
一种熔模精密铸造型壳的制造方法.pdf

小云****66


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种熔模精密铸造型壳的制造方法.pdf
一种新型熔模精密铸造工艺,包括:(1)涂料的配制,(2)风干硬化顺,(3)硬化液的配,(4)硬化时间,(5)风干时间的确定。其特征在于:包括上述工艺参数组合成一种新型熔模精密铸造工艺。本发明提供了一种新型熔模精密铸造工艺,具有提高型壳强度,降低铸件外跑火质量缺陷;缩短风干硬化时间,提高生产工效,硬化风干充分,提高表面质量,降低废品率;环境因素(温度、湿度)影响小,避免批量废品发生等优点。可满足生产形状复杂、精度及表面质量要求高、难以进行其它加工的中大型复杂零件,如涡轮发动机的叶片等。适合在熔模精密铸造行业
熔模精密铸造型壳脱蜡的方法和装置及闪烧脱蜡炉.pdf
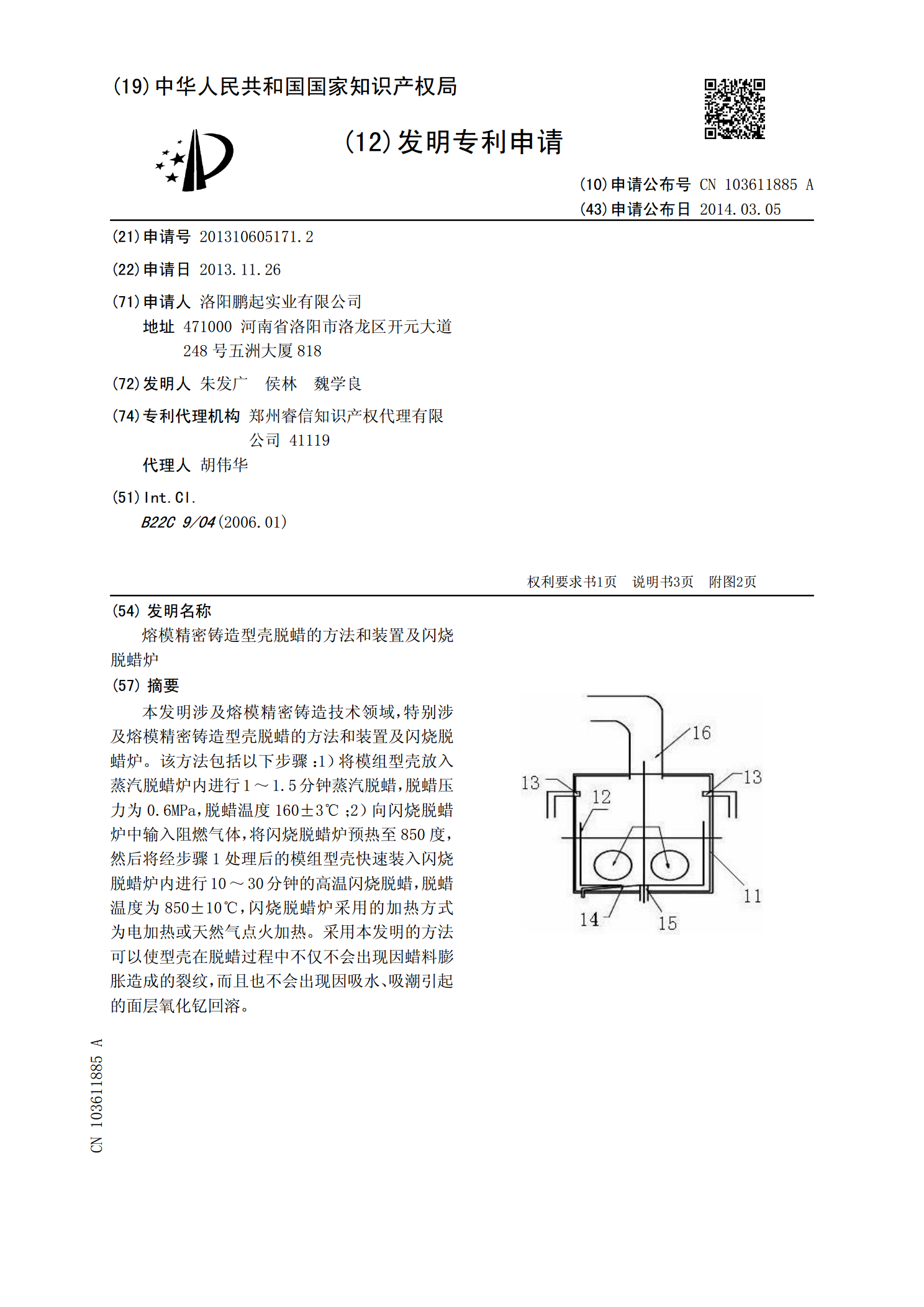
