
激光成形均匀变宽零件的方法.pdf

佳宁****么啦

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
激光成形均匀变宽零件的方法.pdf
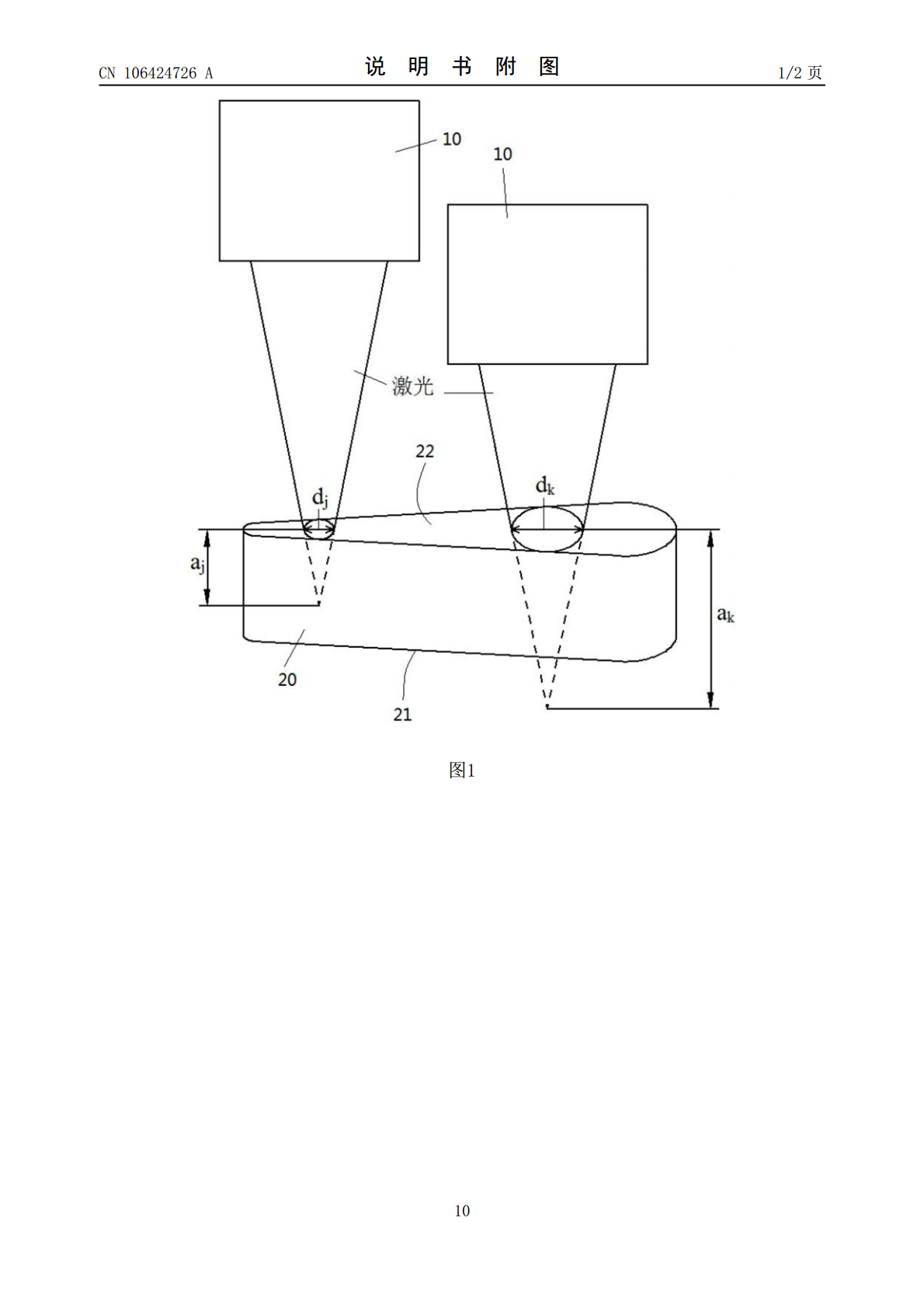
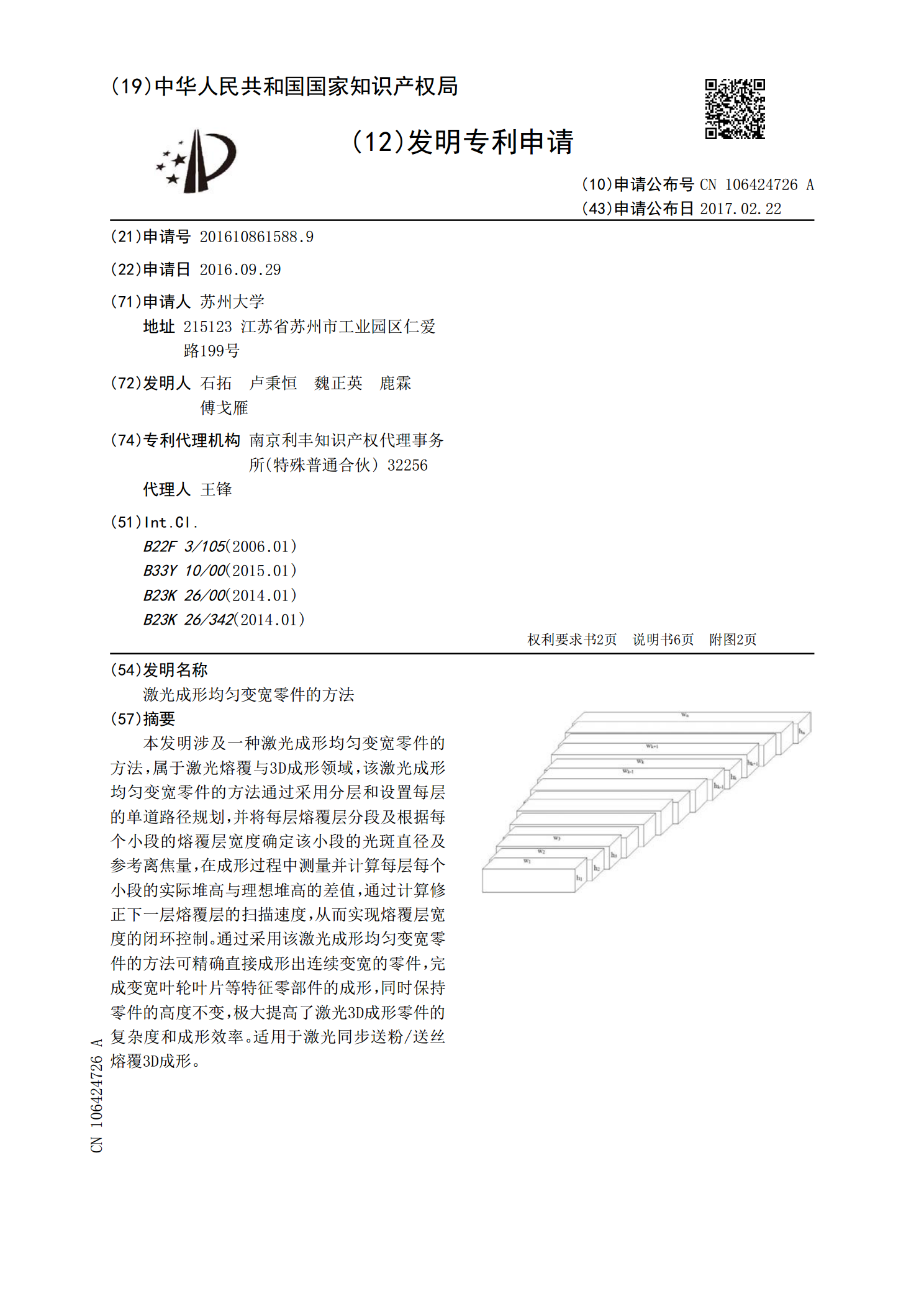
本发明涉及一种激光成形均匀变宽零件的方法,属于激光熔覆与3D成形领域,该激光成形均匀变宽零件的方法通过采用分层和设置每层的单道路径规划,并将每层熔覆层分段及根据每个小段的熔覆层宽度确定该