
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf

fa****楠吖

1/9
2/9

3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf
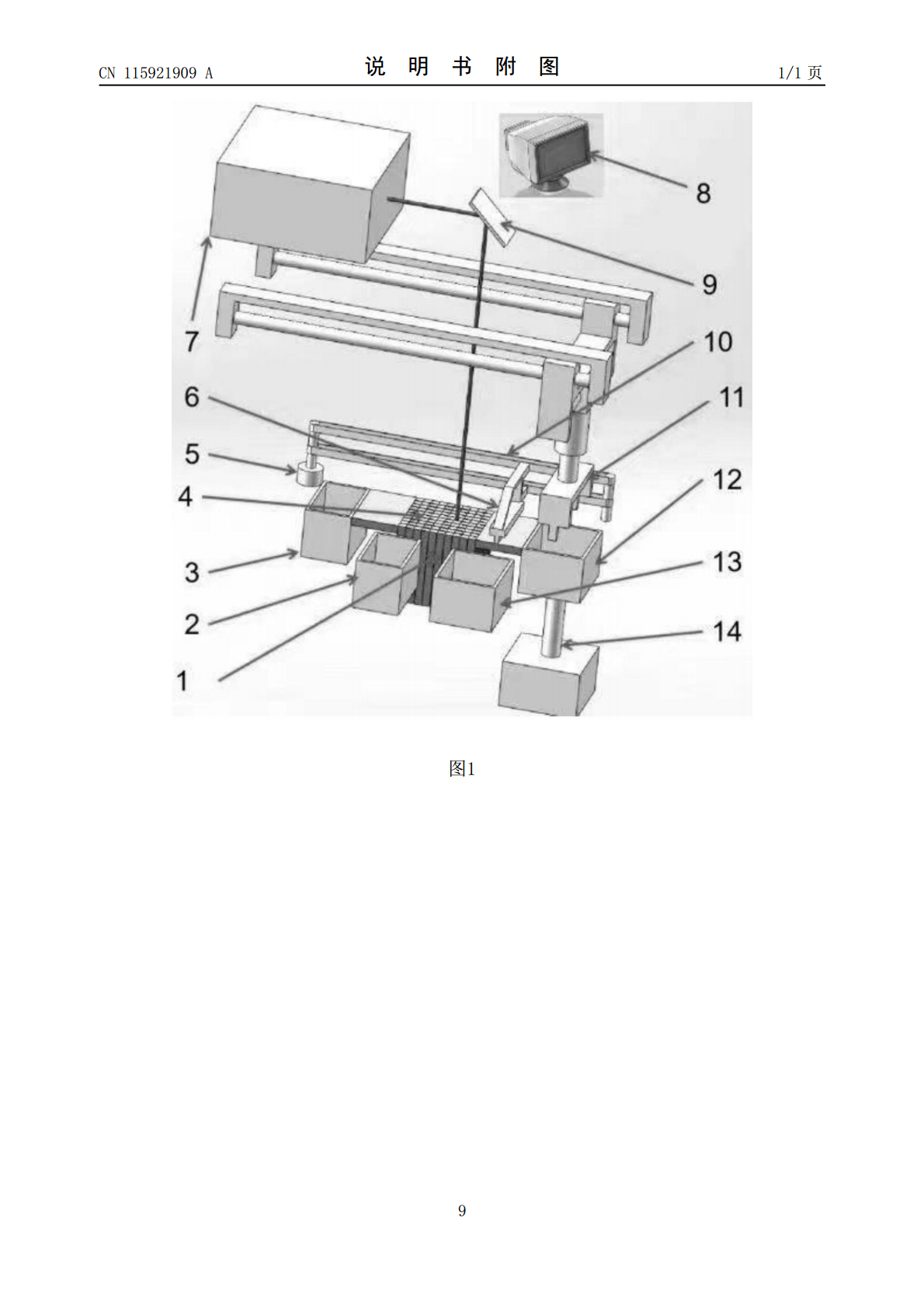
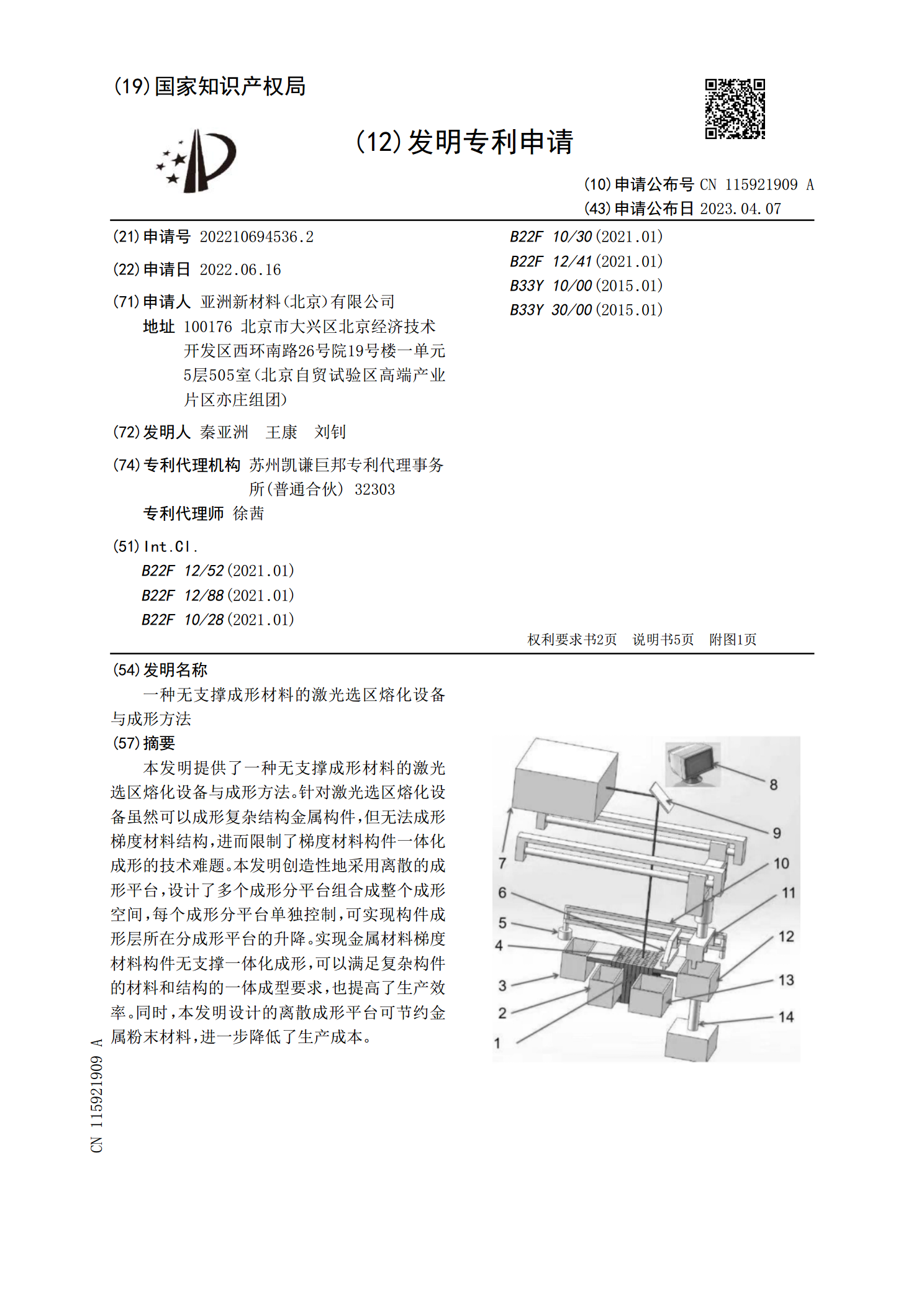