本发明涉及熔模精密铸造技术领域,特别涉及熔模精密铸造型壳脱蜡的方法和装置及闪烧脱蜡炉。该方法包括以下步骤:1)将模组型壳放入蒸汽脱蜡炉内进行1~1.5分钟蒸汽脱蜡,脱蜡压力为0.6MPa,脱蜡温度160±3℃;2)向闪烧脱蜡炉中输入阻燃气体,将闪烧脱蜡炉预热至850度,然后将经步骤1处理后的模组型壳快速装入闪烧脱蜡炉内进行10~30分钟的高温闪烧脱蜡,脱蜡温度为850±10℃,闪烧脱蜡炉采用的加热方式为电加热或天然气点火加热。采用本发明的方法可以使型壳在脱蜡过程中不仅不会出现因蜡料膨胀造成的裂纹,而且也不
高尔夫球杆头底注式熔模精密铸造型壳.pdf
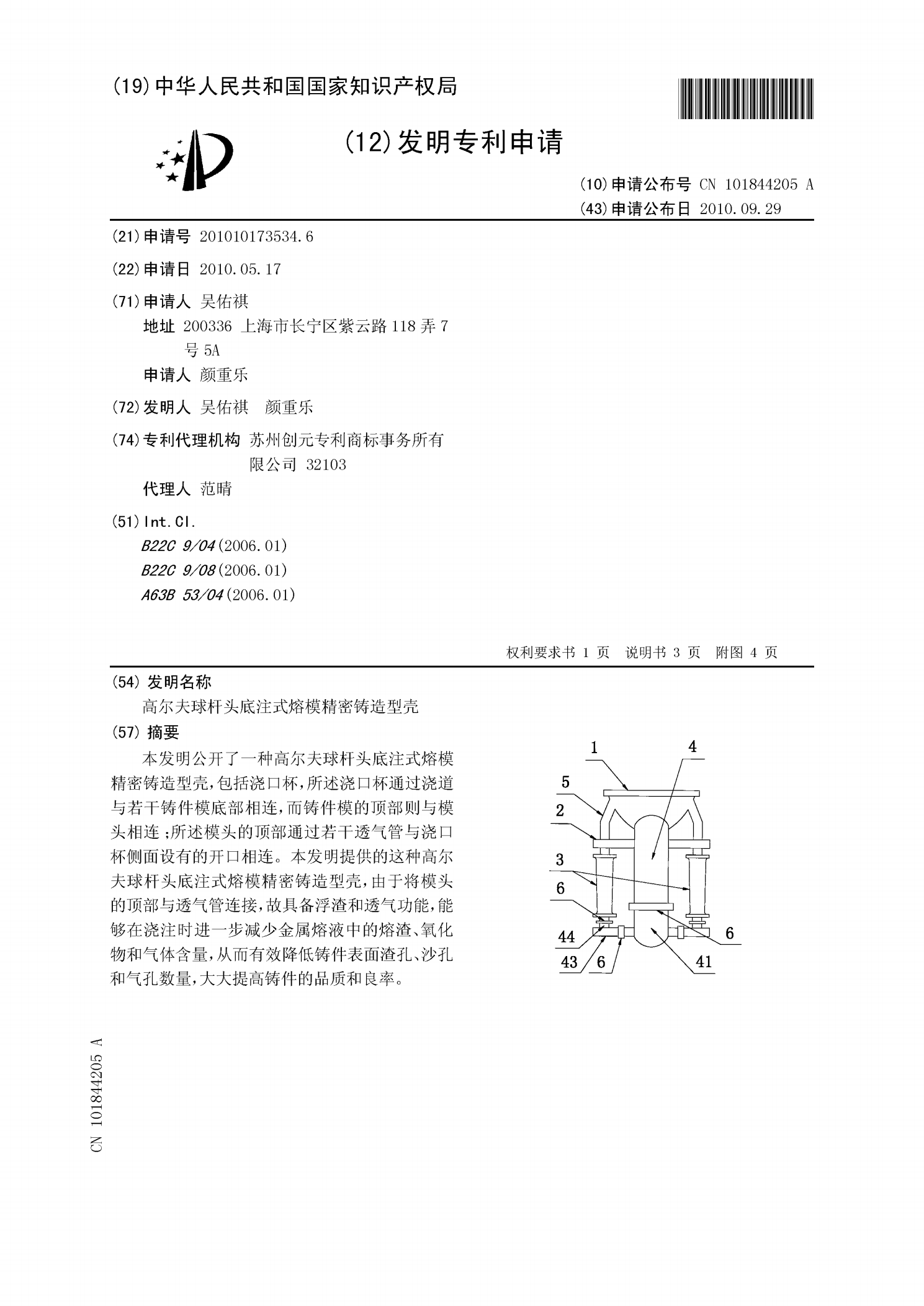
本发明公开了一种高尔夫球杆头底注式熔模精密铸造型壳,包括浇口杯,所述浇口杯通过浇道与若干铸件模底部相连,而铸件模的顶部则与模头相连;所述模头的顶部通过若干透气管与浇口杯侧面设有的开口相连。本发明提供的这种高尔夫球杆头底注式熔模精密铸造型壳,由于将模头的顶部与透气管连接,故具备浮渣和透气功能,能够在浇注时进一步减少金属熔液中的熔渣、氧化物和气体含量,从而有效降低铸件表面渣孔、沙孔和气孔数量,大大提高铸件的品质和良率。

熔模精密铸造型砂的煅烧工艺.docx
