
一种铜材挤压成型弯曲率控制机构.pdf

Ja****23

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜材挤压成型弯曲率控制机构.pdf
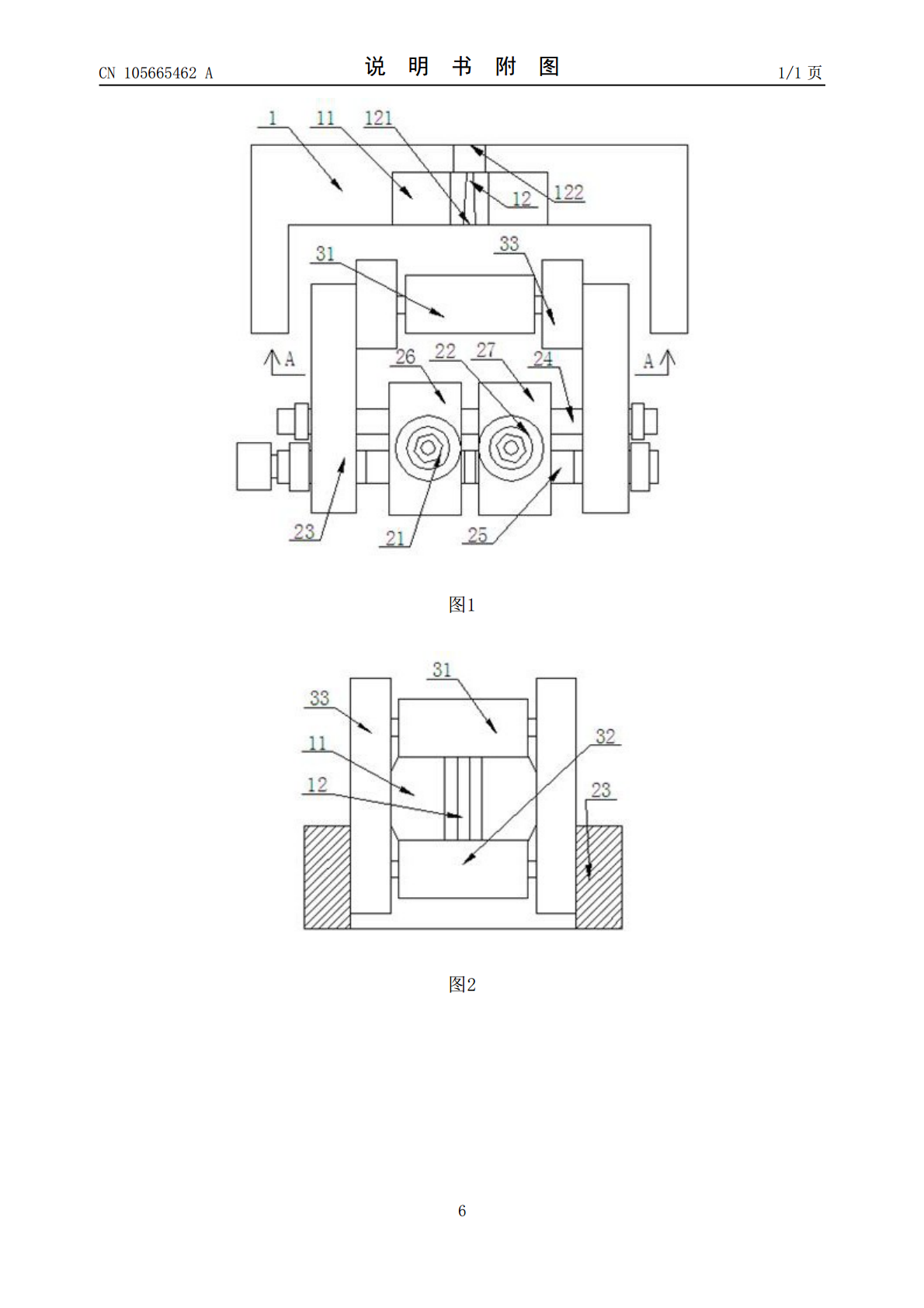
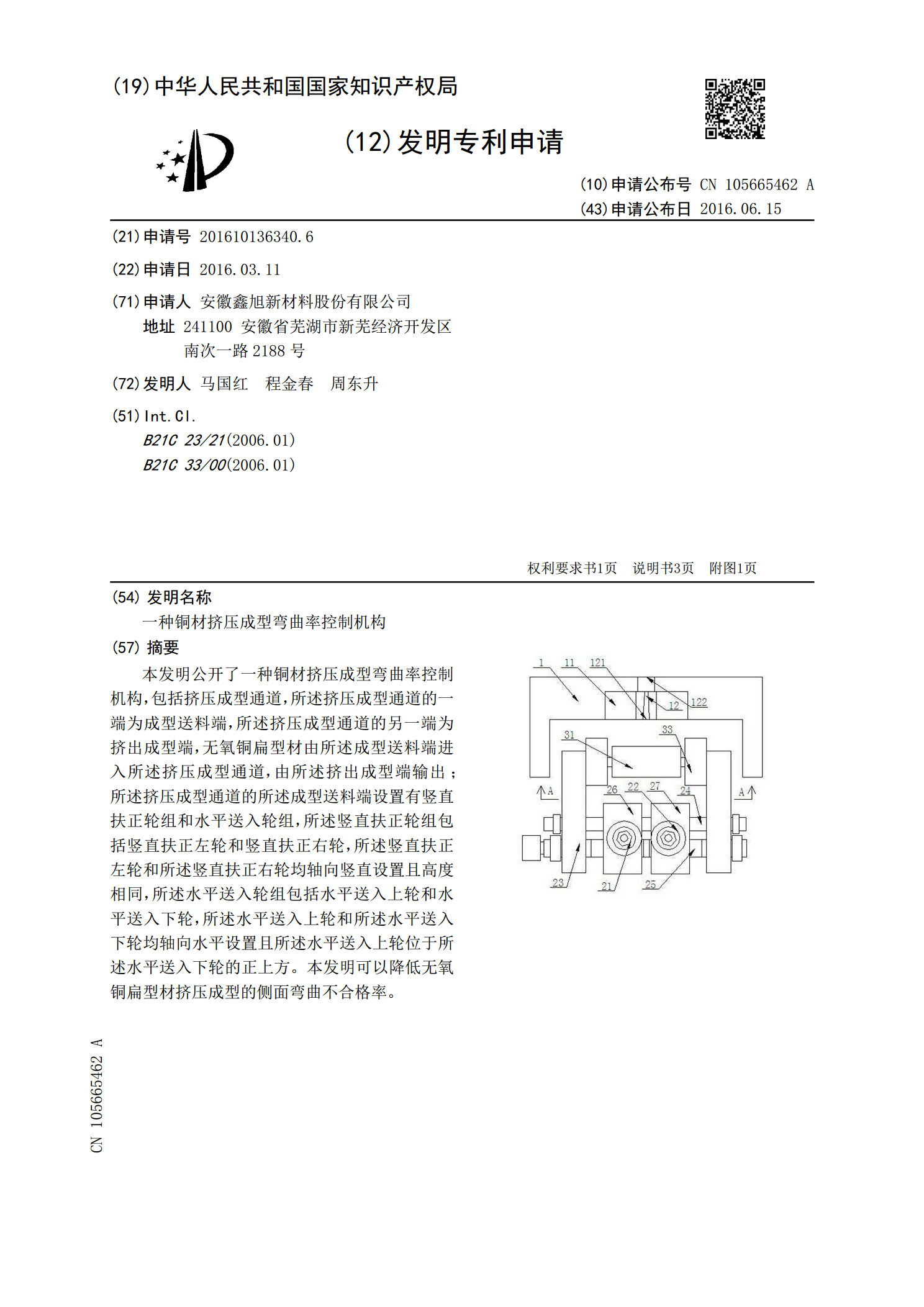
本发明公开了一种铜材挤压成型弯曲率控制机构,包括挤压成型通道,所述挤压成型通道的一端为成型送料端,所述挤压成型通道的另