
一种油冷却器.pdf

是翠****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种油冷却器.pdf
本发明公开了一种油冷却器,包括罐体,所述罐体的上部设有上封头,所述罐体的下部设有下封头,罐体的中部一侧设有冷液出口,另一侧设有冷液进口,罐体内设有冷液通道,所述上封头上部的两侧分别设有一热油进口,上封头内壁设有两块关于冷液通道中心轴对称的疏导板,所述下封头下部设有机座,下部的中间设有冷油出口,所述冷液进口的颈部设有齿轮槽,并于一齿轮轴杆相啮合,所述齿轮轴杆的一端连接一动力装置。通过改变热油和冷液的热交换方式,增大了热传递量,进而提高了换热效率,使油冷却器具备优异的冷却功能。同时,本发明的油冷却器结构简单紧

油冷却器.pdf
本发明提供一种油冷却器,实现热交换效率的提高以及设计自由度的提高。油冷却器(1)具有层叠多个芯板(6、7)并且在各自之间交替构成板间油流路和板间冷却水流路的热交换部(2)。芯板(6、7)具有油所流动的三个油通过孔(15)和冷却水所流动的三个冷却水通过孔(16)。油以及冷却水分别在热交换部(2)内一边沿着与芯板层叠方向正交的方向改变流动的方向U形转弯,一边作为整体向芯板层叠方向流动。油冷却器(1)在芯板层叠方向的单侧的端部形成有油导入部(17)和油排出部(18)这双方,并且形成有冷却水导入部(19)和冷却水
油冷却器.pdf
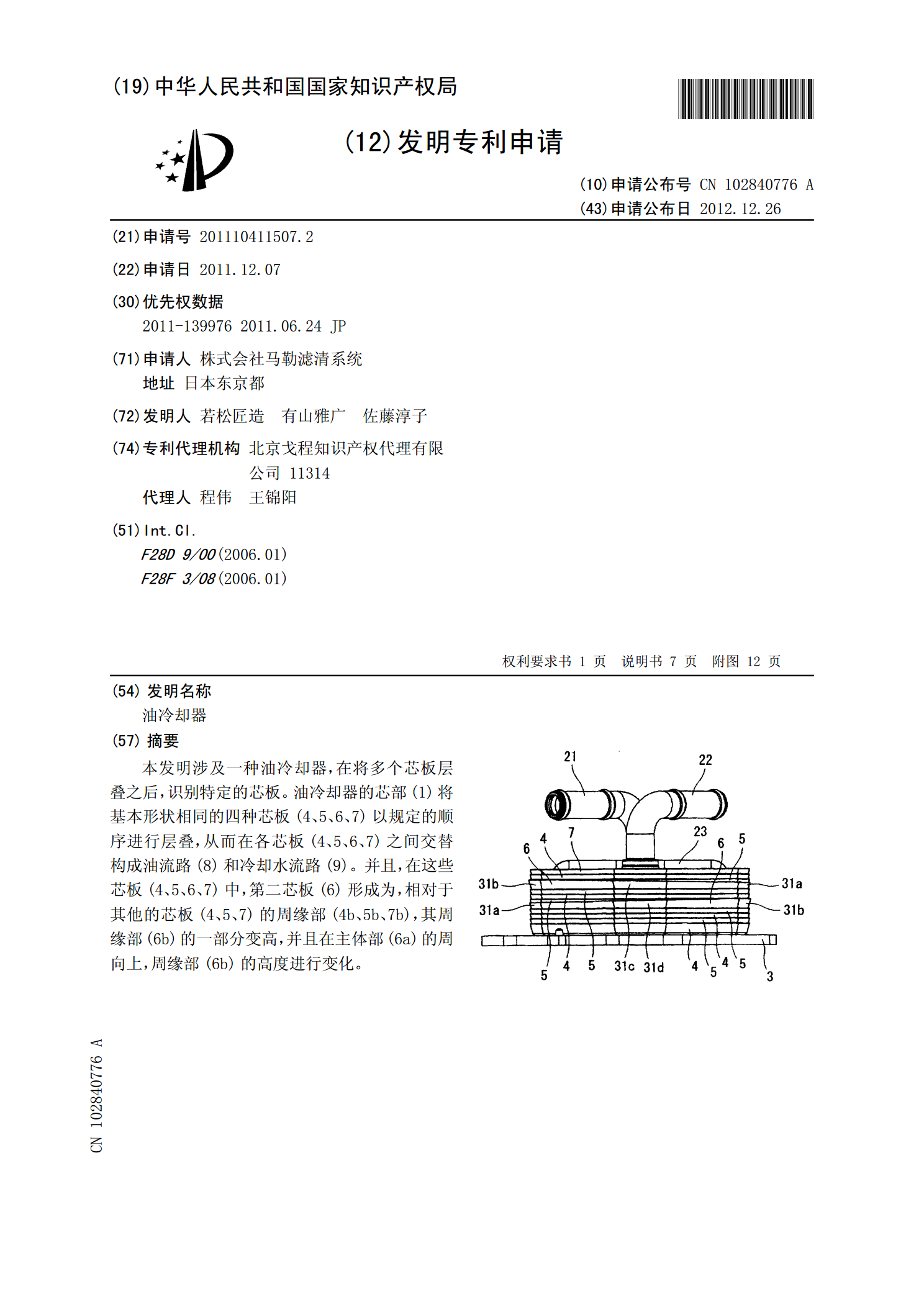
