,按重量份数计,包括天然橡胶80~100份、顺丁橡胶0~20份、炭黑N33015~25份、纳米黏土15~30份、ZnO4~5份、硬脂酸1.9~2.1份,防老剂2~3份、硫磺1.0~1.8份、促进剂1~2份、防焦剂CTP0.2~0.5份;通过母炼和终炼两个阶段得到低生热、抗疲劳轮胎基部胶配方混炼胶。本发明的配方所得混炼胶在保持低生热的同时,增强了基部胶的抗疲劳破坏性能,提升了轮胎的耐久性能。
一种低压缩生热轮胎胎面基部胶复合材料及其制备方法.pdf
一种低压缩生热轮胎胎面基部胶复合材料及其制备方法。本发明属于橡胶材料及其制备领域。本发明为解决现有橡胶材料压缩生热和永久形变性能较差的技术问题。本发明的复合材料由烯烃类橡胶、炭黑、氧化锌、硬脂酸、硫磺、防老剂、促进剂制备而成,其中烯烃类橡胶由天然橡胶、顺丁橡胶和高支化丁戊橡胶混合而成。本发明通过在橡胶配方中引入高支化丁戊橡胶,显著降低了本发明所述橡胶复合材料压缩生热值和压缩永久形变,从而提升了轮胎的高速性能,为高性能轮胎的制造提供了新型胎面基部胶的备选胶种。

一种低生热胎面贯通型基部胶配方.pdf
本发明提供一种低生热胎面贯通型基部胶配方,其技术方案为:在传统的胎面胶下层加低生热基部胶配方,使胎面胶与基部胶紧密结合为一个整体,降低了轮胎肩部在使用中的生热,该配方配比为:白炭黑与硅烷偶联剂配比为:5:1。本发明的有益效果:提高了轮胎的使用寿命,降低了事故的发生率,提高了产品质量及企业效益,且节能环保,适合普遍推广使用。