
熔模精密铸造型壳脱蜡的方法和装置及闪烧脱蜡炉.pdf

Jo****63

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
熔模精密铸造型壳脱蜡的方法和装置及闪烧脱蜡炉.pdf
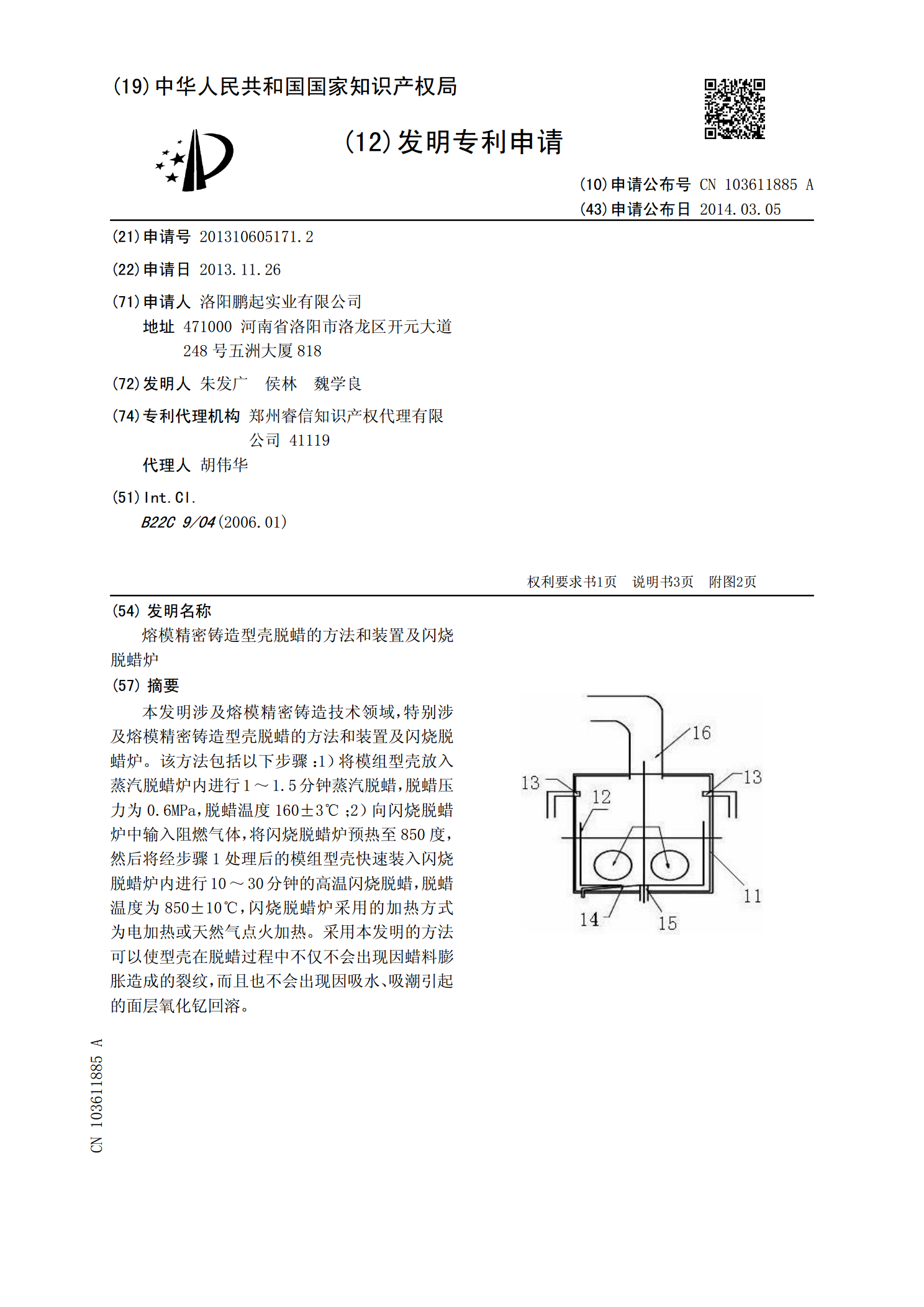
本发明涉及熔模精密铸造技术领域,特别涉及熔模精密铸造型壳脱蜡的方法和装置及闪烧脱蜡炉。该方法包括以下步骤:1)将模组型壳放入蒸汽脱蜡炉内进行1~1.5分钟蒸汽脱蜡,脱蜡压力为0.6MPa,脱蜡温度160±3℃;2)向闪烧脱蜡炉中输入阻燃气体,将闪烧脱蜡炉预热至850度,然后将经步骤1处理后的模组型壳快速装入闪烧脱蜡炉内进行10~30分钟的高温闪烧脱蜡,脱蜡温度为850±10℃,闪烧脱蜡炉采用的加热方式为电加热或天然气点火加热。