小段的光斑直径及参考离焦量,在成形过程中测量并计算每层每个小段的实际堆高与理想堆高的差值,通过计算修正下一层熔覆层的扫描速度,从而实现熔覆层宽度的闭环控制。通过采用该激光成形均匀变宽零件的方法可精确直接成形出连续变宽的零件,完成变宽叶轮叶片等特征零部件的成形,同时保持零件的高度不变,极大提高了激光3D成形零件的复杂度和成形
提高激光金属成形零件表面平整度的方法.pdf
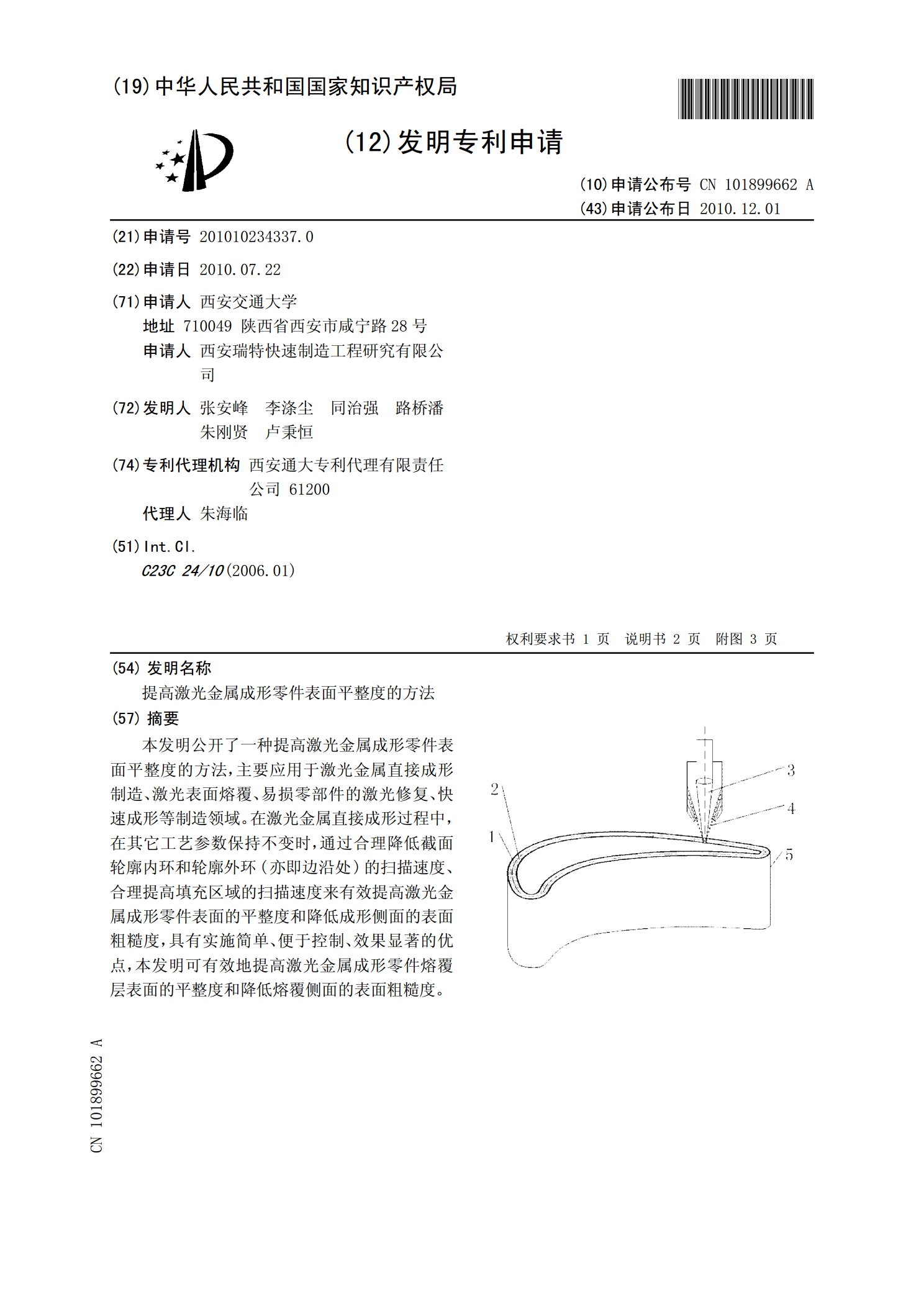
本发明公开了一种提高激光金属成形零件表面平整度的方法,主要应用于激光金属直接成形制造、激光表面熔覆、易损零部件的激光修复、快速成形等制造领域。