
一种铜材挤压成型自动卷绕调压调速系统.pdf

Ch****91

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜材挤压成型自动卷绕调压调速系统.pdf
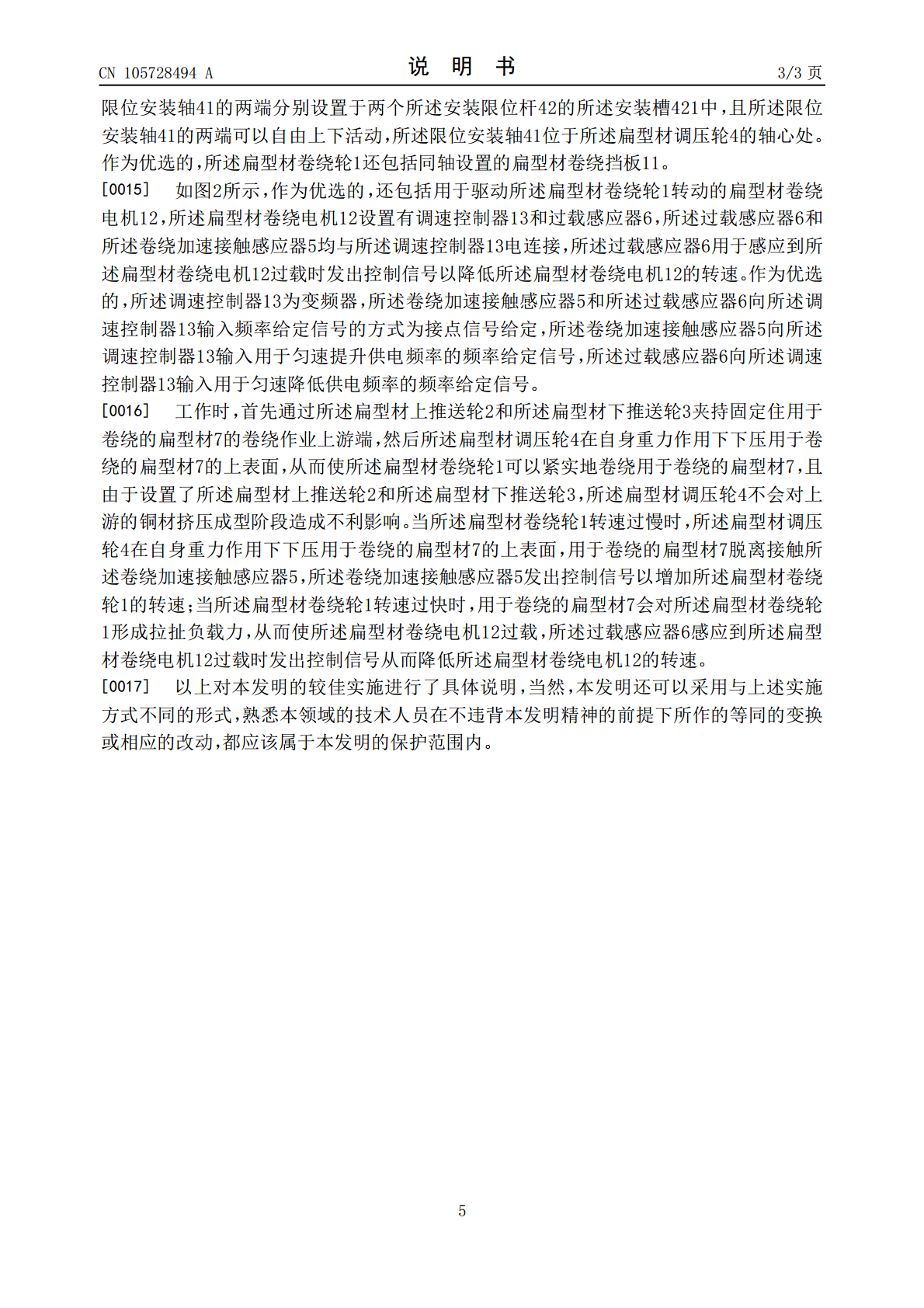
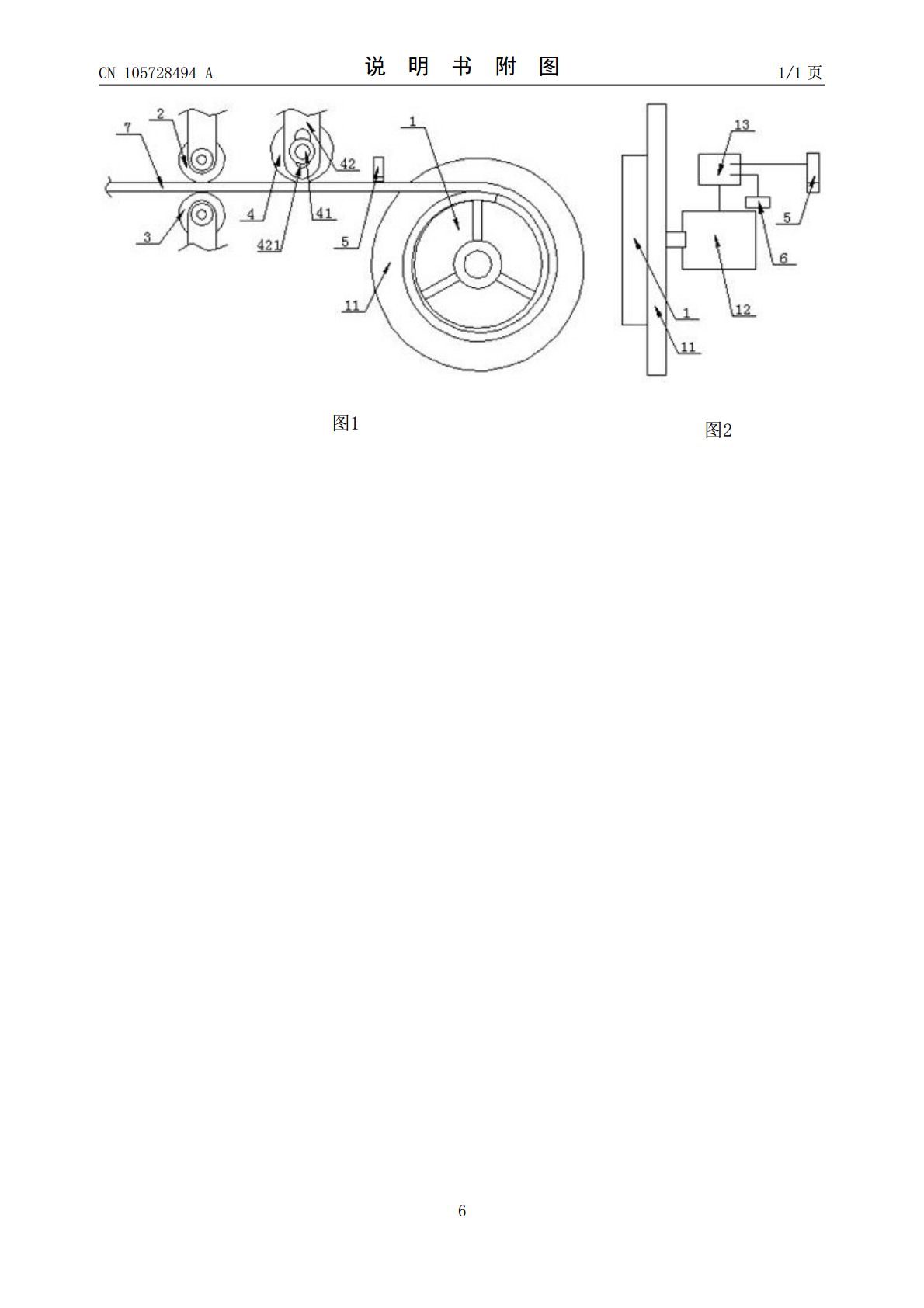
本发明公开了一种铜材挤压成型自动卷绕调压调速系统,包括轴线均水平设置且轴线相互平行的扁型材卷绕轮、扁型材上推送轮、扁型材下推送轮和扁型材调压轮,所述扁型材卷绕轮设置于所述扁型材上