
一种激光快速成形件的成形方法.pdf

美丽****ka


1/9

2/9
3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光快速成形件的成形方法.pdf
一种激光快速成形件的成形方法,包括S1、建立激光加工工艺参数与熔道参数的关系表格,并从所述表格中选取两组参数,所述两组参数分别为第一参数及第二参数,且每组参数包括激光加工工艺参数以及熔道参数。S2、确定两条熔道的填充路径及扫描方向,其中两个填充路径分别对应外轮廓及内轮廓。S3、使用外轮廓向内轮廓偏置的方式进行激光扫描熔覆,完成本步骤后回到步骤S1重新选取参数。如此,解决了激光快速成形件边缘塌陷的问题,减小了快速成形件的废品率,节约了成本。
一种复杂表面垂直金属薄壁件的激光快速成形方法.pdf
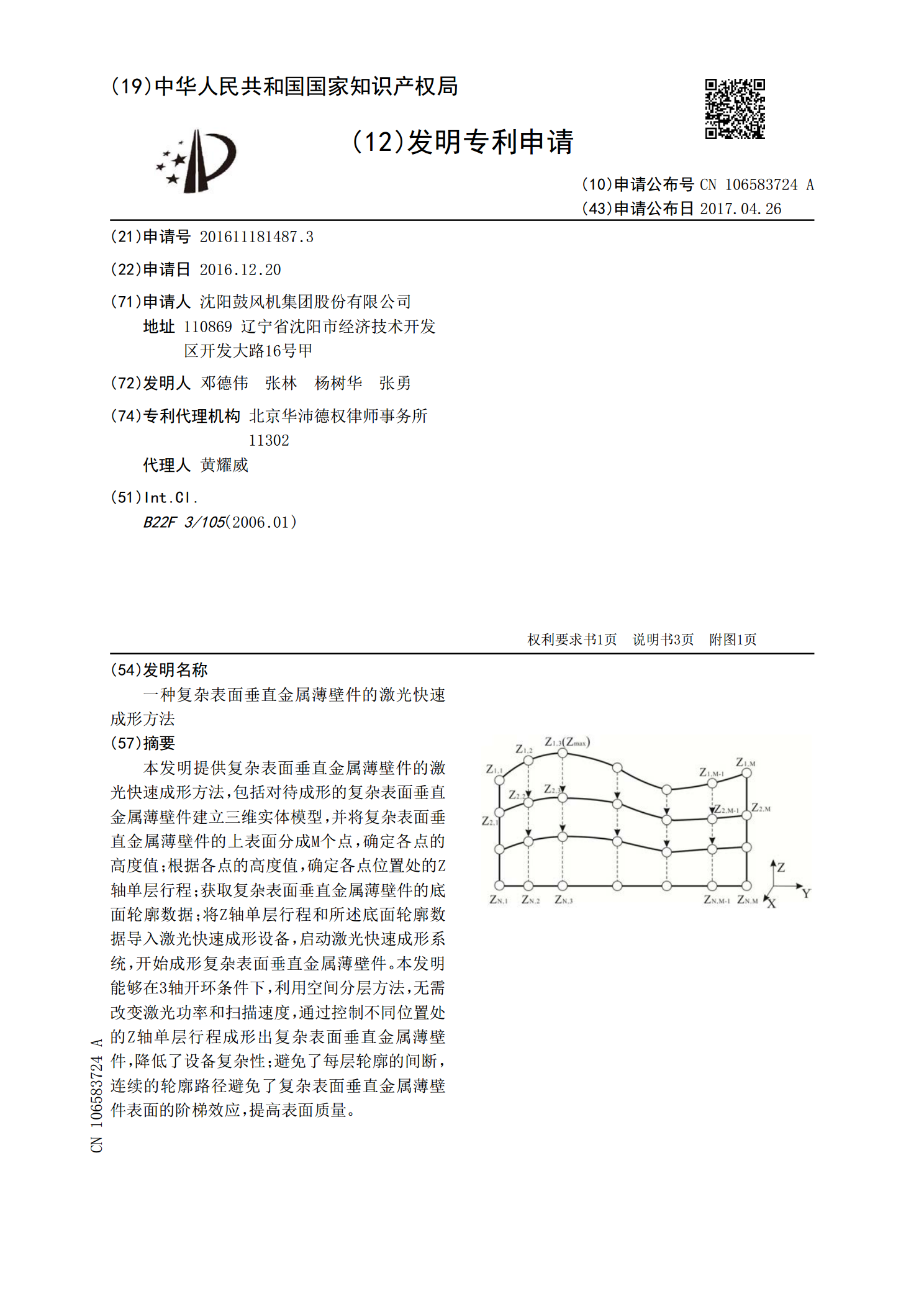
本发明提供复杂表面垂直金属薄壁件的激光快速成形方法,包括对待成形的复杂表面垂直金属薄壁件建立三维实体模型,并将复杂表面垂直金属薄壁件的上表面分成M个点,确定各点的高度值;根据各点的高度值,确定各点位置处的Z轴单层行程;获取复杂表面垂直金属薄壁件的底面轮廓数据;将Z轴单层行程和所述底面轮廓数据导入激光快速成形设备,启动激光快速成形系统,开始成形复杂表面垂直金属薄壁件。本发明能够在3轴开环条件下,利用空间分层方法,无需改变激光功率和扫描速度,通过控制不同位置处的Z轴单层行程成形出复杂表面垂直金属薄壁件,降低了