在激光金属直接成形过程中,在其它工艺参数保持不变时,通过合理降低截面轮廓内环和轮廓外环(亦即边沿处)的扫描速度、合理提高填充区域的扫描速度来有效提高激光金属成形零件表面的平整度和降低成形侧面的表面粗糙度,具有实施简单、便于控制、效果显著的优点,本发明可有效地提高激光金属成形零件熔覆层表面的平整度和降低熔覆侧面的表面粗糙度。

激光沉积成形A‑100钢的组织性能均匀化热处理方法.pdf
本发明涉及航空制造技术领域,具体提供了一种激光沉积成形A‑100钢的组织性能均匀化热处理方法,首先在激光沉积成形A‑100钢成形后对其进行高温退火处理,将其加热至1100℃~1300℃范围内并持续2h~4h,之后将其炉冷至室温;然后在高温退火完成后,对所述A‑100钢进行3次循环正火处理,所述正火处理包括将所述钢加热至900℃±15℃并持续1h,之后空冷至室温;该方法可以消除激光直接沉积成形A‑100钢材料的成分偏析,控制组织性能均匀性,保证了激光直接沉积成形A‑100钢可获得良好的综合性能。
一种基于光外同轴送粉的变宽度薄壁件激光熔覆成形方法.pdf
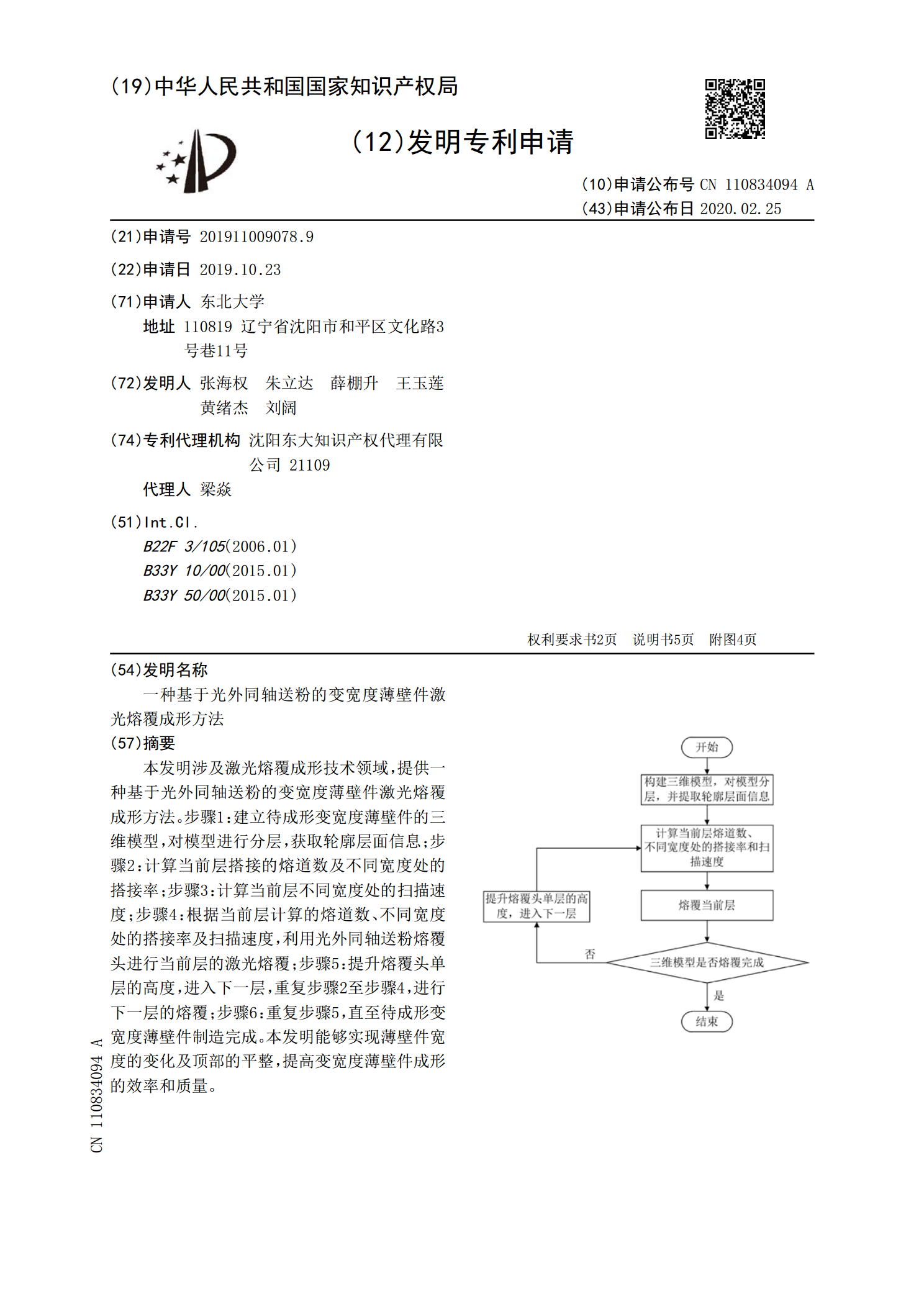