一端为挤出成型端,无氧铜扁型材由所述成型送料端进入所述挤压成型通道,由所述挤出成型端输出;所述挤压成型通道的所述成型送料端设置有竖直扶正轮组和水平送入轮组,所述竖直扶正轮组包括竖直扶正左轮和竖直扶正右轮,所述竖直扶正左轮和所述竖直扶正右轮均轴向竖直设置且高度相同,所述水平送入轮组包括水平送入上轮和水平送入下轮,所述水平送入上轮和所述水平送入下轮均轴向水平设置且所述水平送入上轮位于所述水平送
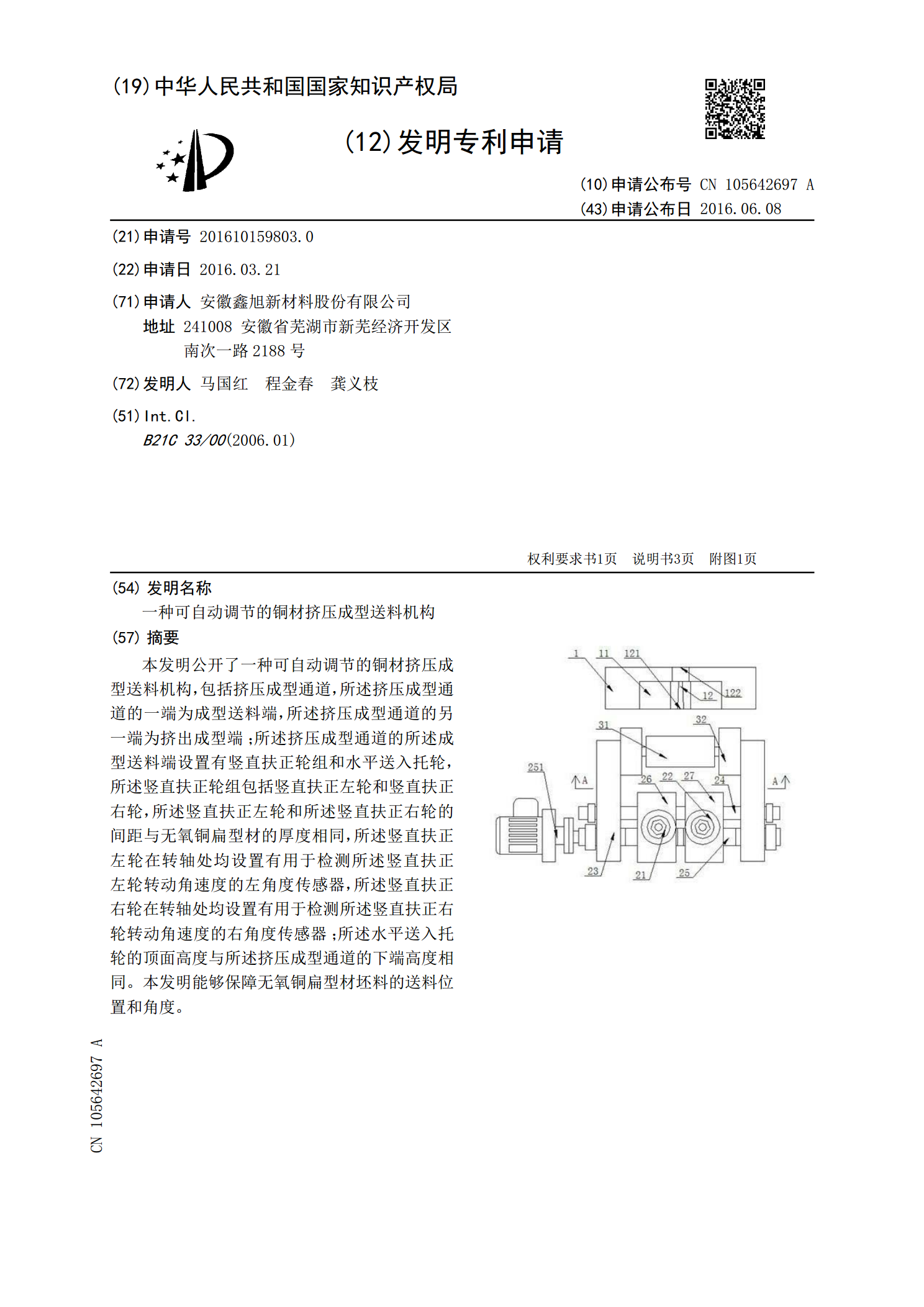
