
用于柴油机体凸轮轴孔加工的纠偏复合刀具.pdf

书生****写意


1/9
2/9
3/9

4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于柴油机体凸轮轴孔加工的纠偏复合刀具.pdf
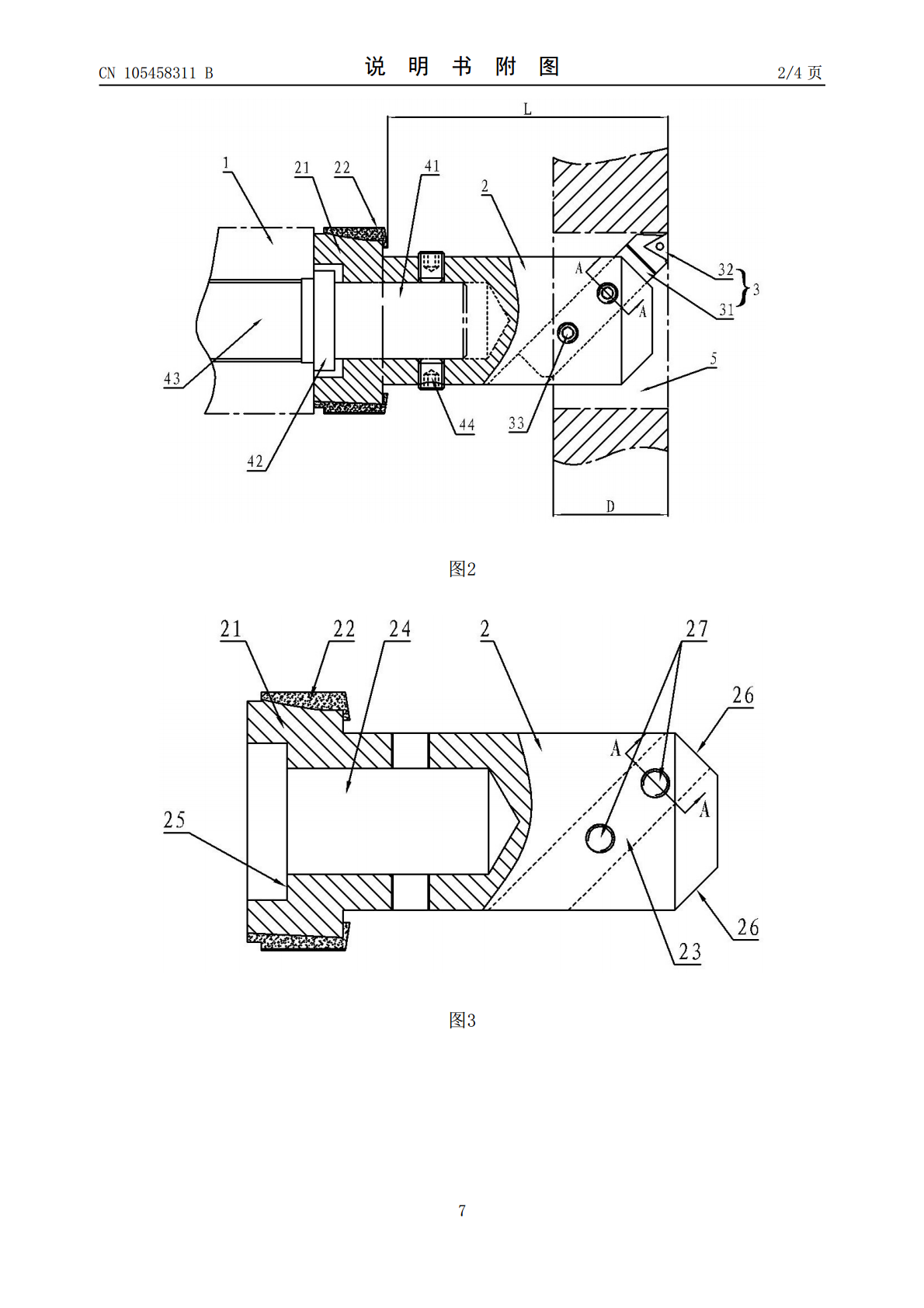
本发明提供了用于柴油机体凸轮轴孔加工的纠偏复合刀具,其能解决采用现有单独镗刀或扩孔刀直接对凸轮毛坯孔进行粗加工时出现的加工误差大的问题,从而保证机体凸轮轴孔的后续半精加工及精加工的加工精度。其包括刀杆和扩孔刀,扩孔刀同心安装于刀杆上,其特征在于:扩孔刀的前端可调整地安装有镗刀,扩孔刀的后端设有扩孔刀头部,扩孔刀头部的周面上均布有六片切削刀片,镗刀主偏角为90°,扩孔刀的主偏角为80°~85°,切削刀片的前端面与镗刀刀面之间的距离大于待加工凸轮轴孔的宽度。