本发明涉及激光熔覆成形技术领域,提供一种基于光外同轴送粉的变宽度薄壁件激光熔覆成形方法。步骤1:建立待成形变宽度薄壁件的三维模型,对模型进行分层,获取轮廓层面信息;步骤2:计算当前层搭接的熔道数及不同宽度处的搭接率;步骤3:计算当前层不同宽度处的扫描速度;步骤4:根据当前层计算的熔道数、不同宽度处的搭接率及扫描速度,利用光外同轴送粉熔覆头进行当前层的激光熔覆;步骤5:提升熔覆头单层的高度,进入下一层,重复步骤2至步骤4,进行下一层的熔覆;步骤6:重复步骤5,直至待成形变宽度薄壁件制造完成。本发明能够实现薄
一种激光选区成形微小零件细节特征的方法.pdf
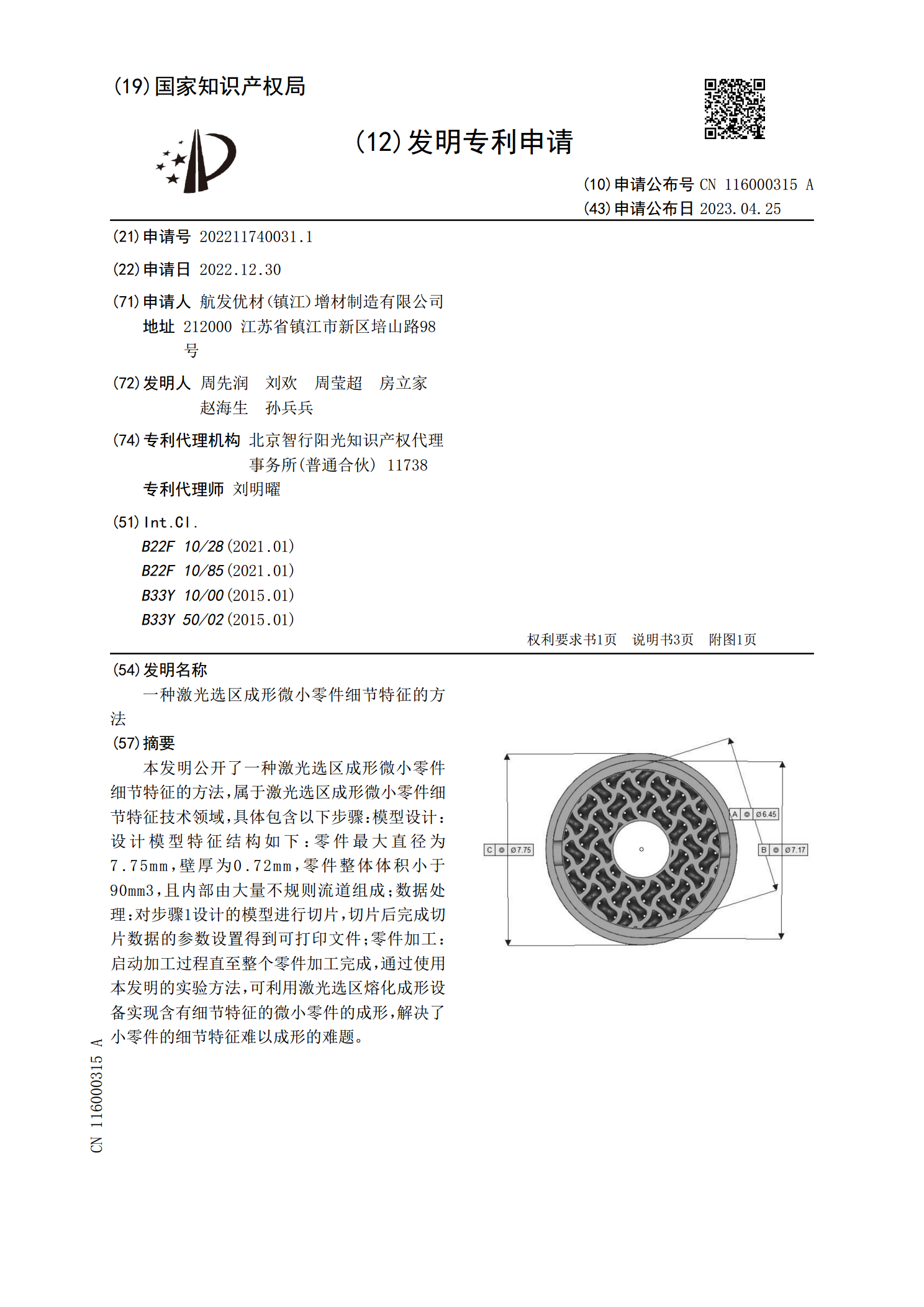
本发明公开了一种激光选区成形微小零件细节特征的方法,属于激光选区成形微小零件细节特征技术领域,具体包含以下步骤:模型设计:设计模型特征结构如下:零件最大直径为7.75mm,壁厚为0.72mm,零件整体体积小于90mm3,且内部由大量不规则流道组成;数据处理:对步骤1设计的模型进行切片,切片后完成切片数据的参数设置得到可打印文件;零件加工:启动加工过程直至整个零件加工完成,通过使用本发明的实验方法,可利用激光选区熔化成形设备实现含有细节特征的微小零件的成形,解决了小零件的细节特征难以成形的难题。