
一种转角铝型材挤压模具.pdf

梦影****主a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转角铝型材挤压模具.pdf
本发明公开了一种转角铝型材挤压模具,包括上模和下模,所述的上模包括模芯,下模包括与转角铝型材的外轮廓相贴合的焊合室,上模与下模合模,上模的模芯与下模的焊合室之间形成成型转角铝型材的工作带;所述的模芯四周的上模中设置有与转角铝型材的四边相对应的四个分流孔,分流孔与分流孔之间为分流桥,所述的分流孔采用平行斜入式结构,所述的分流孔与模芯在竖直方向形成部分重叠,且转角铝型材的圆弧相邻边相对应的分流孔与模芯重叠面积S5小于或等于直边相对应的分流孔与模芯重叠面积S6的1.5倍。本发明的转角铝型材挤压模具,模具强度大为
一种铝型材挤压模具.pdf
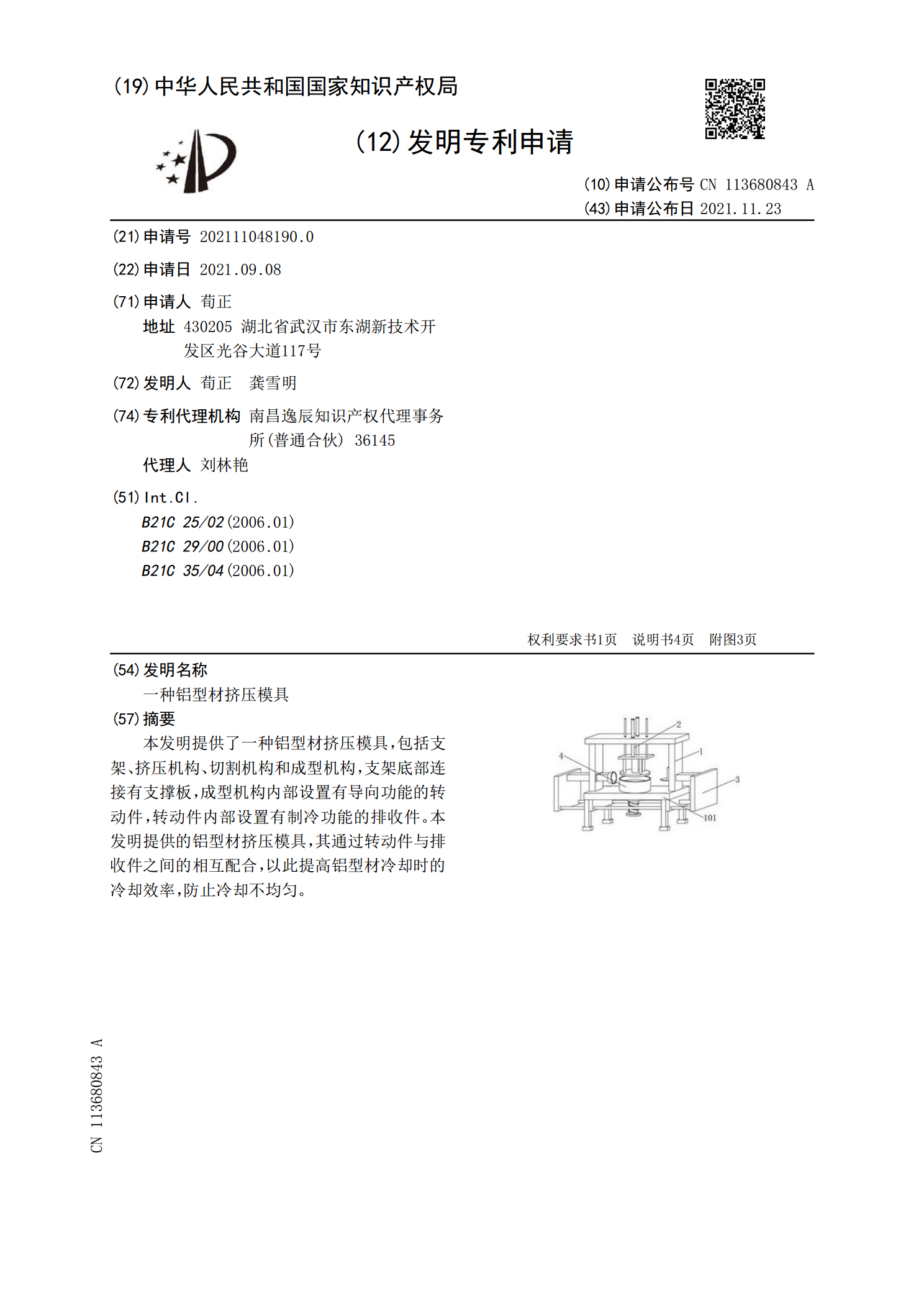
本发明提供了一种铝型材挤压模具,包括支架、挤压机构、切割机构和成型机构,支架底部连接有支撑板,成型机构内部设置有导向功能的转动件,转动件内部设置有制冷功能的排收件。本发明提供的铝型材挤压模具,其通过转动件与排收件之间的相互配合,以此提高铝型材冷却时的冷却效率,防止冷却不均匀。
一种铝型材挤压模具.pdf
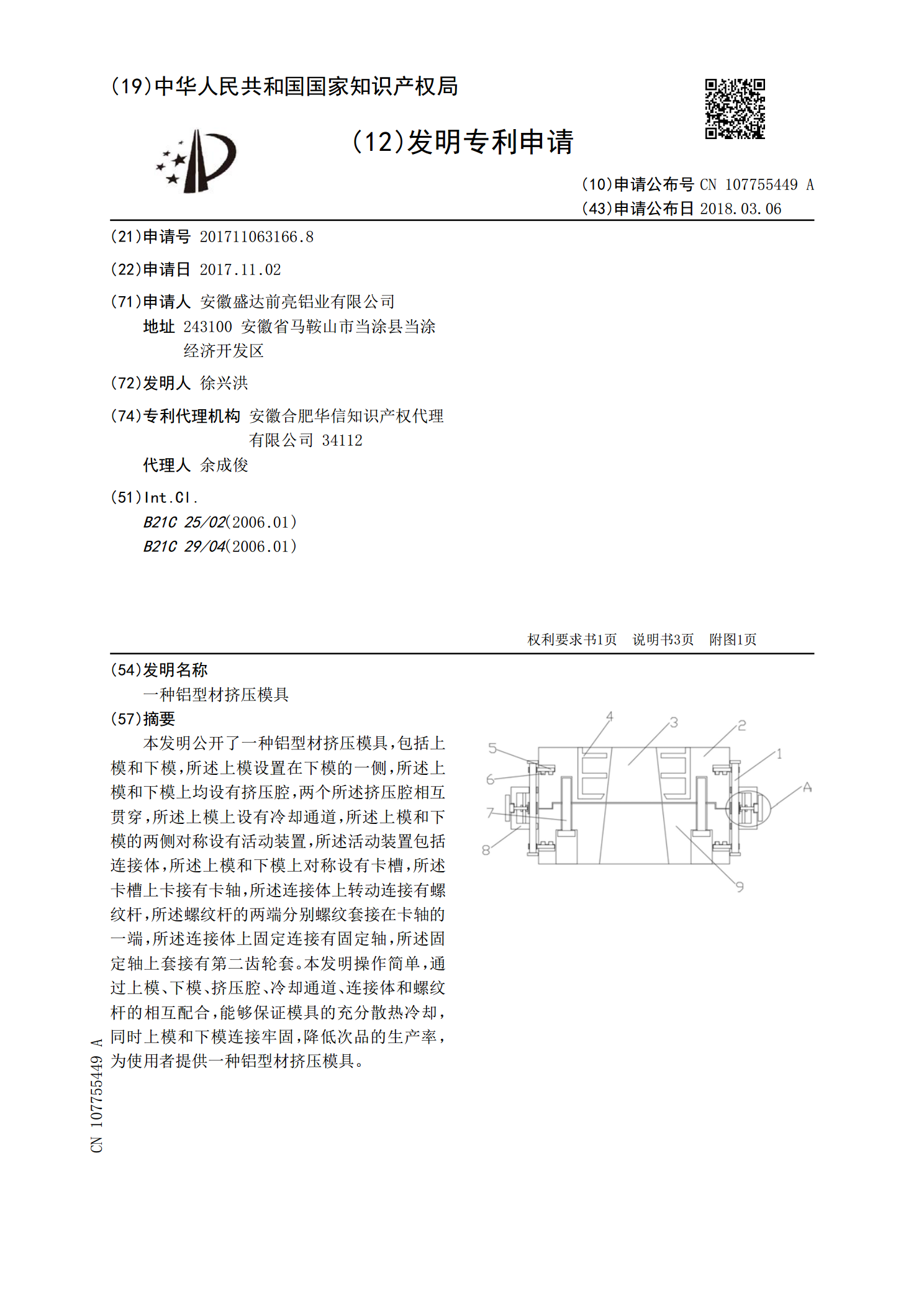
本发明公开了一种铝型材挤压模具,包括上模和下模,所述上模设置在下模的一侧,所述上模和下模上均设有挤压腔,两个所述挤压腔相互贯穿,所述上模上设有冷却通道,所述上