
一种齿轮高精度成型磨CBN电铸砂轮的制备方法.pdf

玉怡****文档

1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮高精度成型磨CBN电铸砂轮的制备方法.pdf
本发明公开一种齿轮高精度成型磨CBN电铸砂轮的制备方法,包括如下步骤:一.CBN磨料的前期处理:将CBN磨料强碱洗涤、强酸洗涤剂,然后水洗至中性;二.基体的加工;三.采用专用设备在基体上植砂;四.植砂完成后的专用设备上的加厚;五.后期修整。本发明的优点是:采用了CBN磨料的前期处理工艺,将CBN磨料表面进行了除杂处理,增加了表面活性,使镀层更加牢固;在植砂和加厚工艺中,采用了专门设计的设备,植砂过程中,振捣电机所产生的振捣作用使得基体旋转,不仅保证CBN磨料流均匀植入基体表面,振捣作用使得CBN磨料更紧密
一种高精度侧磨电铸CBN砂轮的制备方法.pdf
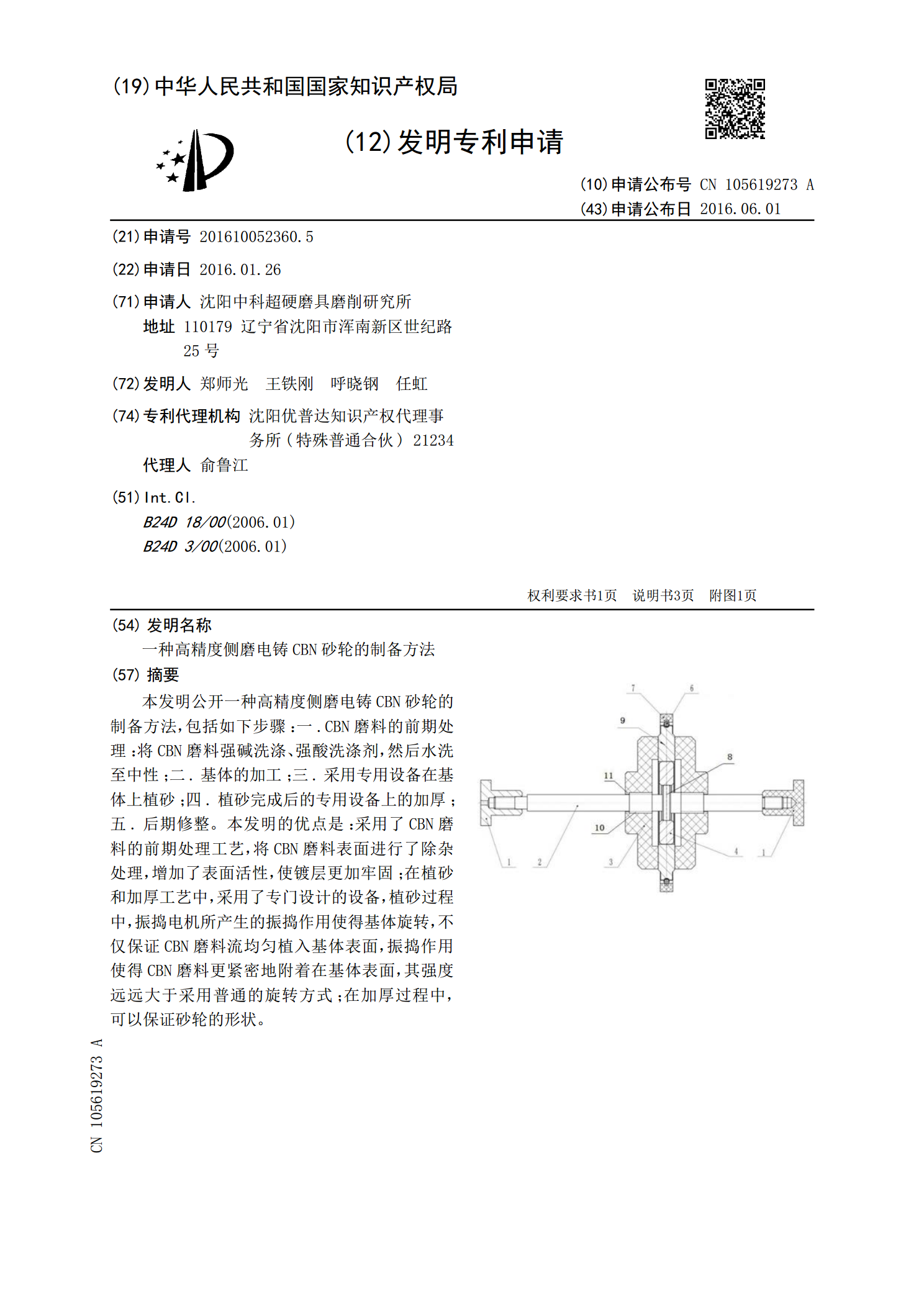
本发明公开一种高精度侧磨电铸CBN砂轮的制备方法,包括如下步骤:一.CBN磨料的前期处理:将CBN磨料强碱洗涤、强酸洗涤剂,然后水洗至中性;二.基体的加工;三.采用专用设备在基体上植砂;四.植砂完成后的专用设备上的加厚;五.后期修整。本发明的优点是:采用了CBN磨料的前期处理工艺,将CBN磨料表面进行了除杂处理,增加了表面活性,使镀层更加牢固;在植砂和加厚工艺中,采用了专门设计的设备,植砂过程中,振捣电机所产生的振捣作用使得基体旋转,不仅保证CBN磨料流均匀植入基体表面,振捣作用使得CBN磨料更紧密地附着