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf
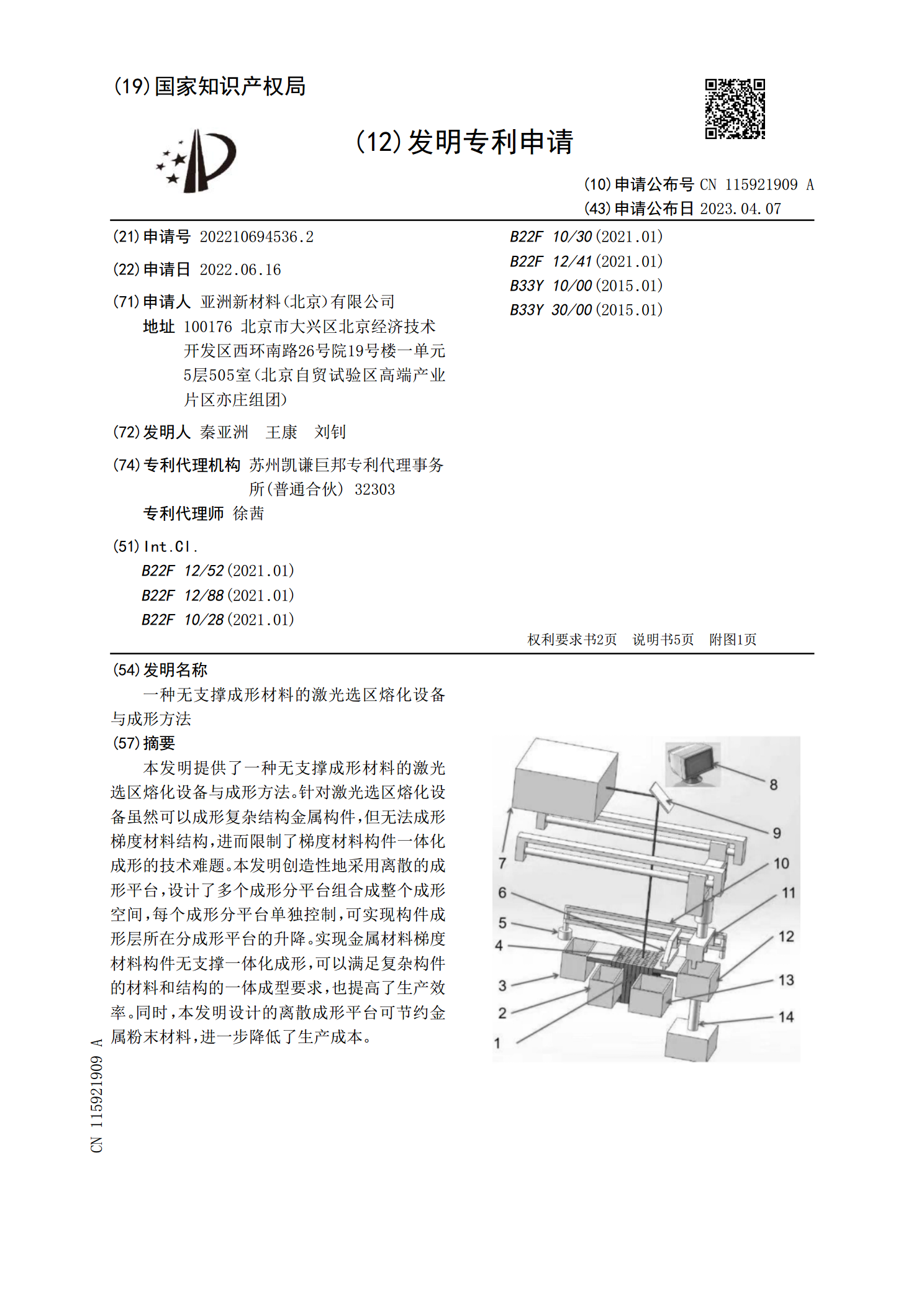
本发明提供了一种无支撑成形材料的激光选区熔化设备与成形方法。针对激光选区熔化设备虽然可以成形复杂结构金属构件,但无法成形梯度材料结构,进而限制了梯度材料构件一体化成形的技术难题。本发明创造性地采用离散的成形平台,设计了多个成形分平台组合成整个成形空间,每个成形分平台单独控制,可实现构件成形层所在分成形平台的升降。实现金属材料梯度材料构件无支撑一体化成形,可以满足复杂构件的材料和结构的一体成型要求,也提高了生产效率。同时,本发明设计的离散成形平台可节约金属粉末材料,进一步降低了生产成本。