采用本发明的方法可以使型壳在脱蜡过程中不仅不会出现因蜡料膨胀造成的裂纹,而且也不
一种精密铸造型壳脱蜡方法及其装置.pdf
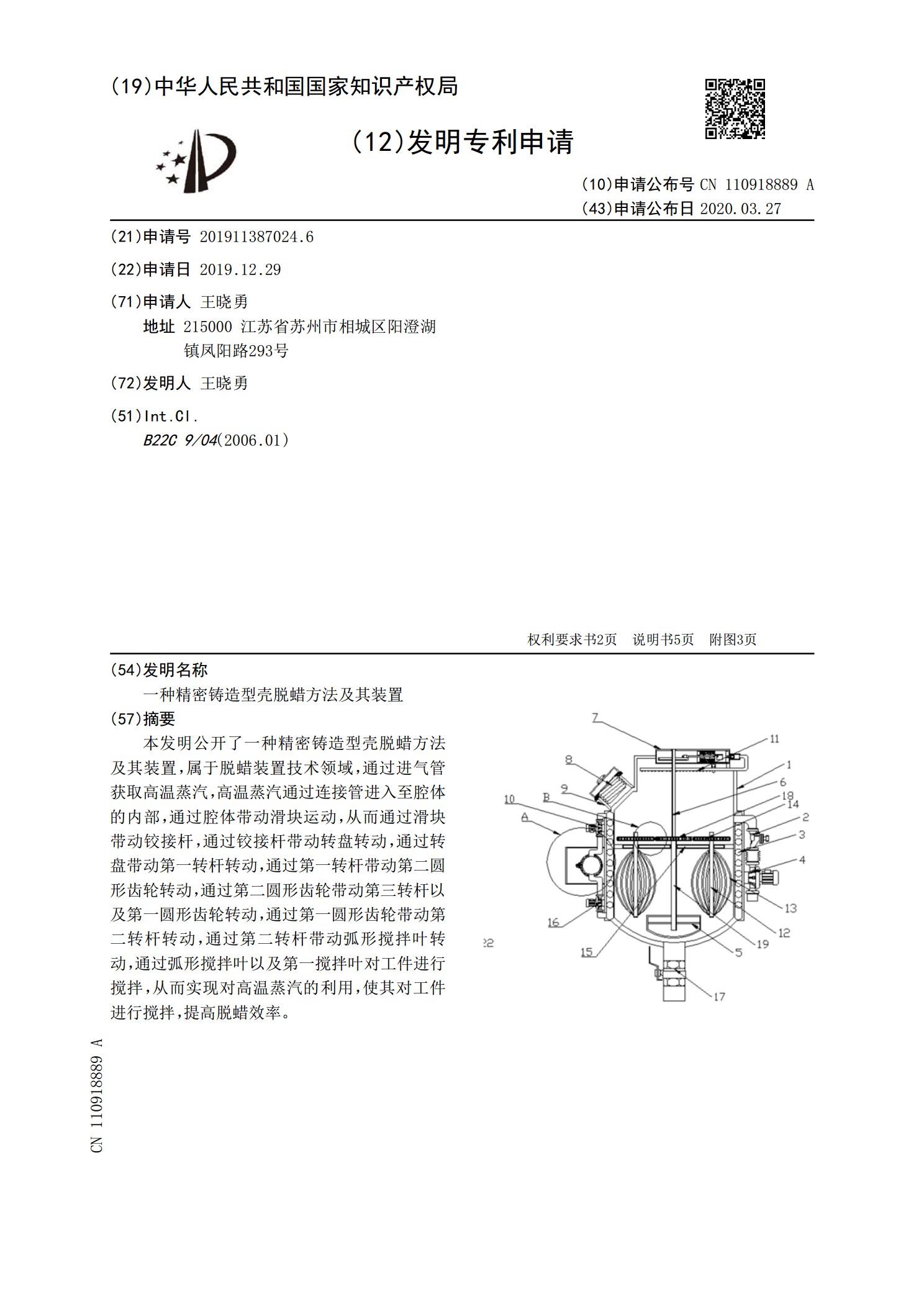
本发明公开了一种精密铸造型壳脱蜡方法及其装置,属于脱蜡装置技术领域,通过进气管获取高温蒸汽,高温蒸汽通过连接管进入至腔体的内部,通过腔体带动滑块运动,从而通过滑块带动铰接杆,通过铰接杆带动转盘转动,通过转盘带动第一转杆转动,通过第一转杆带动第二圆形齿轮转动,通过第二圆形齿轮带动第三转杆以及第一圆形齿轮转动,通过第一圆形齿轮带动第二转杆转动,通过第二转杆