本发明涉及一种油冷却器,在将多个芯板层叠之后,识别特定的芯板。油冷却器的芯部(1)将基本形状相同的四种芯板(4、5、6、7)以规定的顺序进行层叠,从而在各芯板(4、5、6、7)之间交替构成油流路(8)和冷却水流路(9)。并且,在这些芯板(4、5、6、7)中,第二芯板(6)形成为,相对于其他的芯板(4、5、7)的周缘部(4b、5b、7b),其周缘部(6b)的一部分变高,并且在主体部(6a)的周向上,周缘部(6b)的高度进行变化。
一种用于变压器油冷却器的排油装置.pdf
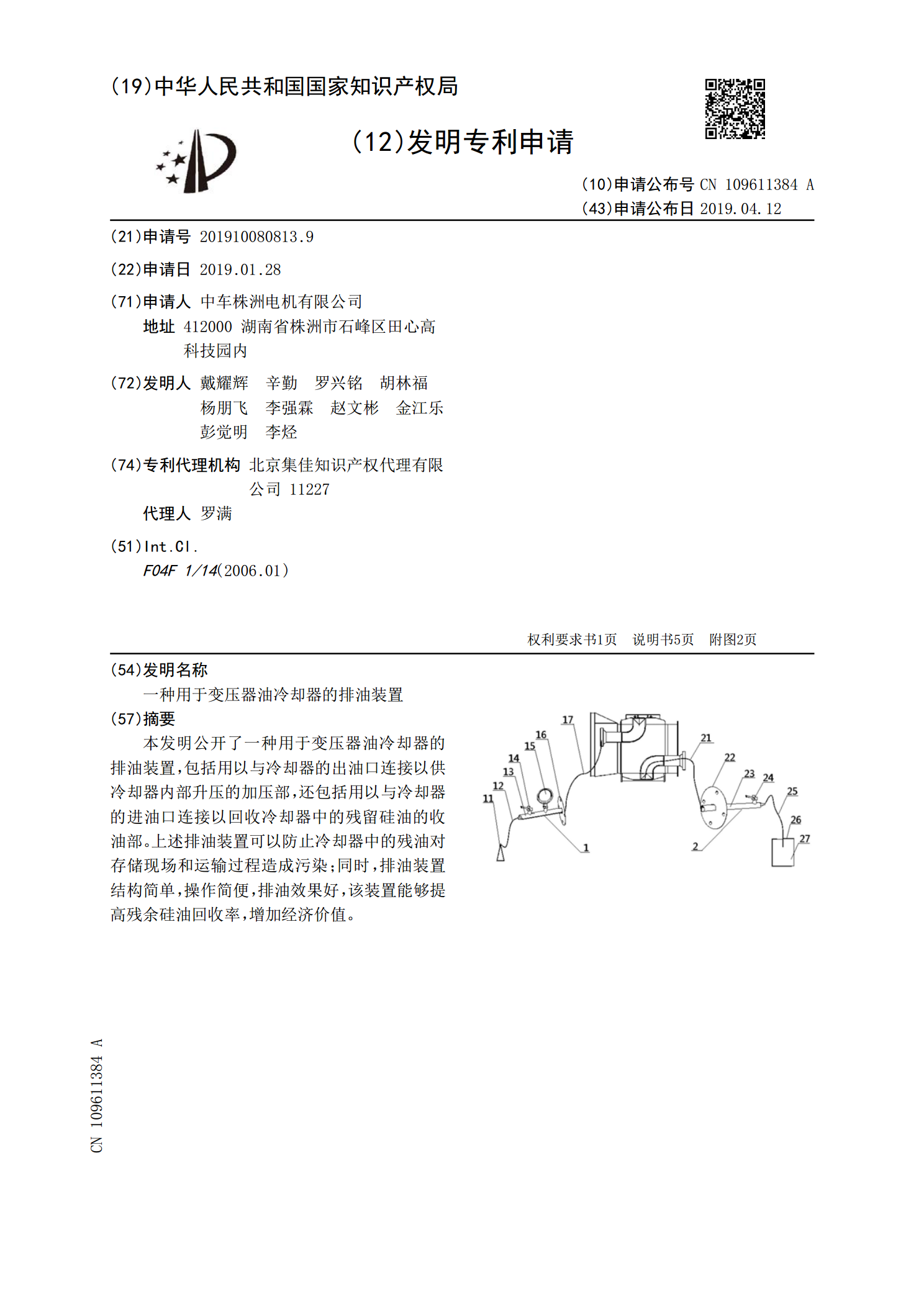
本发明公开了一种用于变压器油冷却器的排油装置,包括用以与冷却器的出油口连接以供冷却器内部升压的加压部,还包括用以与冷却器的进油口连接以回收冷却器中的残留硅油的收油部。上述排油装置可以防止冷却器中的残油对存储现场和运输过程造成污染;同时,排油装置结构简单,操作简便,排油效果好,该装置能够提高残余硅油回收率,增加经济价值。

油冷却器模块.pdf
本发明涉及一种油冷却器模块(1),具有:过滤器装置(2),其具有过滤器外壳凹腔(3),在所述过滤器外壳凹腔(3)中布置有环形过滤器元件(4),所述环形过滤器元件(4)将未加工侧(5)与清洁侧(6)分开,其中所述过滤器外壳凹腔(3)包括用于插入所述环形过滤器元件(4)的开口(7);热交换器(8),其用于对油(11)进行温度控制,包括基板(9)。对于本发明重要的是,所述过滤器装置(2)经由其过滤器外壳凹腔(3)直接并且紧密地连接至所述热交换器(8)的所述基板(9),使得所述基板(9)封闭所述过滤器外壳凹腔(3