激光成形均匀变宽零件的方法.pdf
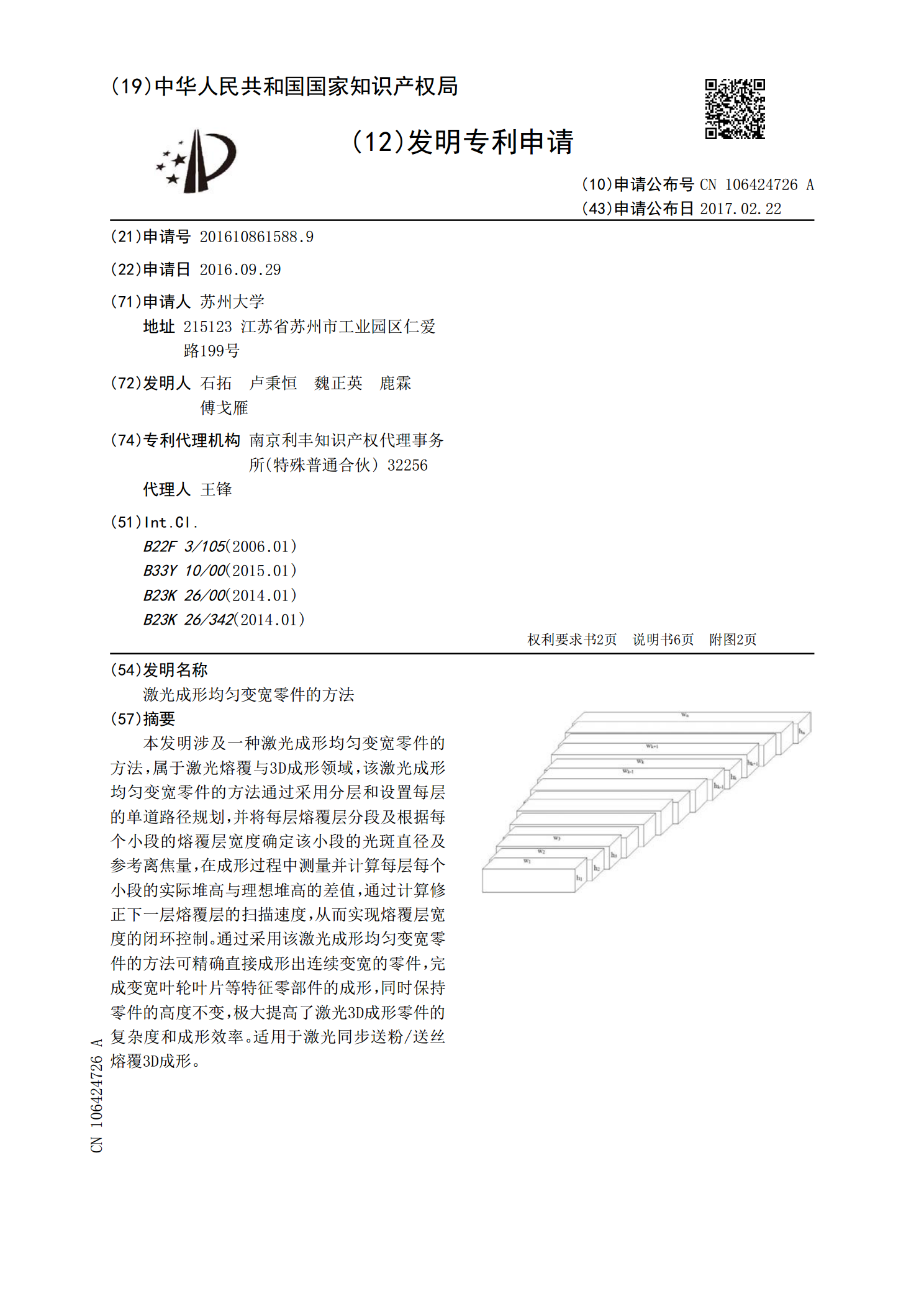
本发明涉及一种激光成形均匀变宽零件的方法,属于激光熔覆与3D成形领域,该激光成形均匀变宽零件的方法通过采用分层和设置每层的单道路径规划,并将每层熔覆层分段及根据每个小段的熔覆层宽度确定该小段的光斑直径及参考离焦量,在成形过程中测量并计算每层每个小段的实际堆高与理想堆高的差值,通过计算修正下一层熔覆层的扫描速度,从而实现熔覆层宽度的闭环控制。通过采用该激光成形均匀变宽零件的方法可精确直接成形出连续变宽的零件,完成变宽叶轮叶片等特征零部件的成形,同时保持零件的高度不变,极大提高了激光3D成形零件的复杂度和成形