本发明提供了一种无支撑成形材料的激光选区熔化设备与成形方法。针对激光选区熔化设备虽然可以成形复杂结构金属构件,但无法成形梯度材料结构,进而限制了梯度材料构件一体化成形的技术难题。本发明创造性地采用离散的成形平台,设计了多个成形分平台组合成整个成形空间,每个成形分平台单独控制,可实现构件成形层所在分成形平台的升降。实现金属材料梯度材料构件无支撑一体化成形,可以满足复杂构件的材料和结构的一体成型要求,也提高了生产效率。同时,本发明设计的离散成形平台可节约金属粉末材料,进一步降低了生产成本。
一种零件成形方法、终端设备及激光选区熔化成形系统.pdf
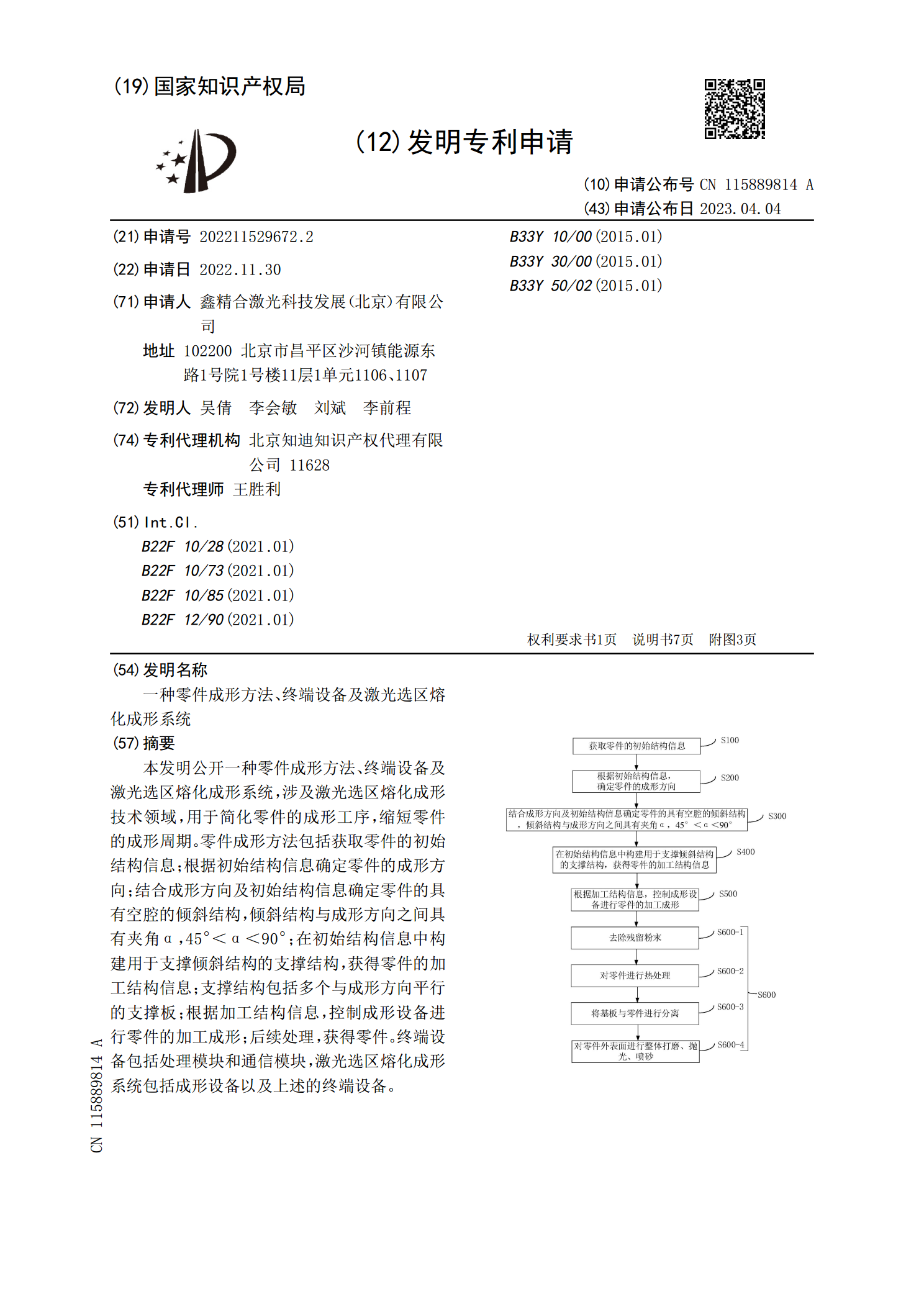
本发明公开一种零件成形方法、终端设备及激光选区熔化成形系统,涉及激光选区熔化成形技术领域,用于简化零件的成形工序,缩短零件的成形周期。零件成形方法包括获取零件的初始结构信息;根据初始结构信息确定零件的成形方向;结合成形方向及初始结构信息确定零件的具有空腔的倾斜结构,倾斜结构与成形方向之间具有夹角α,45°<α<90°;在初始结构信息中构建用于支撑倾斜结构的支撑结构,获得零件的加工