一种柴油机凸轮轴孔的加工方法和刀具.pdf
本发明的目的是公开一种柴油机凸轮轴孔的加工方法,降低成本,提高生产效率。为了实现以上目的,本发明公开了一种柴油机凸轮轴孔的加工方法,包括:制造复合铰刀和引孔铰刀;将引孔铰刀通过液压刀柄安装在加工中心的主轴上,利用引孔铰刀精铰柴油机的定位凸轮轴孔;将复合铰刀安装在加工中心的主轴上,将定位凸轮轴孔作为定位孔利用复合铰刀精铰需要加工的其余凸轮轴孔。本发明的柴油机凸轮轴孔的加工方法,成本较低,操作容易,由于制造了复合铰刀,可以精确的调整复合铰刀的跳动,对保证凸轮轴孔的同轴度起到重要作用,同时,复合铰刀采用中心内冷
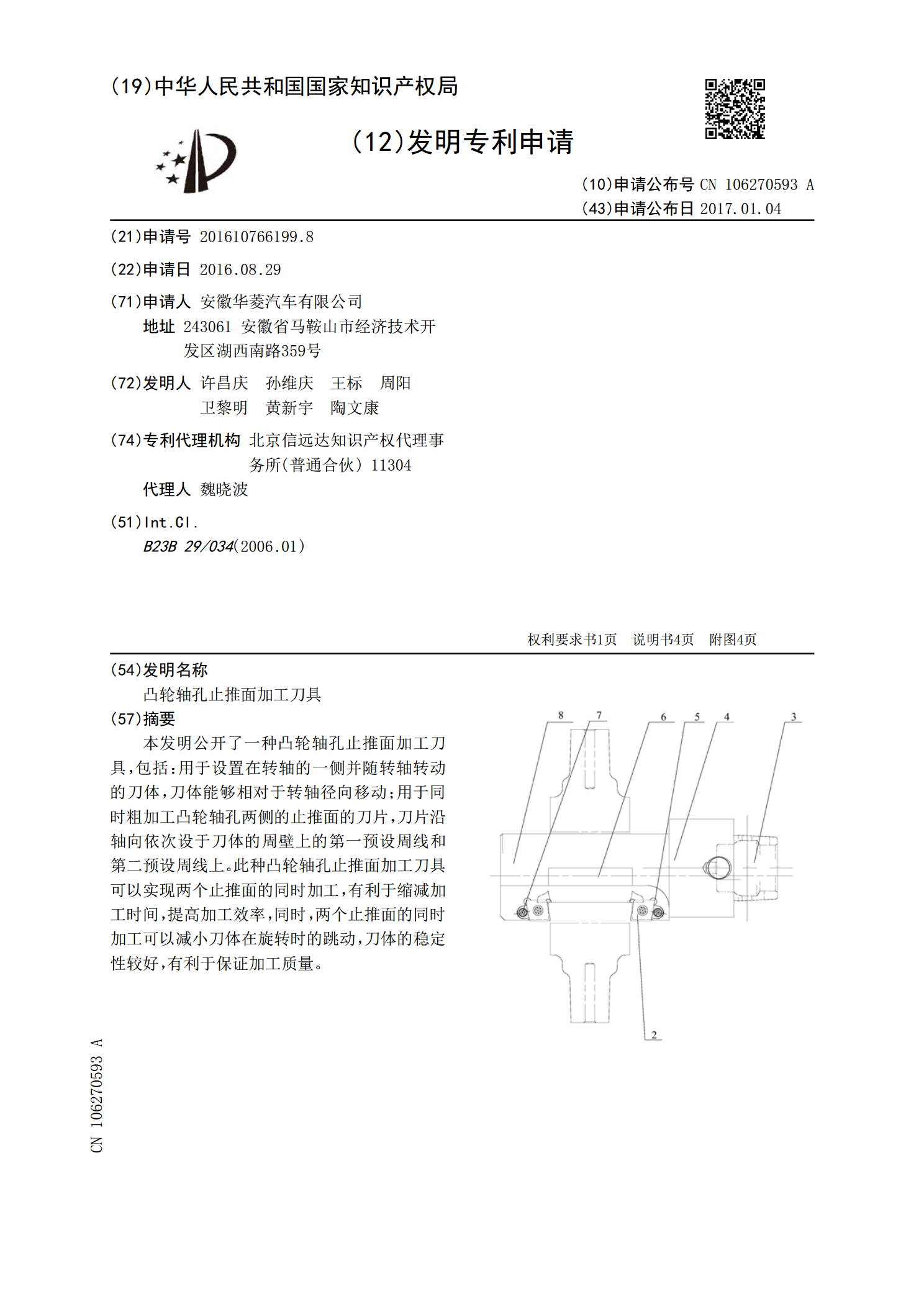
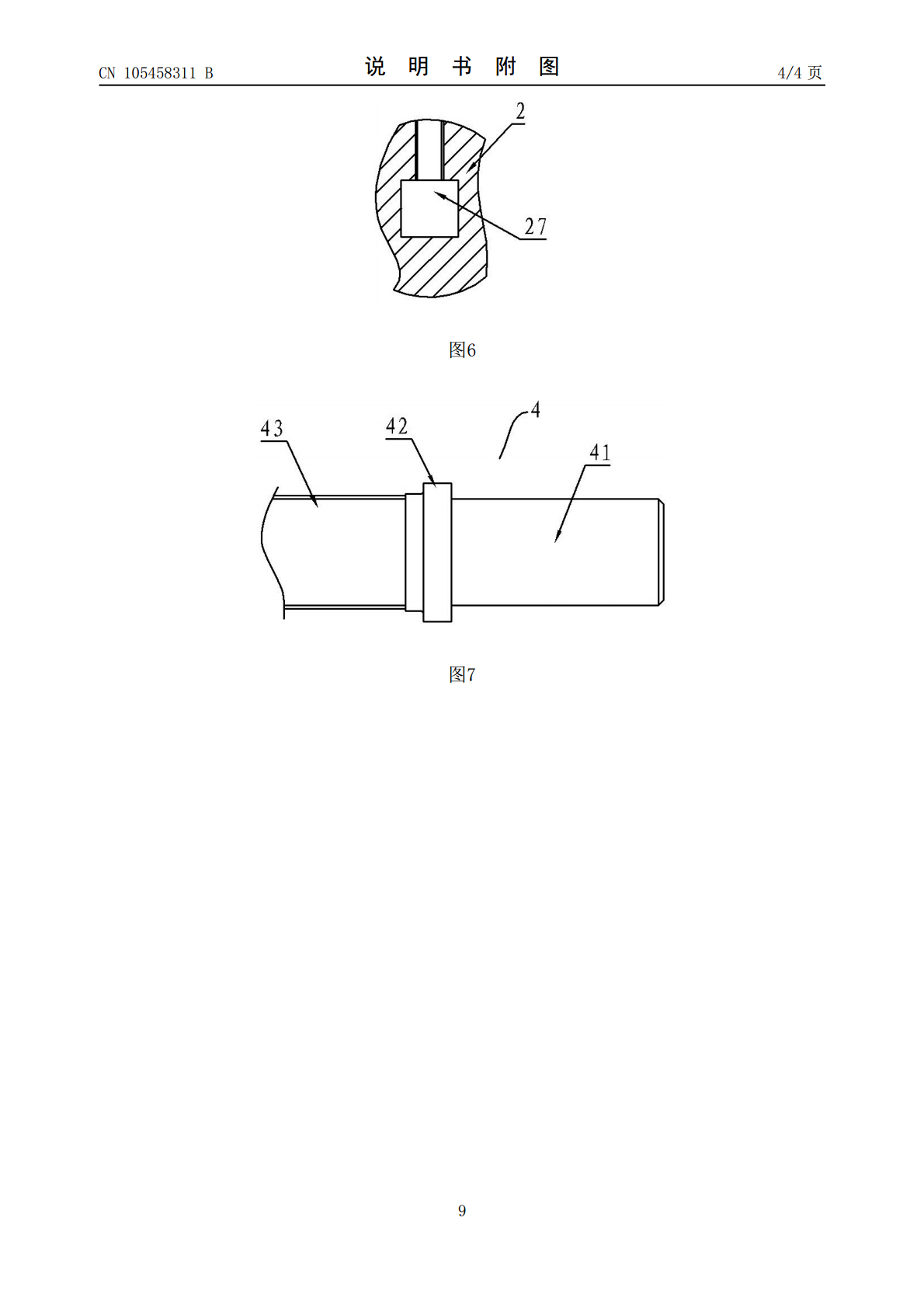
凸轮轴孔止推面加工刀具.pdf
