
一种铝合金汽车轮毂铸造工艺.pdf

宏硕****mo

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金汽车轮毂铸造工艺.pdf
本发明公开了一种铝合金汽车轮毂铸造工艺,包括如下步骤:a、金属熔炼:采用Al-Si-Mg三元合金铝材熔炼成合金液;b、浇注:采用低压浇注,浇注温度控制在600-700℃,充型压力为0.02-0.03MPa,充型时间7-9s,凝固保压压力为0.05-0.06MPa,保压时间为8-10min,泄压冷却后脱模。通过上述方式,本发明工艺简单易控,采用自行配方的Al-Si-Mg三元合金低压浇注成型,该合金流动性好、线收缩小、无热裂倾向,使铸得的汽车轮毂具有较高的强度、良好的塑性和高冲击韧性,且铸件表面质量好,无需后

汽车铝合金轮毂低温铸造工艺.pdf
本发明汽车铝合金轮毂低温铸造工艺,涉及一种铸造工艺,将液态铝合金转注入保温炉后,再进行升液、充型、增压、保压、自然冷却,保温炉内液态铝合金的体积不得低于保温炉容积的三分之一,每一次将液态铝合金转注入保温炉的时间为30‑60秒,保温炉内的液态铝合金温度控制在660℃‑675℃范围内,升液的压力为150‑250mbar,每一次压铸一个轮毂的升液的时间为5‑11秒,保压压力为680‑730mbar,保压时间为100‑140s。采用本发明工艺后,保温炉内的液态铝合金温度较业内一般工艺控制的液态铝合金温度要低20
汽车铝合金轮毂低温铸造工艺.pdf
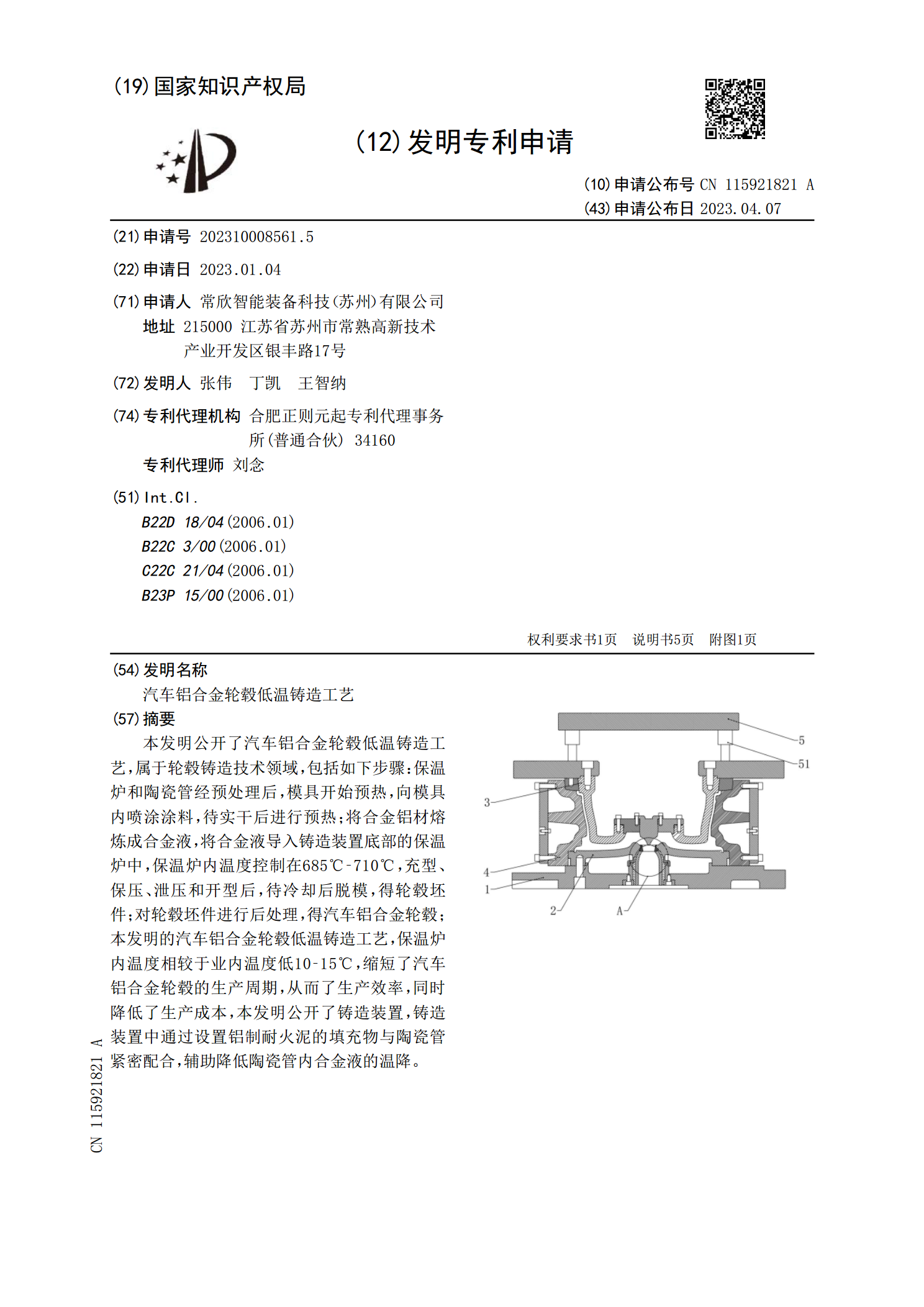
