
一种差速器行星齿轮球面上直油槽锻造成形加工工艺.pdf

努力****向丝

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种差速器行星齿轮球面上直油槽锻造成形加工工艺.pdf
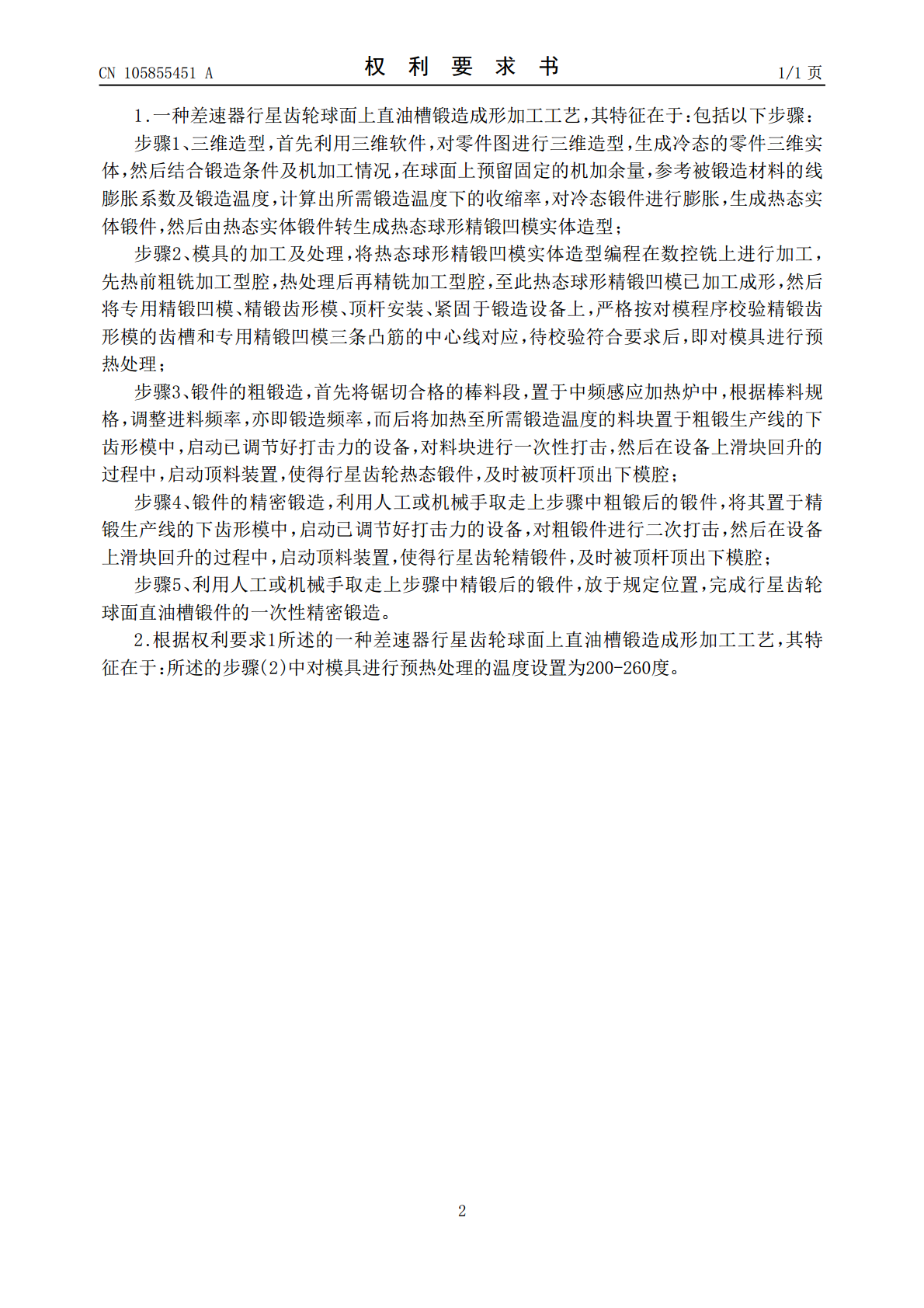
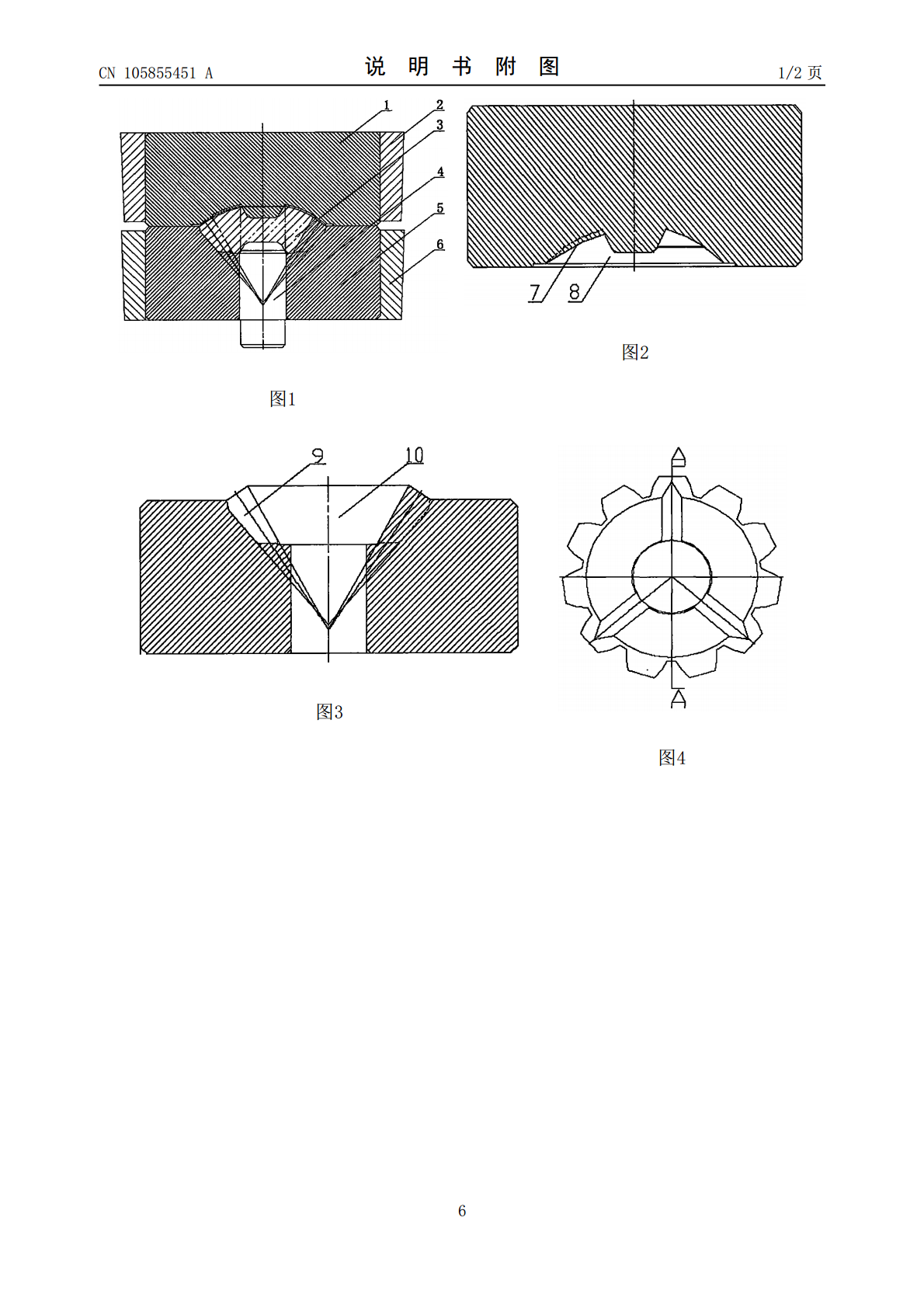
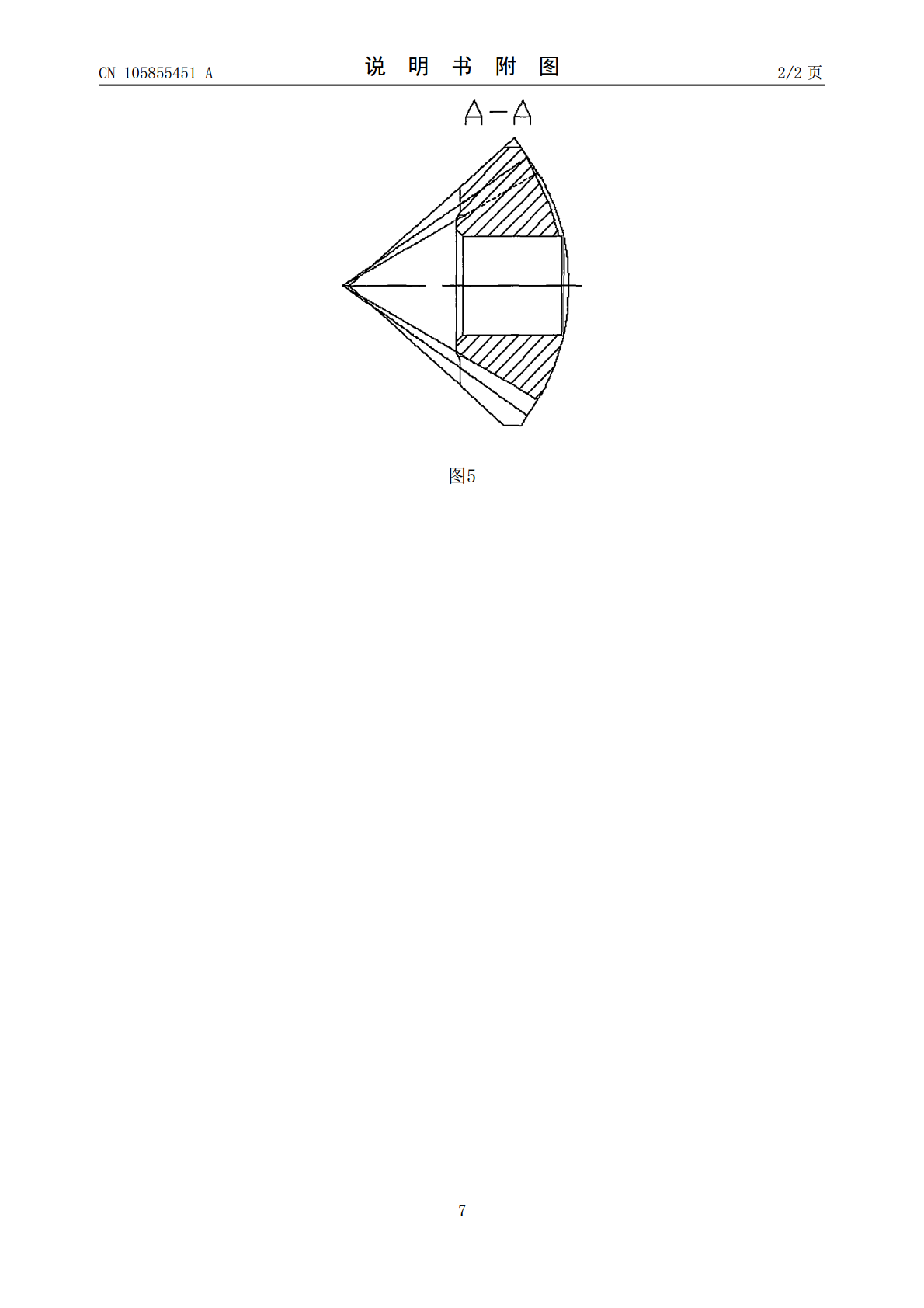