一种可自动调节的铜材挤压成型送料机构.pdf
本发明公开了一种可自动调节的铜材挤压成型送料机构,包括挤压成型通道,所述挤压成型通道的一端为成型送料端,所述挤压成型通道的另一端为挤出成型端;所述挤压成型通道的所述成型送料端设置有竖直扶正轮组和水平送入托轮,所述竖直扶正轮组包括竖直扶正左轮和竖直扶正右轮,所述竖直扶正左轮和所述竖直扶正右轮的间距与无氧铜扁型材的厚度相同,所述竖直扶正左轮在转轴处均设置有用于检测所述竖直扶正左轮转动角速度的左角度传感器,所述竖直扶正右轮在转轴处均设置有用于检测所述竖直扶正右轮转动角速度的右角度传感器;所述水平送入托轮的顶面高
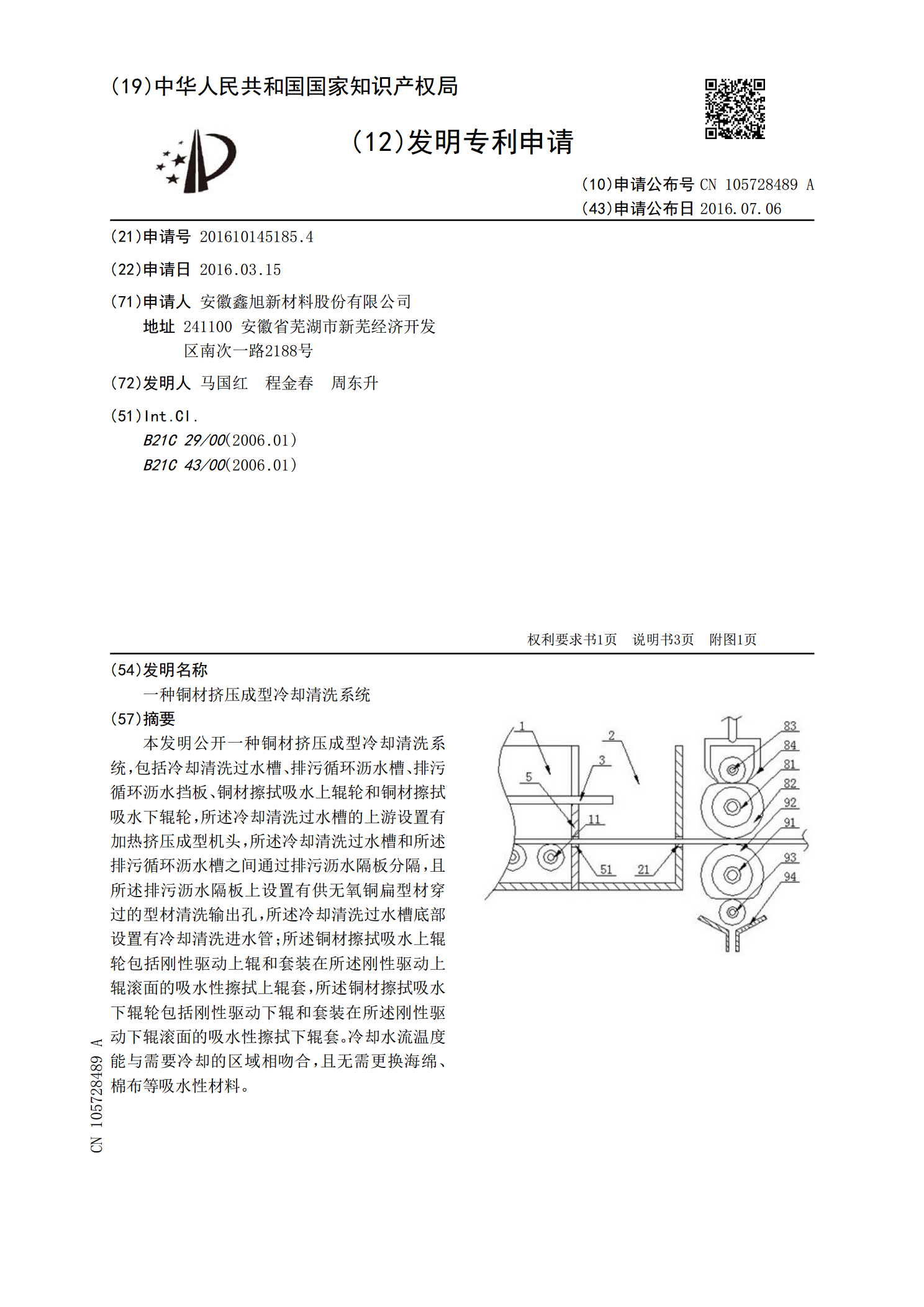
一种铜材挤压成型冷却清洗系统.pdf
本发明公开一种铜材挤压成型冷却清洗系统,包括冷却清洗过水槽、排污循环沥水槽、排污循环沥水挡板、铜材擦拭吸水上辊轮和铜材擦拭吸水下辊轮,所述冷却清洗过水槽的上游设置有加热挤压成型机头,所述冷却清洗过水槽和所述排污循环沥水槽之间通过排污沥水隔板分隔,且所述排污沥水隔板上设置有供无氧铜扁型材穿过的型材清洗输出孔,所述冷