推送轮和所述扁型材下推送轮的下游,所述扁型材调压轮设置于所述扁型材上推送轮和所述扁型材卷绕轮之间,且所述扁型材调压轮位于用于卷绕的扁型材上方;还包括设置于所述扁型材调压轮和所述扁型材卷绕轮之间的卷绕加速接触感应器,所述卷绕加速接触感应器位置固定设置于用于卷绕的扁型材上方。本发明能够在卷绕时自动张紧无氧铜扁型材,从而可以提高工作效率
一种铜材挤压成型卷绕速度自适应系统.pdf
本发明公开了一种铜材挤压成型卷绕速度自适应系统,包括轴线均水平设置且轴线相互平行的扁型材卷绕轮、扁型材上推送轮、扁型材下推送轮和扁型材调压轮,所述扁型材卷绕轮设置于所述扁型材上推送轮和所述扁型材下推送轮的下游,所述扁型材调压轮设置于所述扁型材上推送轮和所述扁型材卷绕轮之间,且所述扁型材调压轮位于用于卷绕的扁型材上方;还包括设置于所述扁型材调压轮和所述扁型材卷绕轮之间的卷绕加速接触感应器和设置于所述扁型材上推送轮上游的推送加速接触感应器。本发明能够在卷绕时自动张紧无氧铜扁型材,从而可以提高工作效率并降低生产
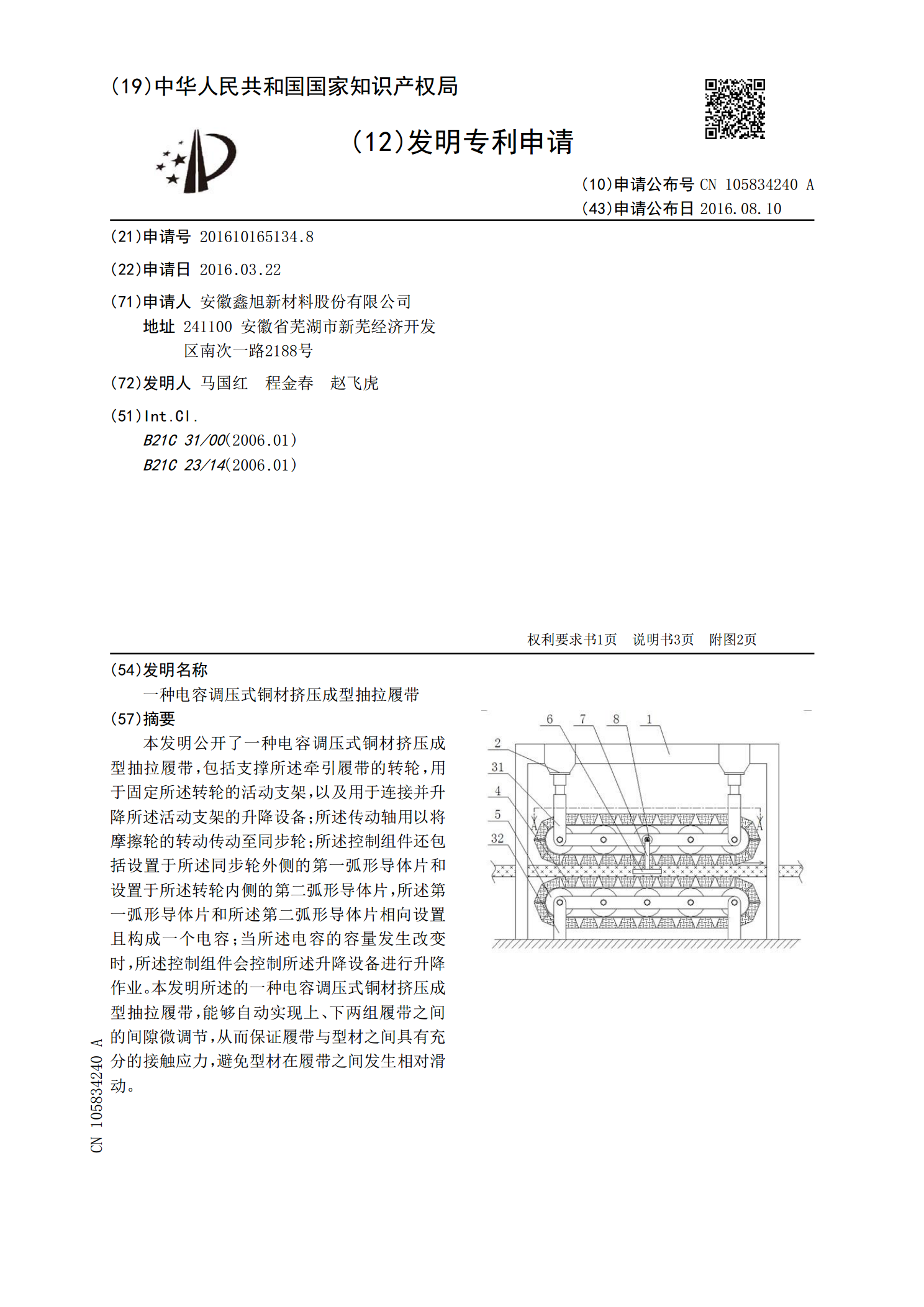
一种电容调压式铜材挤压成型抽拉履带.pdf
本发明公开了一种电容调压式铜材挤压成型抽拉履带,包括支撑所述牵引履带的转轮,用于固定所述转轮的活动支架,