
熔模精密铸造型砂的煅烧工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

熔模精密铸造型砂的煅烧工艺.docx
熔模精密铸造型砂的煅烧工艺熔模精密铸造是一种高精度、高质量的铸造方法,可以制造出精度要求高、复杂形状的零件,具有广泛的应用前景。熔模精密铸造的关键技术之一是熔模精密铸造型砂的煅烧工艺,本文将从煅烧工艺的原理、设备、工艺和控制等几个方面进行阐述。一、煅烧工艺的原理熔模精密铸造型砂是一种特殊的砂型材料,由于铸造型砂在铸造过程中需要承受高温和高压等多种复杂的力学、热学和化学作用,因此需要具有高强度、高温稳定性、低气孔率等特点。熔模精密铸造型砂的制备过程中,烧结工艺是非常重要的一环,其目的是通过升高砂型温度将有机

石膏型熔模精密铸造工艺的研究.docx
石膏型熔模精密铸造工艺的研究石膏型熔模精密铸造工艺的研究摘要:石膏型熔模精密铸造是一种新兴的精密铸造工艺,具有高精度、高表面质量和高加工效率的特点。本论文通过对石膏型熔模精密铸造工艺的研究,分析了工艺的基本原理和关键技术,探讨了工艺的优化方法,以提高石膏型熔模精密铸造的质量和效率。