却清洗过水槽底部设置有冷却清洗进水管;所述铜材擦拭吸水上辊轮包括刚性驱动上辊和套装在所述刚性驱动上辊滚面的吸水性擦拭上辊套,所述铜材擦拭吸水下辊轮包括刚性驱动下辊和套装在所述刚性驱动下辊滚面的吸水
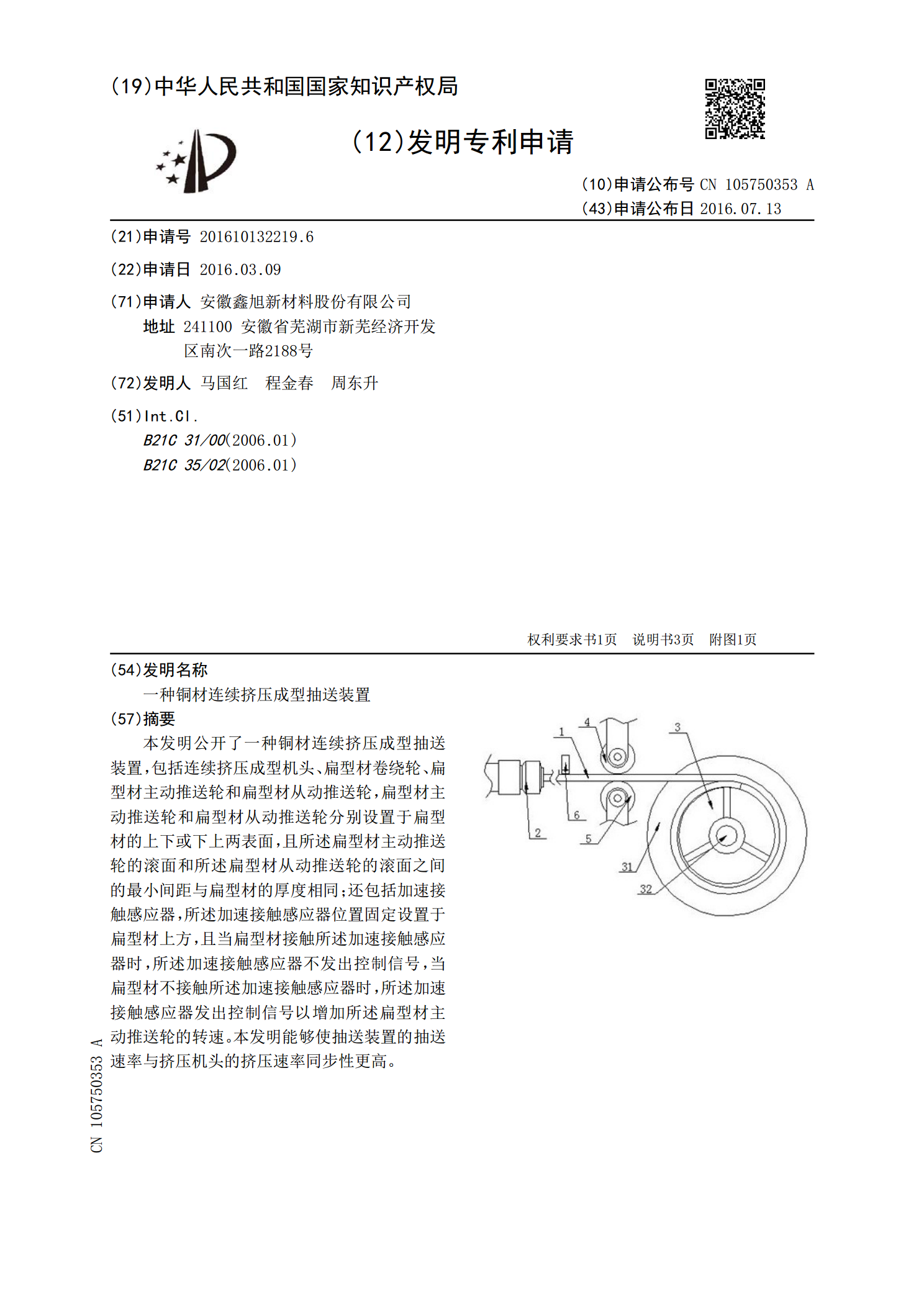
一种铜材连续挤压成型抽送装置.pdf
本发明公开了一种铜材连续挤压成型抽送装置,包括连续挤压成型机头、扁型材卷绕轮、扁型材主动推送轮和扁型材从动推送轮,扁型材主动推送轮和扁型材从动推送轮分别设置于扁型材的上下