一种零件成形方法、终端设备及激光选区熔化成形系统.pdf
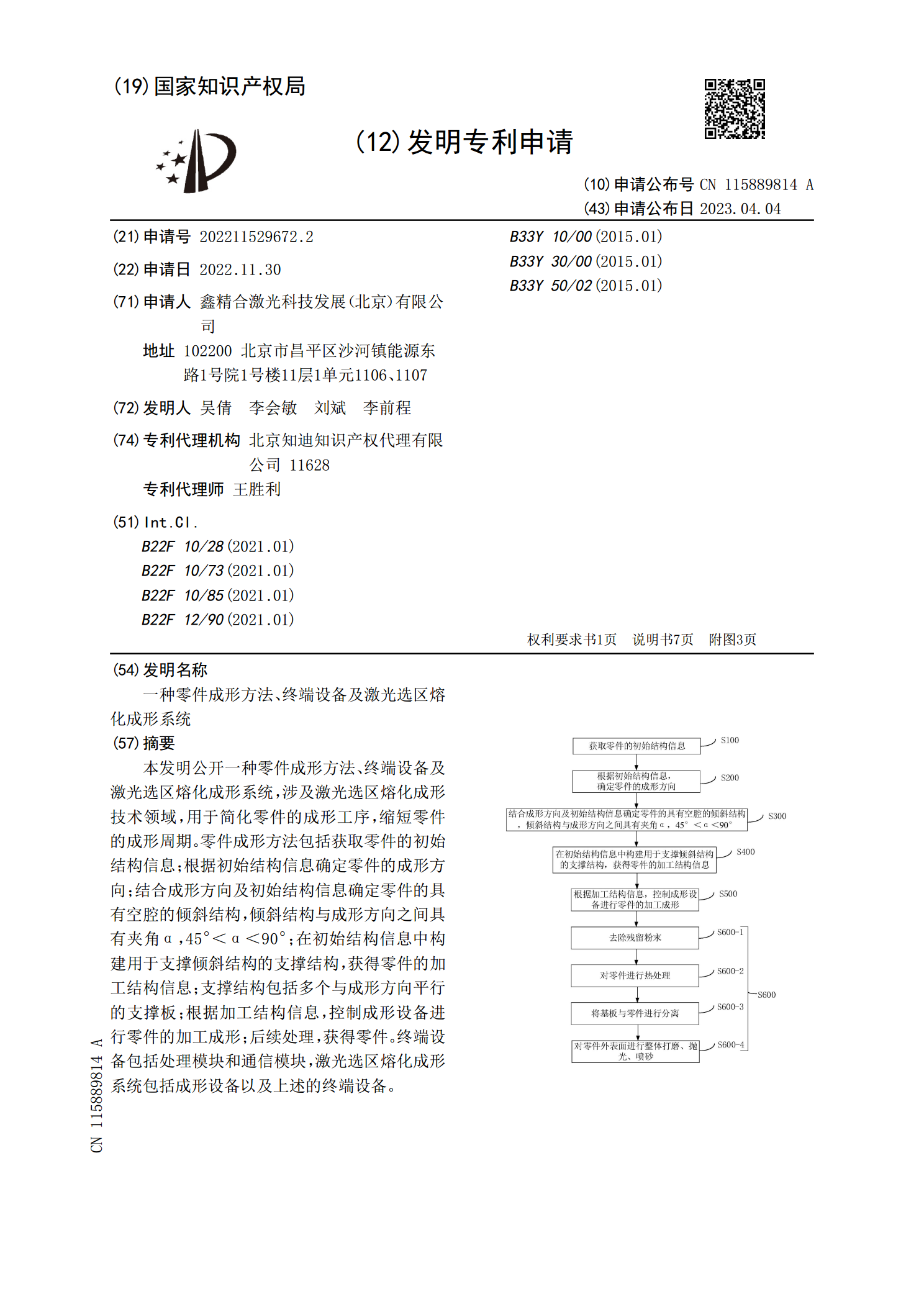
本发明公开一种零件成形方法、终端设备及激光选区熔化成形系统,涉及激光选区熔化成形技术领域,用于简化零件的成形工序,缩短零件的成形周期。零件成形方法包括获取零件的初始结构信息;根据初始结构信息确定零件的成形方向;结合成形方向及初始结构信息确定零件的具有空腔的倾斜结构,倾斜结构与成形方向之间具有夹角α,45°<α<90°;在初始结构信息中构建用于支撑倾斜结构的支撑结构,获得零件的加工结构信息;支撑结构包括多个与成形方向平行的支撑板;根据加工结构信息,控制成形设备进行零件的加工成形;后续处理,获得零件。终端设备