本发明公开了一种凸轮轴孔止推面加工刀具,包括:用于设置在转轴的一侧并随转轴转动的刀体,刀体能够相对于转轴径向移动;用于同时粗加工凸轮轴孔两侧的止推面的刀片,刀片沿轴向依次设于刀体的周壁上的第一预设周线和第二预设周线上。此种凸轮轴孔止推面加工刀具可以实现两个止推面的同时加工,有利于缩减加工时间,提高加工效率,同时,两个止推面的同时加工可以减小刀体在旋转时的跳动,刀体的稳定性较好,有利于保证加工质量。

用于加工柴油机缸盖凸轮轴孔的装置及方法.pdf
本发明提供了一种用于加工柴油机缸盖凸轮轴孔的装置,包括多根不同加工深度的镗杆。利用该装置镗削凸轮轴孔时,首先利用加工深度最短的所述镗杆镗削一部分凸轮轴孔;然后根据其余所述镗杆加工深度的不同,依次利用加工深度从短到长的镗杆,以已经镗完的孔为支撑对其余部分的凸轮轴孔进行镗削,直至完成全部的所述凸轮轴孔的加工。由于本发明提供的用于加工柴油机缸盖凸轮轴孔的装置是利用已经加工好的孔作为支撑,使较长的镗杆先穿过已经加工好的孔再进行镗削,改善了较长的镗杆在镗孔过程中的抖动,避免了镗模的使用,进而减少了设备的投入成本。本

钻削加工刀具及用于装卸该刀具的凸轮扳手.pdf
本发明公开了一种钻削加工刀具,包括钻尖部件和夹持部件,所述钻尖部件底部的中心设有固定凸台,所述夹持部件顶部的中心设有可通过弹性变形夹持固定凸台的固定座,所述夹持部件上设有可使固定座弹性张开的狭槽,所述狭槽沿刀具的中轴线设置,狭槽底部设有两段呈V形分布的延伸段,狭槽中部于两槽壁上设有一对扭矩作用面。该钻削加工刀具结构简单,装卸过程轻松方便、无磨损,经久耐用。本发明还公开了一种用于装卸上述钻削加工刀具的凸轮扳手,包括柄部和与柄部相连的凸轮部,所述凸轮部的径向截面为四角倒圆的菱形,所述菱形的短对角线为D1,长对