关键词:石膏型熔模,精密铸造,工艺研究,优化方法1.引言随着科学技术的发展,对于精密铸造工艺的要求也越来越高。而石膏型熔模精密铸造作为一种新型的工艺,具有诸多优势,在航空航天、汽车制造等领域得到广泛应用。本论文旨在通过对石膏型熔

平面类铸件熔模精密铸造工艺探讨.docx
平面类铸件熔模精密铸造工艺探讨平面类铸件熔模精密铸造工艺探讨摘要:本论文针对平面类铸件的熔模精密铸造工艺进行了深入探讨。首先介绍了平面类铸件的概念和应用领域。然后分析了熔模精密铸造工艺的优点和不足之处。接着详细讲解了平面类铸件熔模精密铸造的具体工艺流程和关键技术。最后通过实例分析了该工艺在实际生产中的应用,并提出了进一步改进的建议。关键词:平面类铸件;熔模精密铸造;工艺流程;关键技术一、引言随着工业技术的发展,对于平面类铸件的精度和质量要求越来越高。而传统的砂型铸造工艺由于其精度和表面质量的限制,已经无法
一种低压熔模精密铸造工艺.pdf
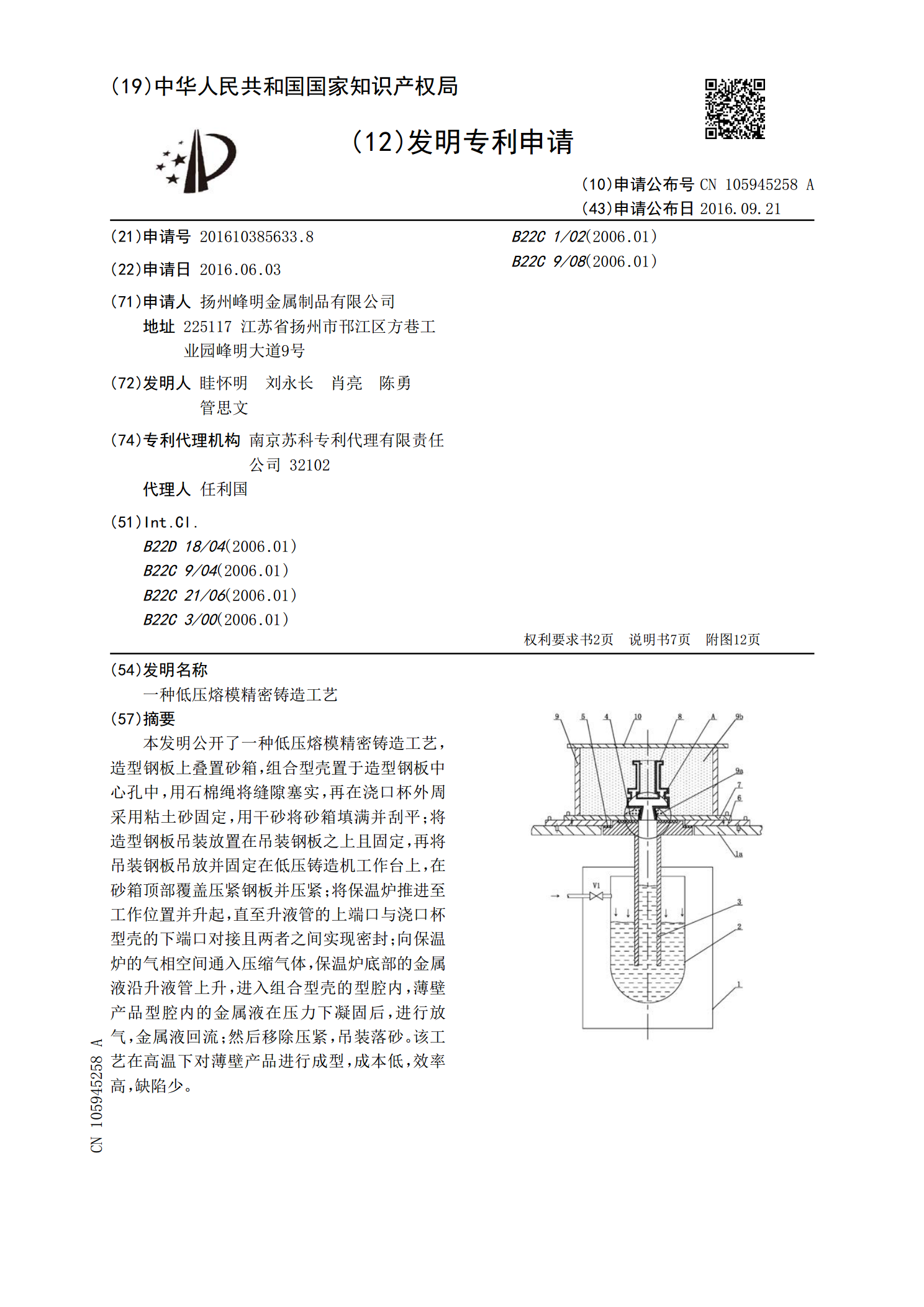