带动弧形搅拌叶转动,通过弧形搅拌叶以及第一搅拌叶对工件进行搅拌,从而实现对高温蒸汽的利用,使其对工件进行搅拌,提高脱蜡效率。
一种熔模精密铸造脱蜡过滤装置.pdf
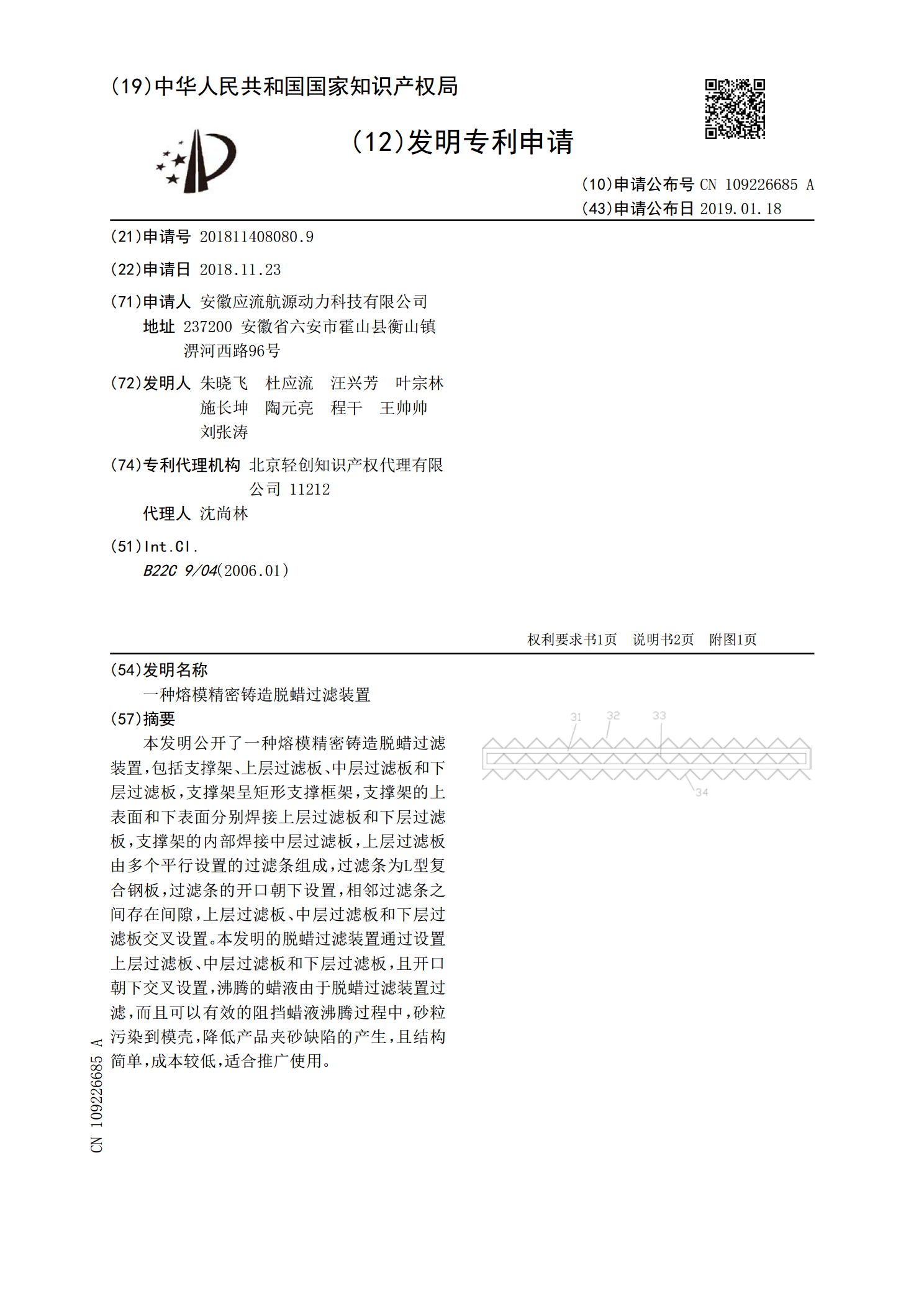
本发明公开了一种熔模精密铸造脱蜡过滤装置,包括支撑架、上层过滤板、中层过滤板和下层过滤板,支撑架呈矩形支撑框架,支撑架的上表面和下表面分别焊接上层过滤板和下层过滤板,支撑架的内部焊接中层过滤板,上层过滤板由多个平行设置的过滤条组成,过滤条为L型复合钢板,过滤条的开口朝下设置,相邻过滤条之间存在间隙,上层过滤板、中层过滤板和下层过滤板交叉设置。