或下上两表面,且所述扁型材主动推送轮的滚面和所述扁型材从动推送轮的滚面之间的最小间距与扁型材的厚度相同;还包括加速接触感应器,所述加速接触感应器位置固定设置于扁型材上方,且当扁型材接触所述加速接触感应器时,所述加速接触感应器不发出控制信号,当扁型材不接触所述加速接触感应器时,所述加速接触感应器发出控制信号以增加所述扁型材主动推送轮的转速。
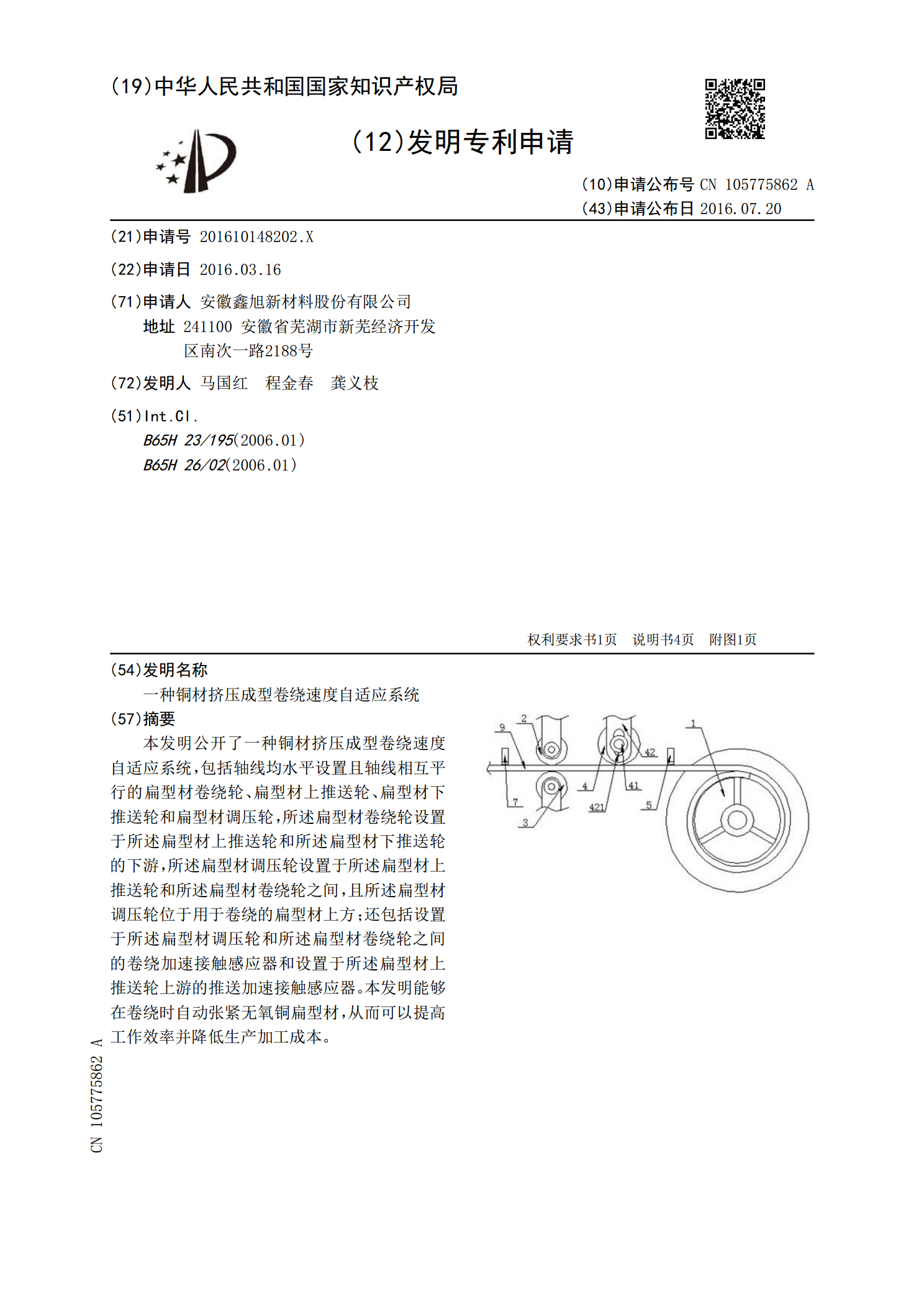
一种铜材挤压成型卷绕速度自适应系统.pdf
本发明公开了一种铜材挤压成型卷绕速度自适应系统,包括轴线均水平设置且轴线相互平行的扁型材卷绕轮、扁型材上推送轮、扁型材下推送轮和扁型材调压轮,所述扁型材卷绕轮设置于所述扁型材上推送轮和所述扁型材下推送轮的下游,所述扁型材调压轮设置于所述扁型材上推送轮和所述扁型材卷绕轮之间,且所述扁型材调压轮位于用于卷绕的扁型材上方;还包括设置于所述扁型材调压轮和所述扁型材卷绕轮之间的卷绕加速接触感应器和设置于所述扁型材上推送轮上游的推送加速接触感应器。本发明能够在卷绕时自动张紧无氧铜扁型材,从而可以提高工作效率并降低生产