以及用于连接并升降所述活动支架的升降设备;所述传动轴用以将摩擦轮的转动传动至同步轮;所述控制组件还包括设置于所述同步轮外侧的第一弧形导体片和设置于所述转轮内侧的第二弧形导体片,所述第一弧形导体片和所述第二弧形导体片相向设置且构成一个电容;当所述电容的容量发生改变时,所述控制组件会控制所述升降设备进行升降作业。本发明所述的一种电容调压式铜材挤压成型抽拉履带,能够自动实现上、下两组履带之间的间隙微调节,从而
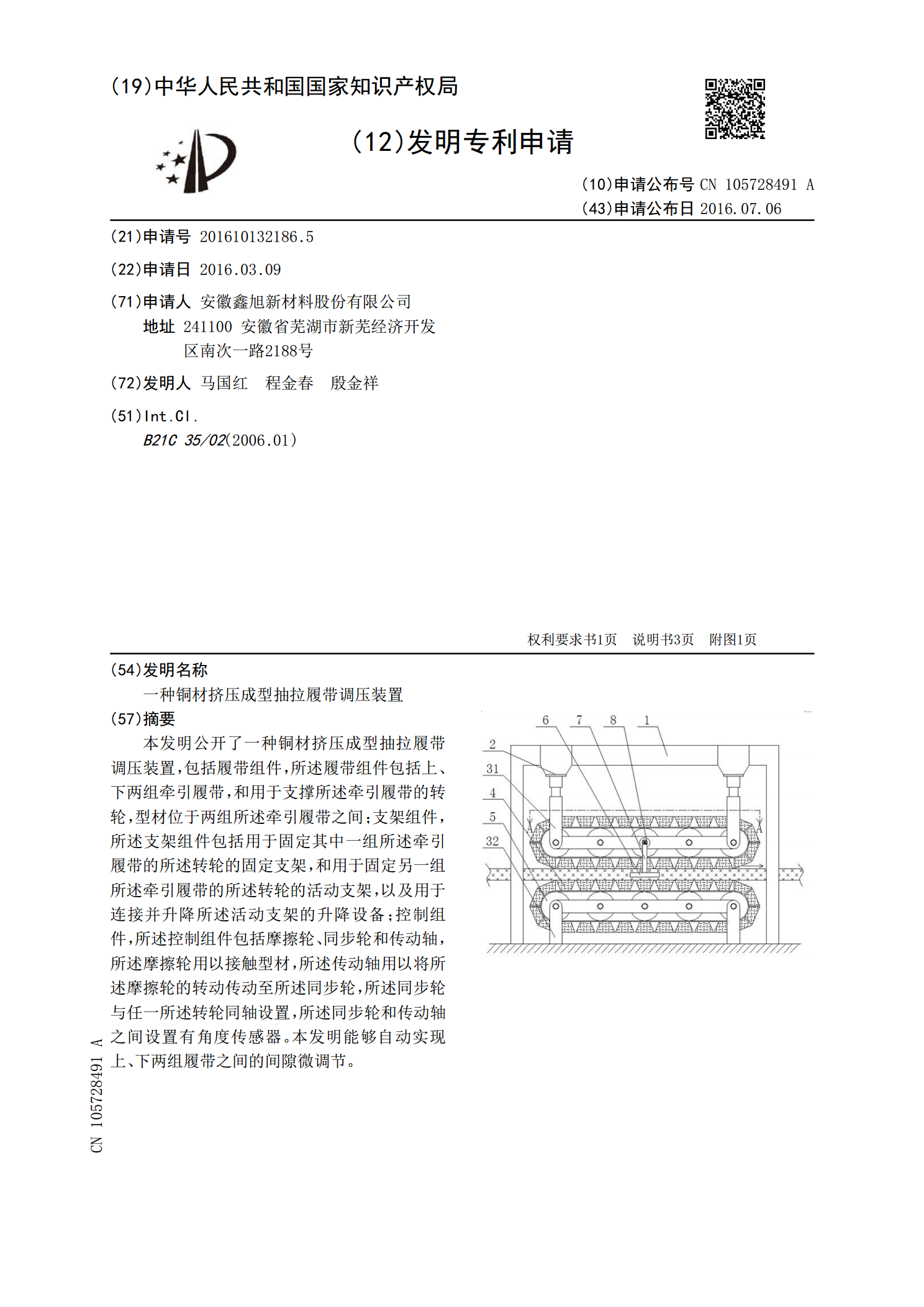
一种铜材挤压成型抽拉履带调压装置.pdf