本发明的脱蜡过滤装置通过设置上层过滤板、中层过滤板和下层过滤板,且开口朝下交叉设置,沸腾的蜡液由于脱蜡过滤装置过滤,而且可以有效的阻挡蜡液沸腾过程中,砂粒污染到模壳,

熔模精密铸造用陶瓷型壳脱蜡开裂研究及解决方法.docx
熔模精密铸造用陶瓷型壳脱蜡开裂研究及解决方法熔模精密铸造是一种高精度、高质量的铸造方法,广泛应用于航空、航天、汽车等领域。在熔模精密铸造过程中,陶瓷型壳是起到支撑和形成铸件空腔的关键部分。然而,在陶瓷型壳脱蜡过程中,常常会出现开裂的问题,给铸造工艺带来很大的困扰。本文将就熔模精密铸造用陶瓷型壳脱蜡开裂问题进行研究,并提出解决方法。陶瓷型壳脱蜡开裂主要是由于以下几个原因所导致的。首先,陶瓷型壳在脱蜡过程中会产生热应力,当热应力超过陶瓷的承载能力时,就会导致开裂。其次,陶瓷型壳材料的化学成分和烧结工艺也会影响
一种精密铸件砂型模壳的脱蜡回收熔模工艺.pdf
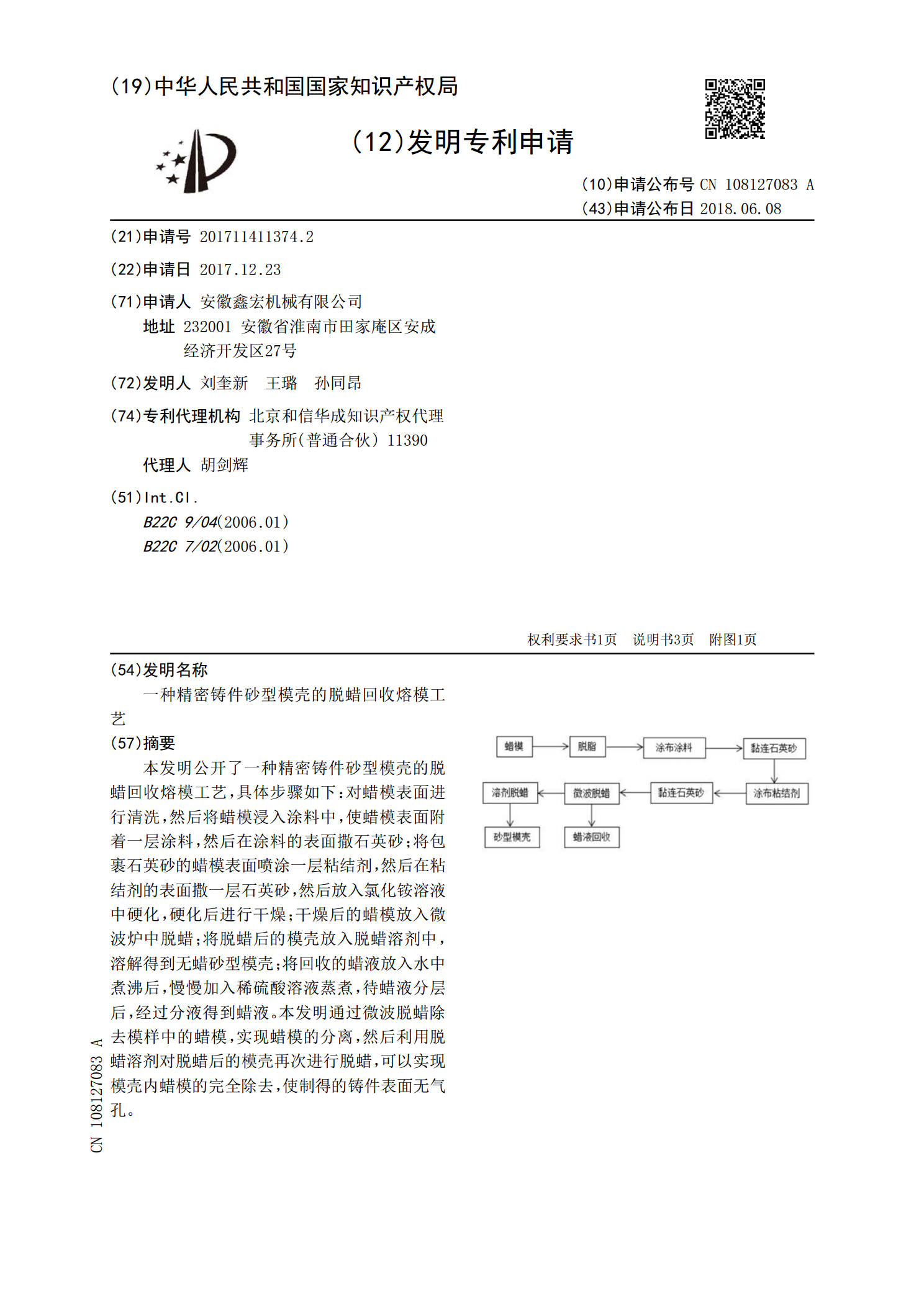
本发明公开了一种精密铸件砂型模壳的脱蜡回收熔模工艺,具体步骤如下:对蜡模表面进行清洗,然后将蜡模浸入涂料中,使蜡模表面附着一层涂料,然后在涂料的表面撒石英砂;将包裹石英砂的蜡模表面喷涂一层粘结剂,然后在粘结剂的表面撒一层石英砂,然后放入氯化铵溶液中硬化,硬化后进行干燥;干燥后的蜡模放入微波炉中脱蜡;将脱蜡后的模壳放入脱蜡溶剂中,溶解得到无蜡砂型模壳;将回收的蜡液放入水中煮沸后,慢慢加入稀硫酸溶液蒸煮,待蜡液分层后,经过分液得到蜡液。本发明通过微波脱蜡除去模样中的蜡模,实现蜡模的分离,然后利用脱蜡溶剂对脱蜡