熔模精密铸造型砂的煅烧工艺熔模精密铸造是一种高精度、高质量的铸造方法,可以制造出精度要求高、复杂形状的零件,具有广泛的应用前景。熔模精密铸造的关键技术之一是熔模精密铸造型砂的煅烧工艺,本文将从煅烧工艺的原理、设备、工艺和控制等几个方面进行阐述。一、煅烧工艺的原理熔模精密铸造型砂是一种特殊的砂型材料,由于铸造型砂在铸造过程中需要承受高温和高压等多种复杂的力学、热学和化学作用,因此需要具有高强度、高温稳定性、低气孔率等特点。熔模精密铸造型砂的制备过程中,烧结工艺是非常重要的一环,其目的是通过升高砂型温度将有机

一种熔模精密铸造方法.pdf
本发明公开了一种熔模精密铸造方法,主要包括涂料制壳、脱蜡、焙烧、浇注、等步骤,根据铸件易出现疏松缺陷的部位结构,制作一冷却部件,再根据冷却部件的轮廓尺寸制作与之相同的冷却部件蜡模,然后将冷却部件蜡模设置在铸件蜡模的相应位置上;每涂一层料后,将冷却部件蜡模外表面的涂层擦掉,以便在脱腊和焙烧步骤后,在型壳上形成一个具有放置冷却部件的空腔;将冷却部件放置在空腔中并固定,本发明巧妙的避开了冷却部件随着型壳高温焙烧,防止了冷却部件因高温焙烧产生的外表面氧化和内部结构变化,提高了冷却部件的冷效果,可有效防止铸件缩孔、