本发明公开了一种铜材挤压成型抽拉履带调压装置,包括履带组件,所述履带组件包括上、下两组牵引履带,和用于支撑所述牵引履带的转轮,型材位于两组所述牵引履带之间;支架组件,所述支架组件包括用于固定其中一组所述牵引履带的所述转轮的固定支架,和用于固定另一组所述牵引履带的所述转轮的活动支架,以及用于连接并升降所述活动支架的升降设备;控制组件,所述控制组件包括摩擦轮、同步轮和传动轴,所述摩擦轮用以接触型材,所述传动轴用以将所述摩擦轮的转动传动至所述同步轮,所述同步轮与任一所述转轮同轴设置,所述同步轮和传动轴之间设置有
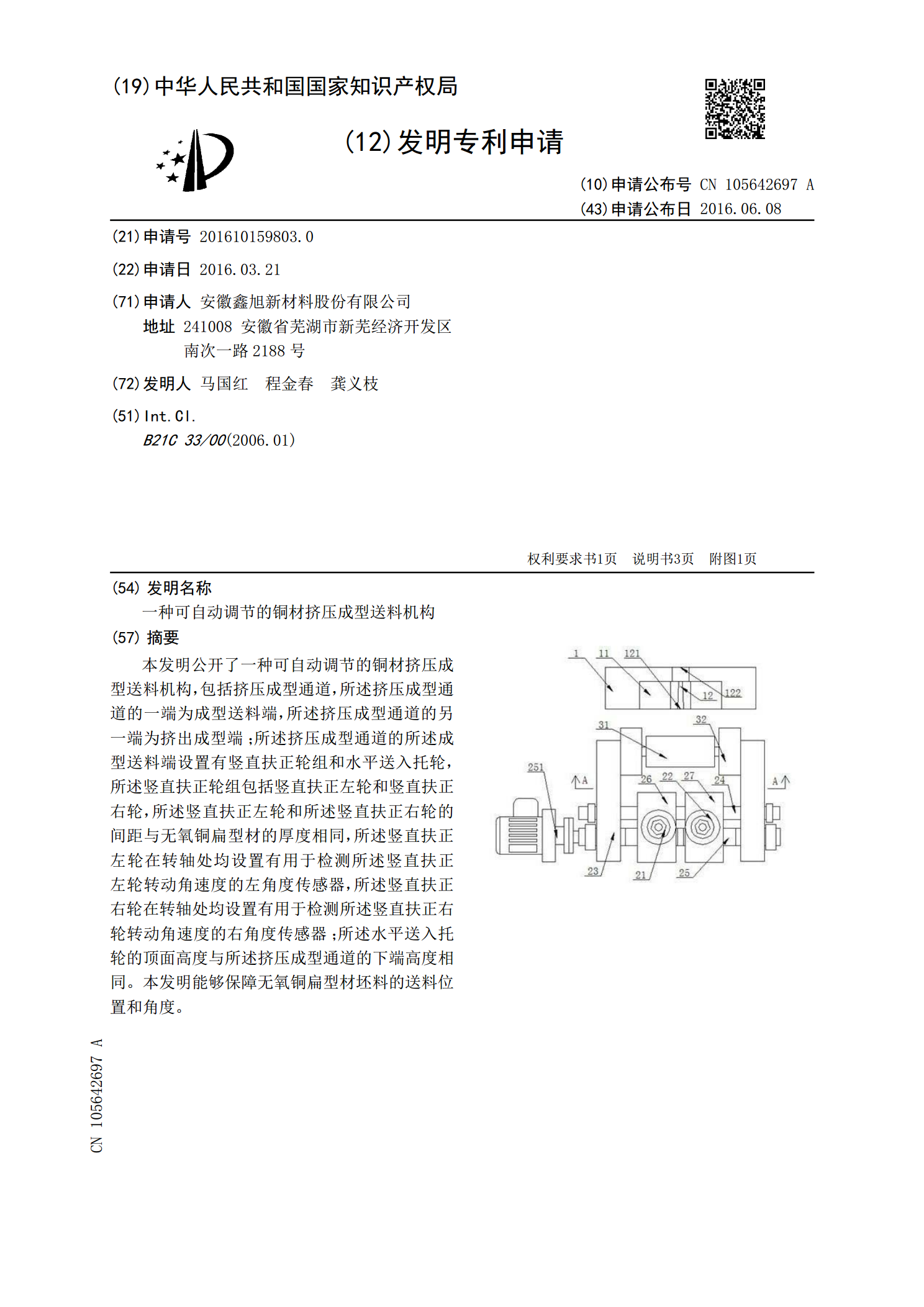
一种可自动调节的铜材挤压成型送料机构.pdf
本发明公开了一种可自动调节的铜材挤压成型送料机构,包括挤压成型通道,所述挤压成型通道的一端为成型送料端,所述挤压成型通道的另一端为挤出成型端;所述挤压成型通道的所述成型送料端设置有竖直扶正轮组和水平送入托轮,所述竖直扶正轮组包括竖直扶正左轮和竖直扶正右轮,所述竖直扶正左轮和所述竖直扶正右轮的间距与无氧铜扁型材的厚度相同,所述竖直扶正左轮在转轴处均设置有用于检测所述竖直扶正左轮转动角速度的左角度传感器,所述竖直扶正右轮在转轴处均设置有用于检测所述竖直扶正右轮转动角速度的右角度传感器;所述水平送入托轮的顶面高