一种开槽CBN电铸砂轮的制备方法.pdf
本发明公开一种开槽CBN电铸砂轮的制备方法,包括如下步骤:一.CBN磨料的前期处理:将CBN磨料强碱洗涤、强酸洗涤剂,然后水洗至中性;二.基体的加工;三.采用专用设备在基体上植砂;四.植砂完成后的专用设备上的加厚;五.后期修整。本发明的优点是:采用了CBN磨料的前期处理工艺,将CBN磨料表面进行了除杂处理,增加了表面活性,使镀层更加牢固;在植砂和加厚工艺中,采用了专门设计的设备,植砂过程中,振捣电机所产生的振捣作用使得基体旋转,不仅保证CBN磨料流均匀植入基体表面,振捣作用使得CBN磨料更紧密地附着在基体

一种螺杆转子CBN电铸砂轮的制备方法.pdf
本发明公开一种螺杆转子CBN电铸砂轮的制备方法,包括如下步骤:一.CBN磨料的前期处理:将CBN磨料强碱洗涤、强酸洗涤剂,然后水洗至中性;二.基体的加工;三.采用专用设备在基体上植砂;四.植砂完成后的专用设备上的加厚;五.后期修整。本发明的优点是:采用了CBN磨料的前期处理工艺,将CBN磨料表面进行了除杂处理,增加了表面活性,使镀层更加牢固;在植砂和加厚工艺中,采用了专门设计的设备,植砂过程中,振捣电机所产生的振捣作用使得基体旋转,不仅保证CBN磨料流均匀植入基体表面,振捣作用使得CBN磨料更紧密地附着在

CBN砂轮的制备方法.pdf
本发明公开了一种CBN砂轮的制备方法,所述CBN砂轮包括钢基体和工作磨料层,所述工作磨料层包括磨料层和中间过渡层,所述CBN砂轮的制备方法包括如下步骤:1)制备预熔陶瓷粉;2)制备陶瓷结合剂;3)取4-7质量份陶瓷漂珠、30-32质量份陶瓷结合剂、4-6质量份白刚玉、25-35质量份CBN来制备磨料层;取40-47质量份150目陶瓷球、20-25质量份陶瓷结合剂来制备中间过渡层;将上述材料按通用方法设置在钢基体上,再按设定的温度曲线烧结,制得CBN砂轮成品;在烧结过程中,采用惰性气体保护。本发明提供的CB