本发明公开了一种低压熔模精密铸造工艺,造型钢板上叠置砂箱,组合型壳置于造型钢板中心孔中,用石棉绳将缝隙塞实,再在浇口杯外周采用粘土砂固定,用干砂将砂箱填满并刮平;将造型钢板吊装放置在吊装钢板之上且固定,再将吊装钢板吊放并固定在低压铸造机工作台上,在砂箱顶部覆盖压紧钢板并压紧;将保温炉推进至工作位置并升起,直至升液管的上端口与浇口杯型壳的下端口对接且两者之间实现密封;向保温炉的气相空间通入压缩气体,保温炉底部的金属液沿升液管上升,进入组合型壳的型腔内,薄壁产品型腔内的金属液在压力下凝固后,进行放气,金属液回
熔模精密铸造生产装置及生产工艺.pdf
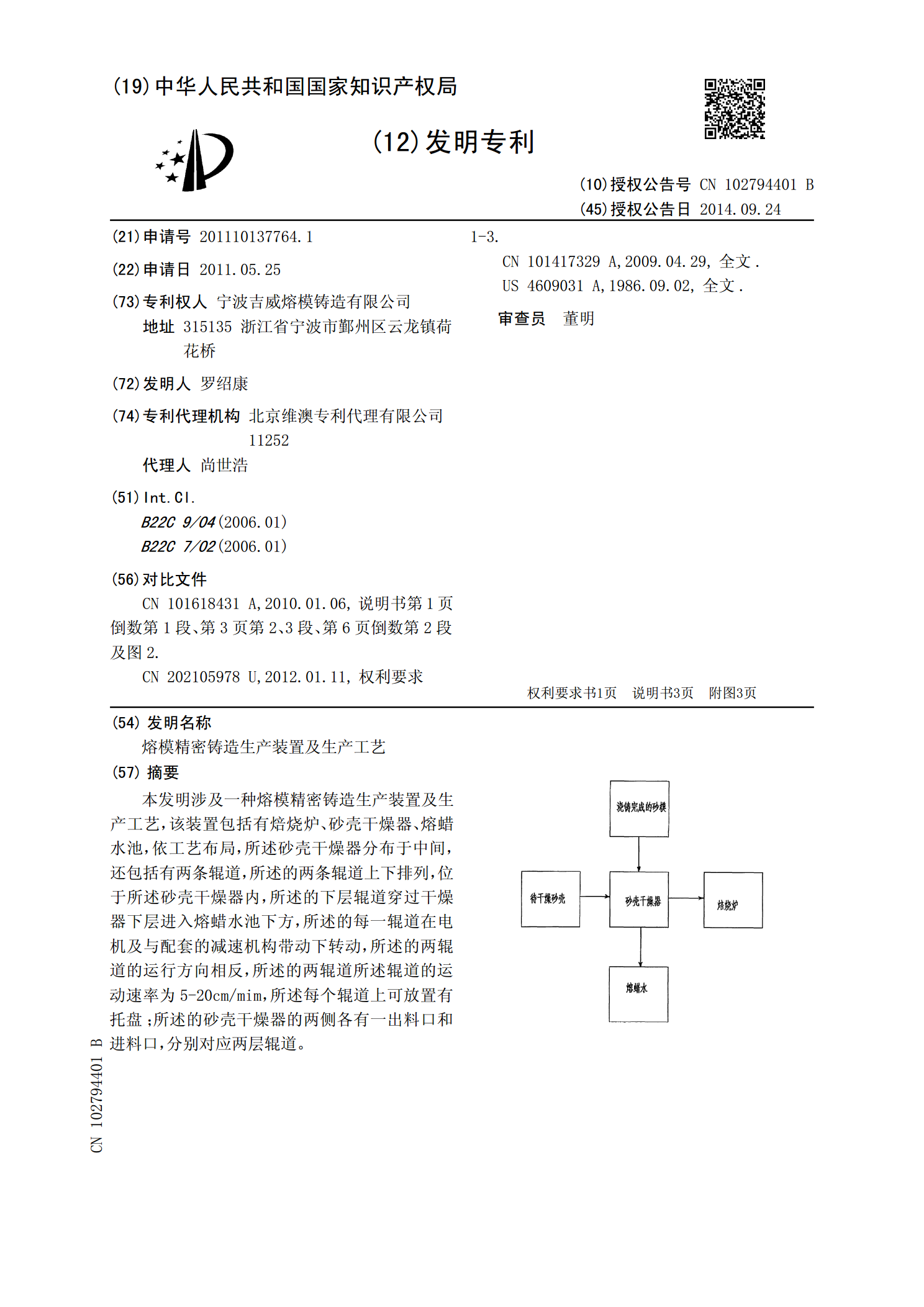
本发明涉及一种熔模精密铸造生产装置及生产工艺,该装置包括有焙烧炉、砂壳干燥器、熔蜡水池,依工艺布局,所述砂壳干燥器分布于中间,还包括有两条辊道,所述的两条辊道上下排列,位于所述砂壳干燥器内,所述的下层辊道穿过干燥器下层进入熔蜡水池下方,所述的每一辊道在电机及与配套的减速机构带动下转动,所述的两辊道的运行方向相反,所述的两辊道所述辊道的运动速率为5-20cm/mim,所述每个辊道上可放置有托盘;所述的砂壳干燥器的两侧各有一出料口和进料口,分别对应两层辊道。