模和下模的两侧对称设有活动装置,所述活动装置包括连接体,所述上模和下模上对称设有卡槽,所述卡槽上卡接有卡轴,所述连接体上转动连接有螺纹杆,所述螺纹杆的两端分别螺纹套接在卡轴的一端,所述连接体上固定连接有固定轴,所述固定轴上套接有第二齿轮套。本发明操作简单,通过上模、下模、挤压腔、冷却通道、连接体和螺纹杆的相互配合,能够保证模具的充分散热冷却,同时上模
一种铝型材挤压模具及其挤压工艺.pdf
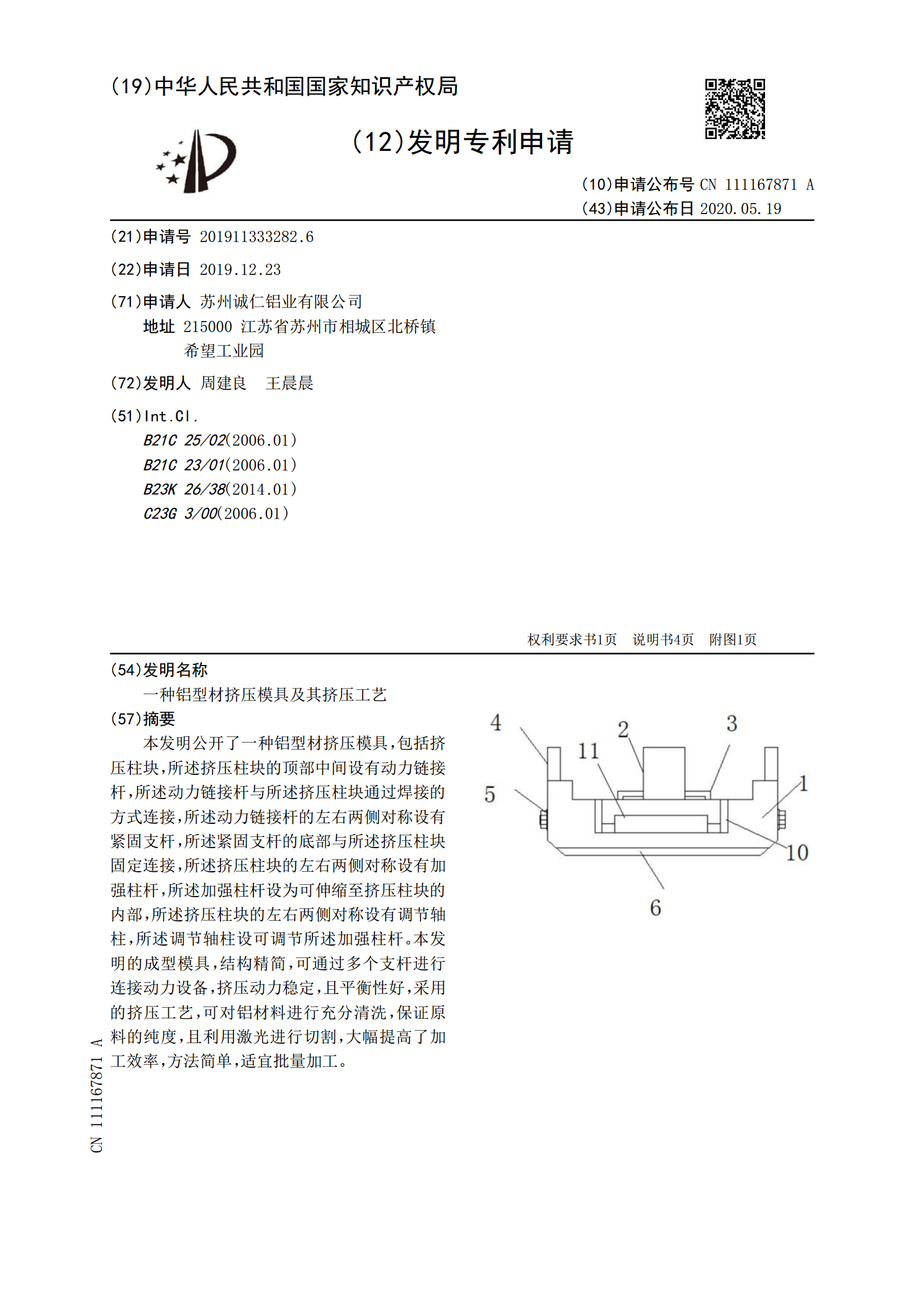
本发明公开了一种铝型材挤压模具,包括挤压柱块,所述挤压柱块的顶部中间设有动力链接杆,所述动力链接杆与所述挤压柱块通过焊接的方式连接,所述动力链接杆的左右两侧对称设有紧固支杆,所述紧固支杆的底部与所述挤压