结构信息;支撑结构包括多个与成形方向平行的支撑板;根据加工结构信息,控制成形设备进行零件的加工成形;后续处理,获得零件。终端设备
一种激光选区熔化成形的方法及产品.pdf
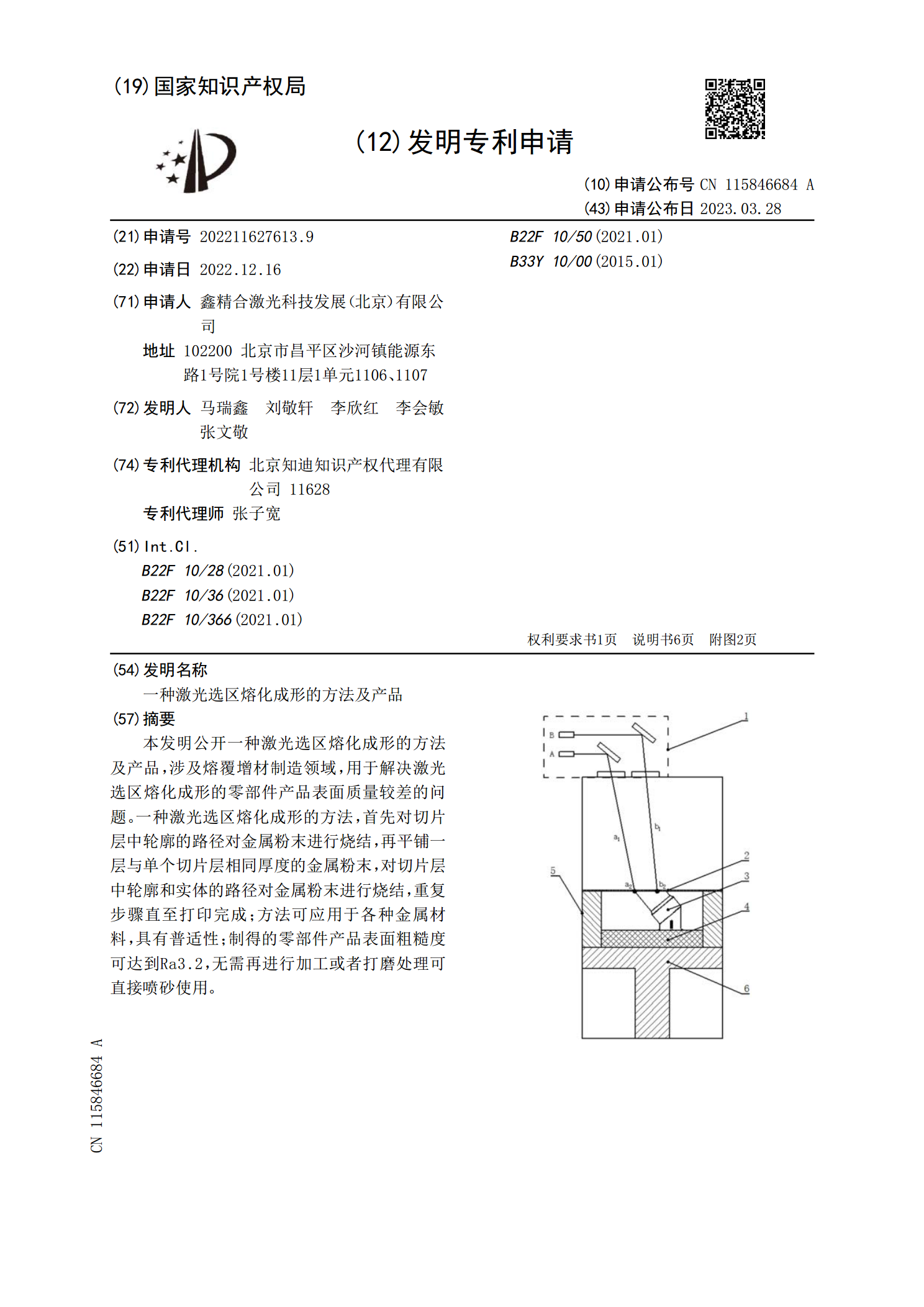
本发明公开一种激光选区熔化成形的方法及产品,涉及熔覆增材制造领域,用于解决激光选区熔化成形的零部件产品表面质量较差的问题。一种激光选区熔化成形的方法,首先对切片层中轮廓的路径对金属粉末进行烧结,再平铺一层与单个切片层相同厚度的金