本发明公开了汽车铝合金轮毂低温铸造工艺,属于轮毂铸造技术领域,包括如下步骤:保温炉和陶瓷管经预处理后,模具开始预热,向模具内喷涂涂料,待实干后进行预热;将合金铝材熔炼成合金液,将合金液导入铸造装置底部的保温炉中,保温炉内温度控制在685℃‑710℃,充型、保压、泄压和开型后,待冷却后脱模,得轮毂坯件;对轮毂坯件进行后处理,得汽车铝合金轮毂;本发明的汽车铝合金轮毂低温铸造工艺,保温炉内温度相较于业内温度低10‑15℃,缩短了汽车铝合金轮毂的生产周期,从而了生产效率,同时降低了生产成本,本发明公开了铸造装置,
一种大巴汽车铝合金轮毂的低压铸造工艺.pdf
本发明属于金属熔铸技术领域,涉及一种大巴汽车铝合金轮毂的低压铸造工艺,包括:将铝合金熔化成铝水温度720~740℃,除气除渣;静置待杂质充分上浮,扒出铝渣;转入中转包后再次进行除气精炼,添加一定量铝钛硼合金、铝镁合金和铝锶合金;铸造模具边摸温度400~420℃;低压铸造,浇注温度680~700℃,升液压力0.25~0.27MPa,升液时间6~10s,充型压力0.38~0.42MPa,充型时间15~25s,增压压力0.85~0.95MPa,增压时间8~12s,保压30~50s,泄压凝固待其冷却后脱模。本
一种铝合金轮毂的铸造工艺.pdf
本发明属于轮毂铸造领域,具体为一种铝合金轮毂的铸造工艺,包括如下步骤:a、清洗铸造用上模具与下模具,并风干上模具与下模具;b、分别对上模具涂覆上模具涂料并固化,在下模具内表面涂覆下模具涂料并固化;c、称取铝合金原料,并将铝合金原料熔融浇注;e、浇注完成后立即从浇注口处对处于恒温下的铸造模具进行加压,加压保持时间为1‑1.5h;f、对浇注模具进行阶梯式冷却;g、脱模处理,并对工件进行去除毛边既得轮毂产品;其有效盖上铝合金轮毂成分不均匀以及尺寸不稳定的问题。