本发明涉及齿轮锻造技术领域,具体涉及一种差速器行星齿轮球面上直油槽锻造成形加工工艺,其包括,三维造型、模具的加工及处理、锻件的粗加工、锻件的精加工等工艺步骤,本发明工艺流程步骤设计科学,解决了行星齿轮球面上所增加的油槽在加工过程中所存在的生产效率低且加工质量满足不了图纸要求的问题,本发明工艺不仅保证了差速器行星齿轮整体的锻造精度、降低了能源消耗,同时也增加了行星齿轮的使用寿命、降低了精加工时间、提高产品生产效率,进而节约了生产材料,降低了企业生产成本投入。

单油槽斜齿轮的锻造工艺.pdf
单油槽斜齿轮的锻造工艺,涉及锻造技术领域,包括以下工艺步骤实现,包括:下料、加热、制坯、成形、热冲孔、切边、等温正火、抛丸、半精车、冷冲油槽、粗车。本发明的有益效果是:本发明中,本申请人针对上述现有问题,进行了工艺研究与改进,确定用冷冲油槽工艺把油槽直接冲出来,冲后油槽满足工艺需求,简化了生产工艺,节约了生产成本,提高了生产效率。
一种行星齿轮垫片井型油槽加工工装.pdf
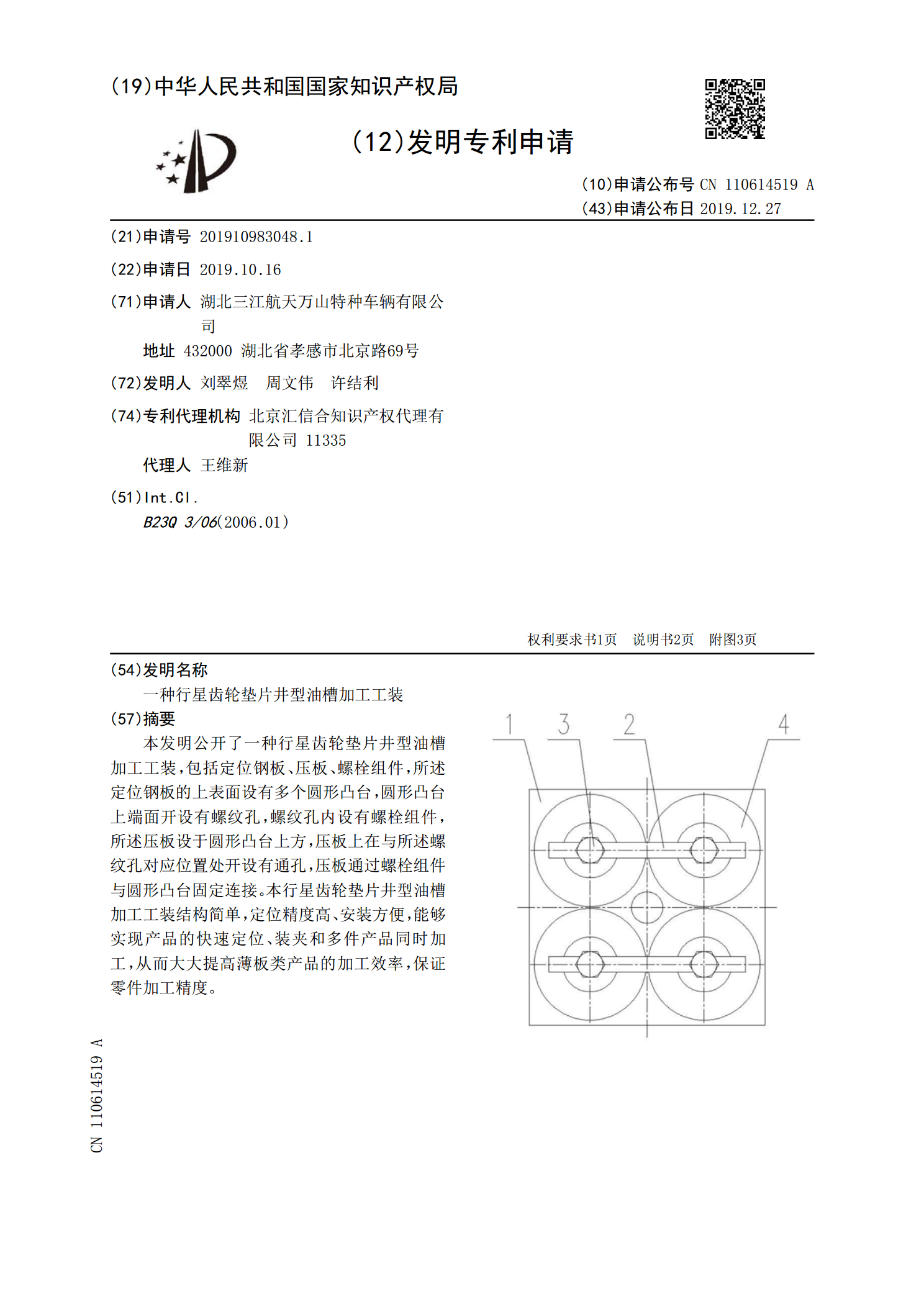
本发明公开了一种行星齿轮垫片井型油槽加工工装,包括定位钢板、压板、螺栓组件,所述定位钢板的上表