属粉末,对切片层中轮廓和实体的路径对金属粉末进行烧结,重复步骤直至打印完成;方法可应用于各种金属材料,具有普适性;制得的零部件产品表面粗糙度可达到Ra3.2,无需再进行加工或者打磨处理可直接喷砂使用。
一种快速响应自动调焦高效成形选区激光熔化设备.pdf
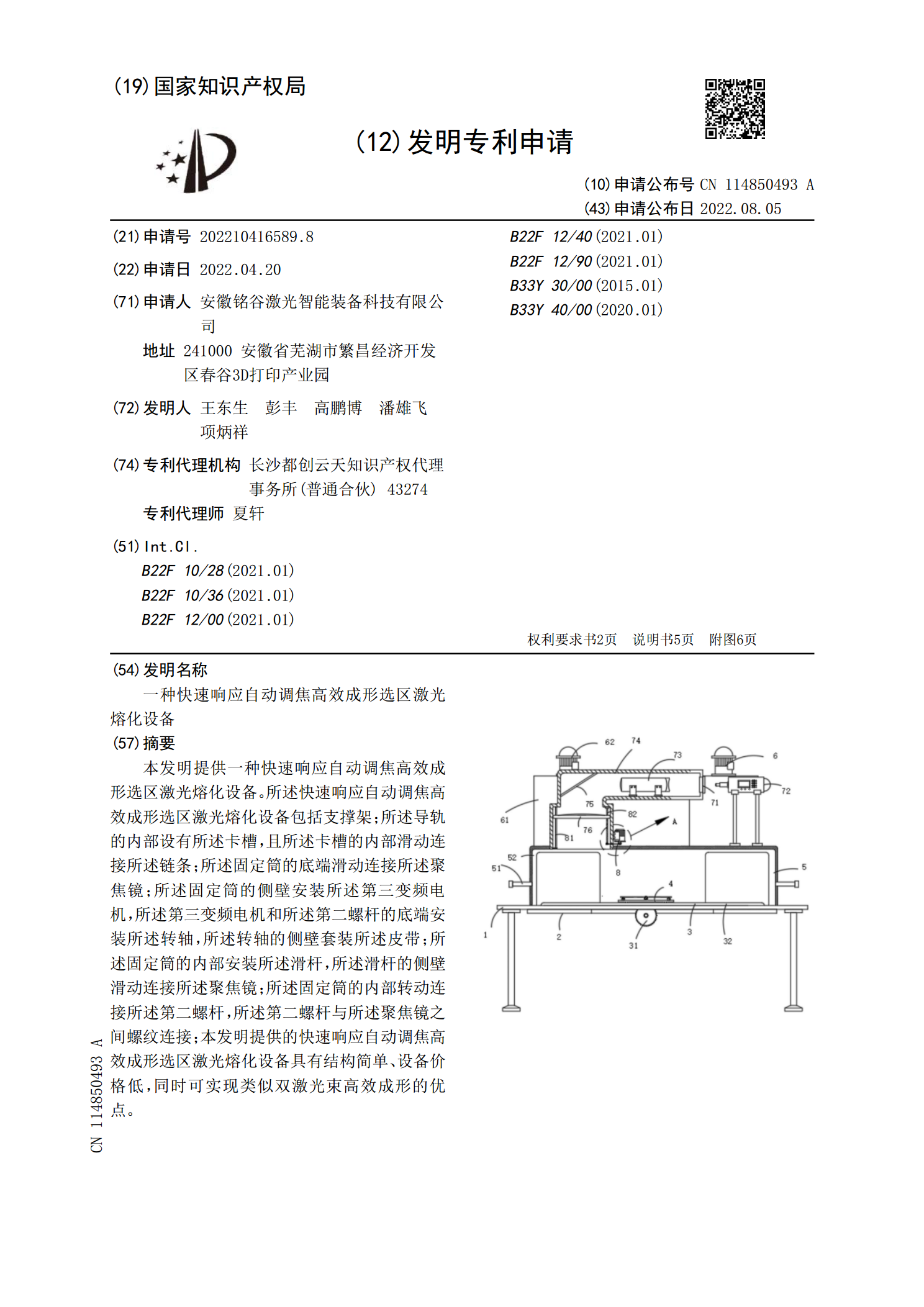
本发明提供一种快速响应自动调焦高效成形选区激光熔化设备。所述快速响应自动调焦高效成形选区激光熔化设备包括支撑架;所述导轨的内部设有所述卡槽,且