柱块固定连接,所述挤压柱块的左右两侧对称设有加强柱杆,所述加强柱杆设为可伸缩至挤压柱块的内部,所述挤压柱块的左右两侧对称设有调节轴柱,所述调节轴柱设可调节所述加强柱杆。本发明的成型模具,结构精简,可通过多个支杆进行连接动力设备,挤压动力稳定,且平衡性好,采用的挤压工艺,可对铝材料进行充分清洗,保证原料的纯度
一种铝型材热挤压模具.pdf
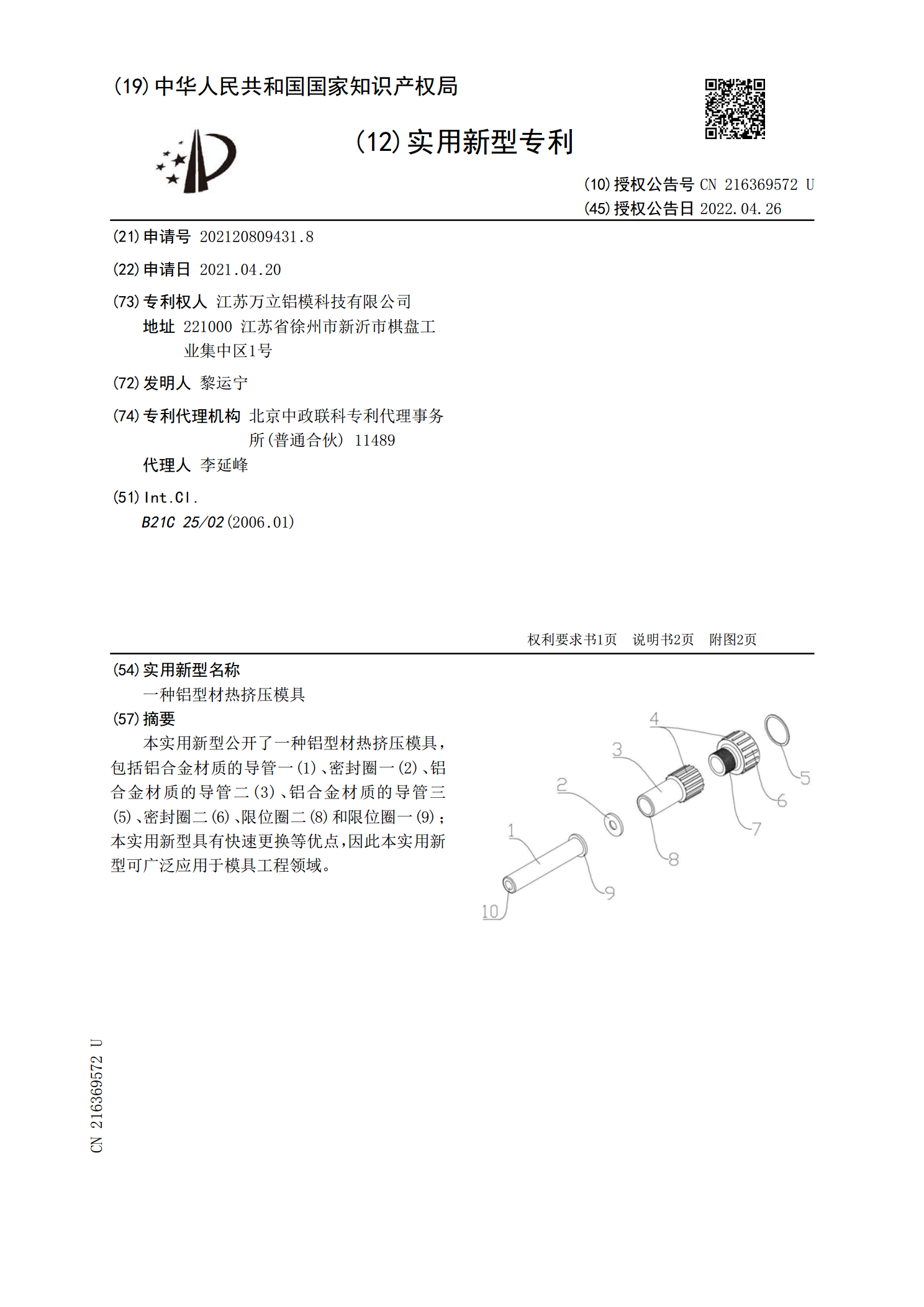
本实用新型公开了一种铝型材热挤压模具,包括铝合金材质的导管一(1)、密封圈一(2)、铝合金材质的导管二(3)、铝合金材质的导管三(5)、密封圈二(6)、限位圈二(8)和限位圈一(9);本实用新型具有快速更换等优点,因此本实用新型可广泛应用于模具工程领域。