面设有多个圆形凸台,圆形凸台上端面开设有螺纹孔,螺纹孔内设有螺栓组件,所述压板设于圆形凸台上方,压板上在与所述螺纹孔对应位置处开设有通孔,压板通过螺栓组件与圆形凸台固定连接。本行星齿轮垫片井型油槽加工工装结构简单,定位精度高、安装方便,能够实现产品的快速定位、装夹和多件产品同时加工,从而大大提高薄板类产品的加工效率,保证零件加工精度。

差速器直锥齿轮精密锻造阻氧化加热保护生产工艺.pdf
一种差速器直锥齿轮精密锻造阻氧化加热保护生产工艺,(1)上料;(2)预热到250~300℃,蒸发抗氧化剂中的水分;(3)雾状喷涂抗氧化剂保护表面;(4)中频加热至900~950℃;(5)筛除温度不合格料块;(6)上料到预锻模腔;(7)模具润滑并预锻成型;(8)取料转移到精锻模腔;(9)模具润滑并热精锻成形;(10)取料转移到出料滑道;(11)工件在缓冷箱中保温并缓冷;(12)切锻造飞边;(13)表面清理,去除表面微氧化皮;(14)冷精压成形精锻件。本发明自动化生产,避免人工恶劣环境,生产效率高,工艺性稳定
一种行星齿轮架及其成形工艺.pdf
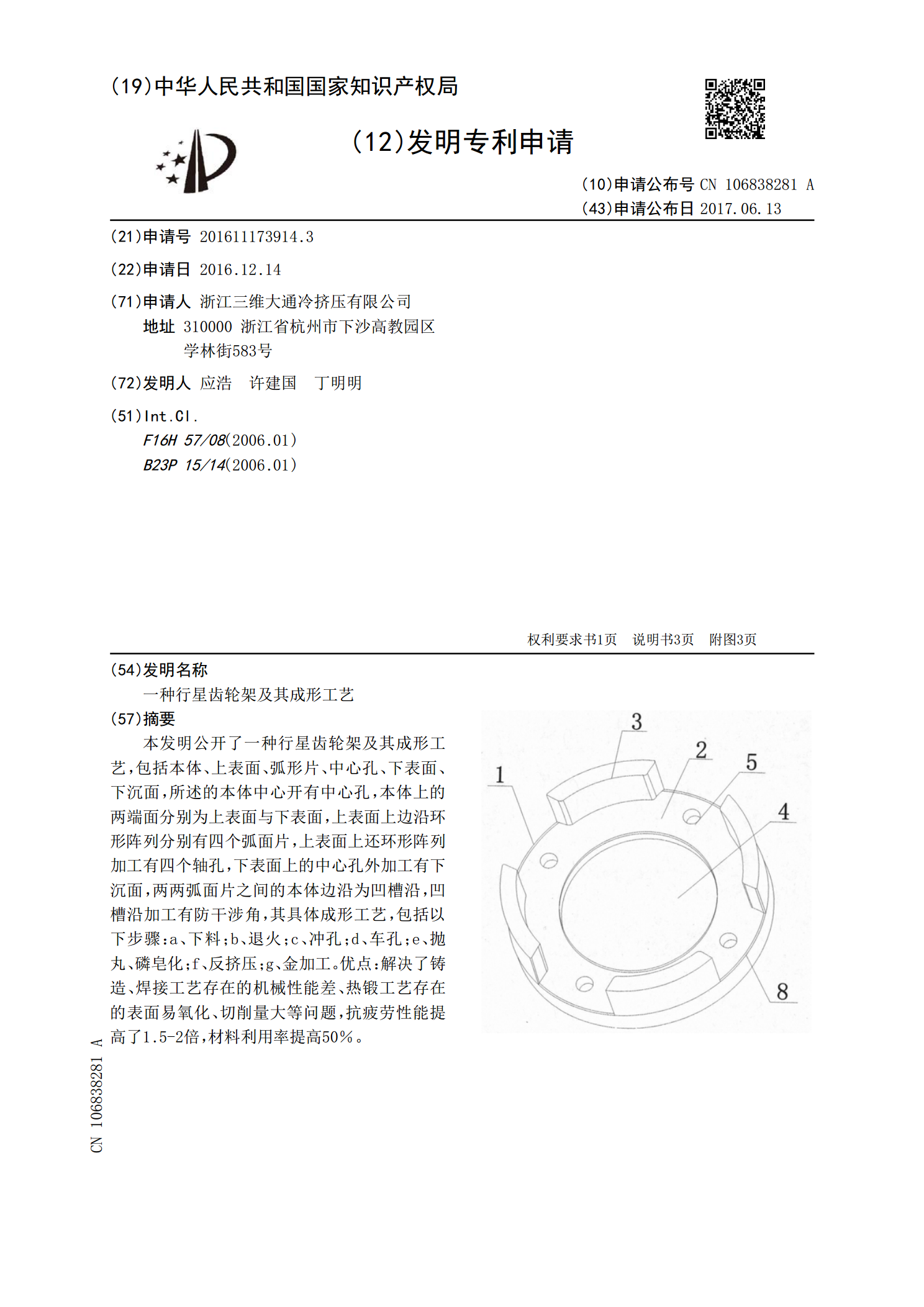
本发明公开了一种行星齿轮架及其成形工艺,包括本体、上表面、弧形片、中心孔、下表面、下沉面,所述的本体中心开有中心孔,本体上的两端面分别为上表面与下表面,上表面上边沿环形阵列分别有四个弧面片,上表面上还环形阵列加工有四个轴孔,下表面上的中心孔外加工有下沉面,两两弧面片之间的本体边沿为凹槽沿,凹槽沿加工有防干涉角,其具体成形工艺,包括以下步骤:a、下料;b、退火;c、冲孔;d、车孔;e、抛丸、磷皂化;f、反挤压;g、金加工。优点:解决了铸造、焊接工艺存在的机械性能差、热锻工艺存在的表面易氧化、切削量大等问题,