所述卡槽的内部滑动连接所述链条;所述固定筒的底端滑动连接所述聚焦镜;所述固定筒的侧壁安装所述第三变频电机,所述第三变频电机和所述第二螺杆的底端安装所述转轴,所述转轴的侧壁套装所述皮带;所述固定筒的内部安装所述滑杆,所述滑杆的侧壁滑动连接所述聚焦镜;所述固定筒的内部转动连接所述第二螺杆,所述第二螺杆与所述聚焦镜之间螺纹连接;本发明提供的快速响应自动调焦高效成形选区激光
一种激光选区熔化成形点阵结构的工艺方法.pdf
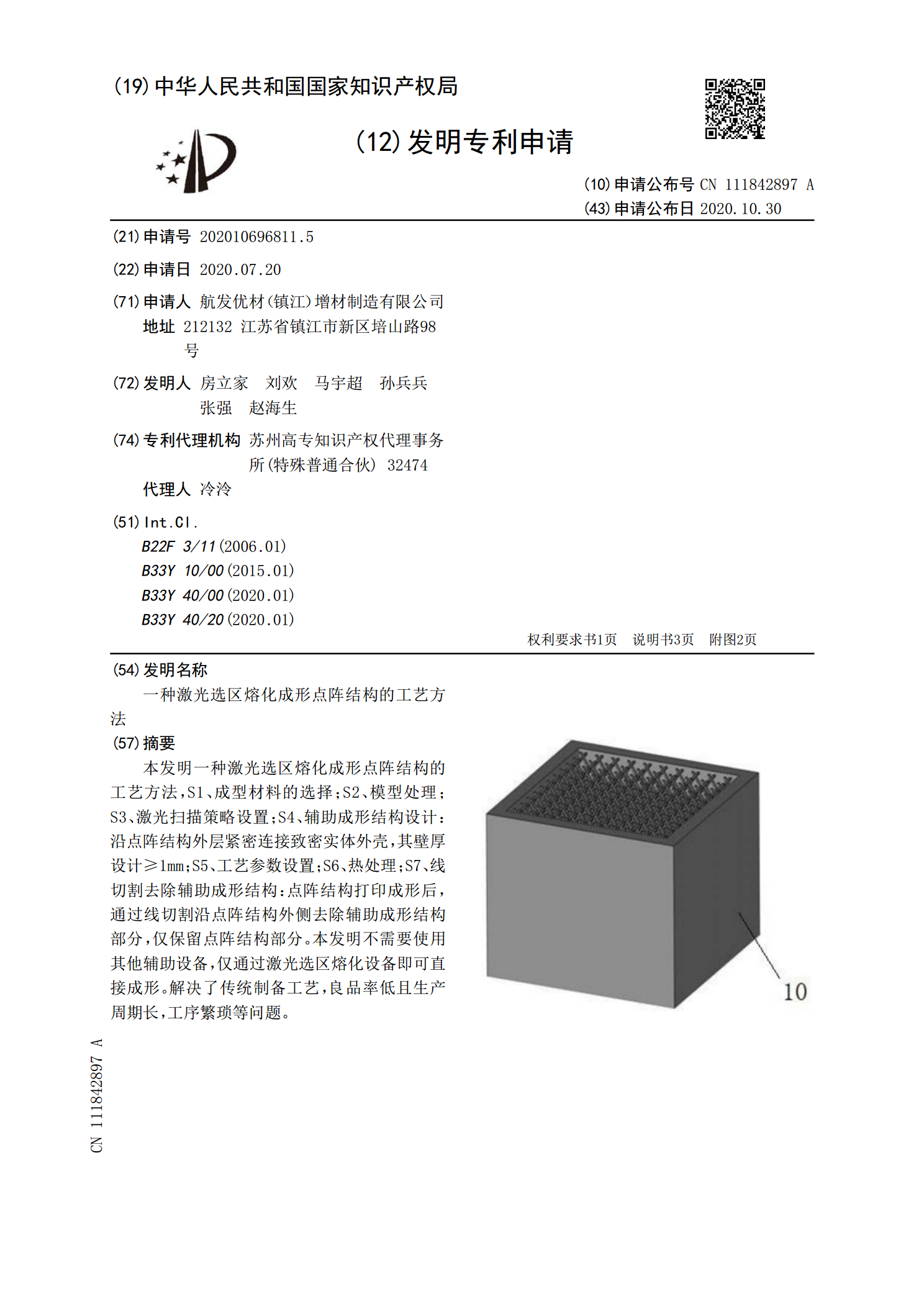
本发明一种激光选区熔化成形点阵结构的工艺方法,S1、成型材料的选择;S2、模型处理;S3、激光扫描策略设置;S4、辅助成形结构设计:沿点阵结构外层紧密连接致密实体外壳,其壁厚设计≥1mm;S5、工艺参数设置;S6、热处理;S7、线切割去除辅助成形结构:点阵结构打印成形后,通过线切割沿点阵结构外侧去除辅助成形结构部分,仅保留点阵结构部分。本发明不需要使用其他辅助设备,仅通过激光选区熔化设备即可直接成形。解决了传统制备工艺,良品率低且生产周期长,工序繁琐等问题。