
一种行星齿轮架及其成形工艺.pdf

一条****杉淑

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种行星齿轮架及其成形工艺.pdf
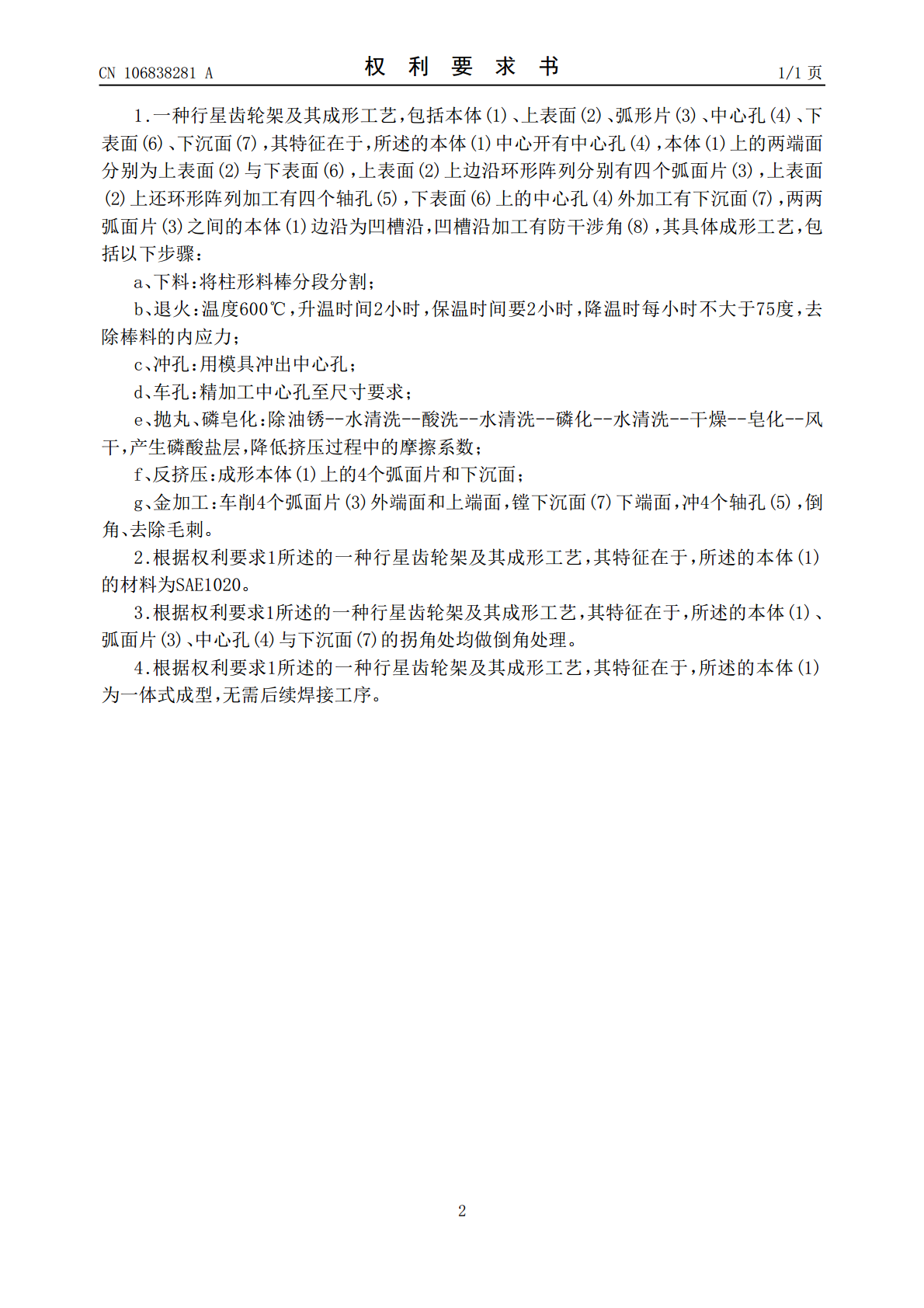
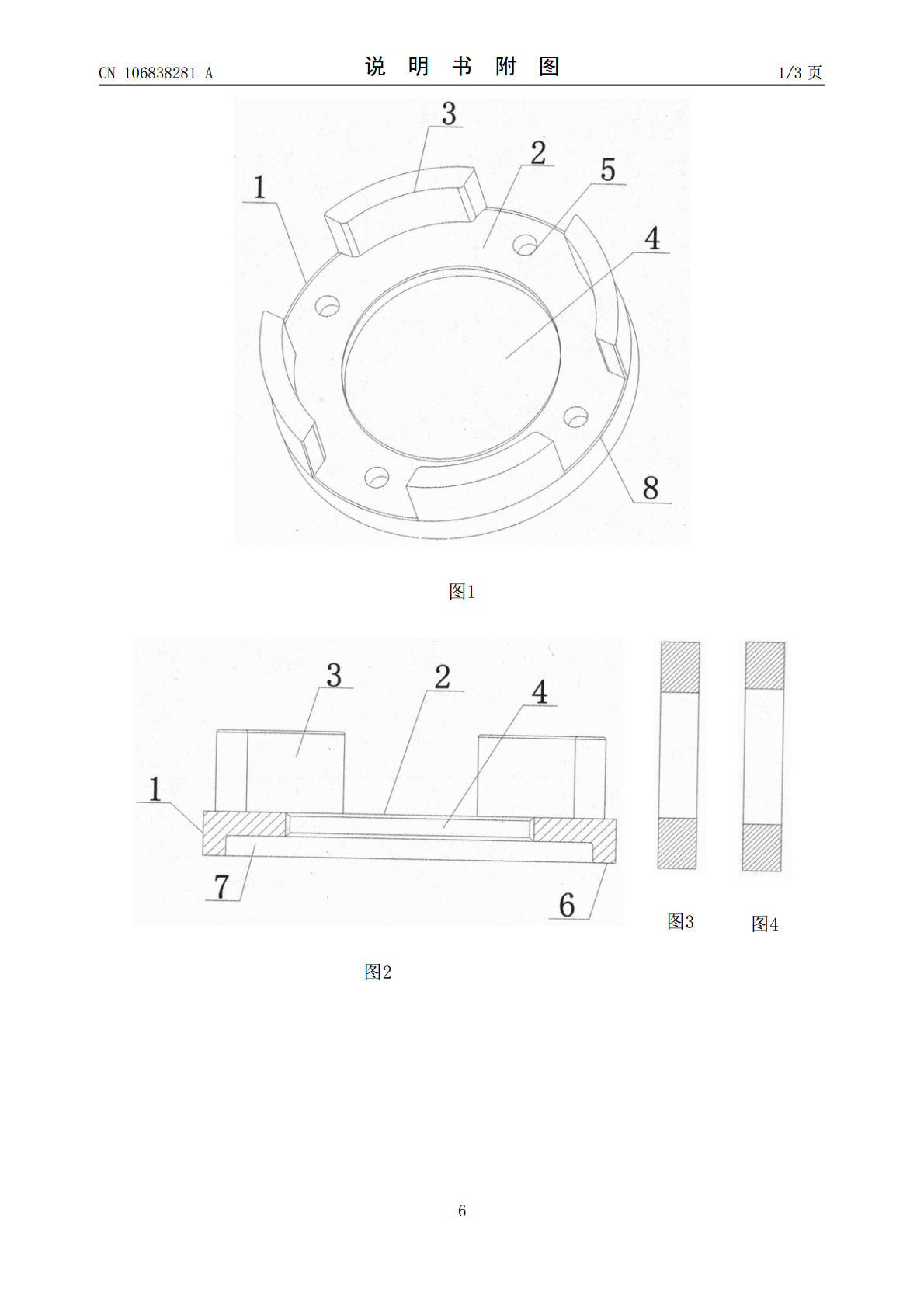
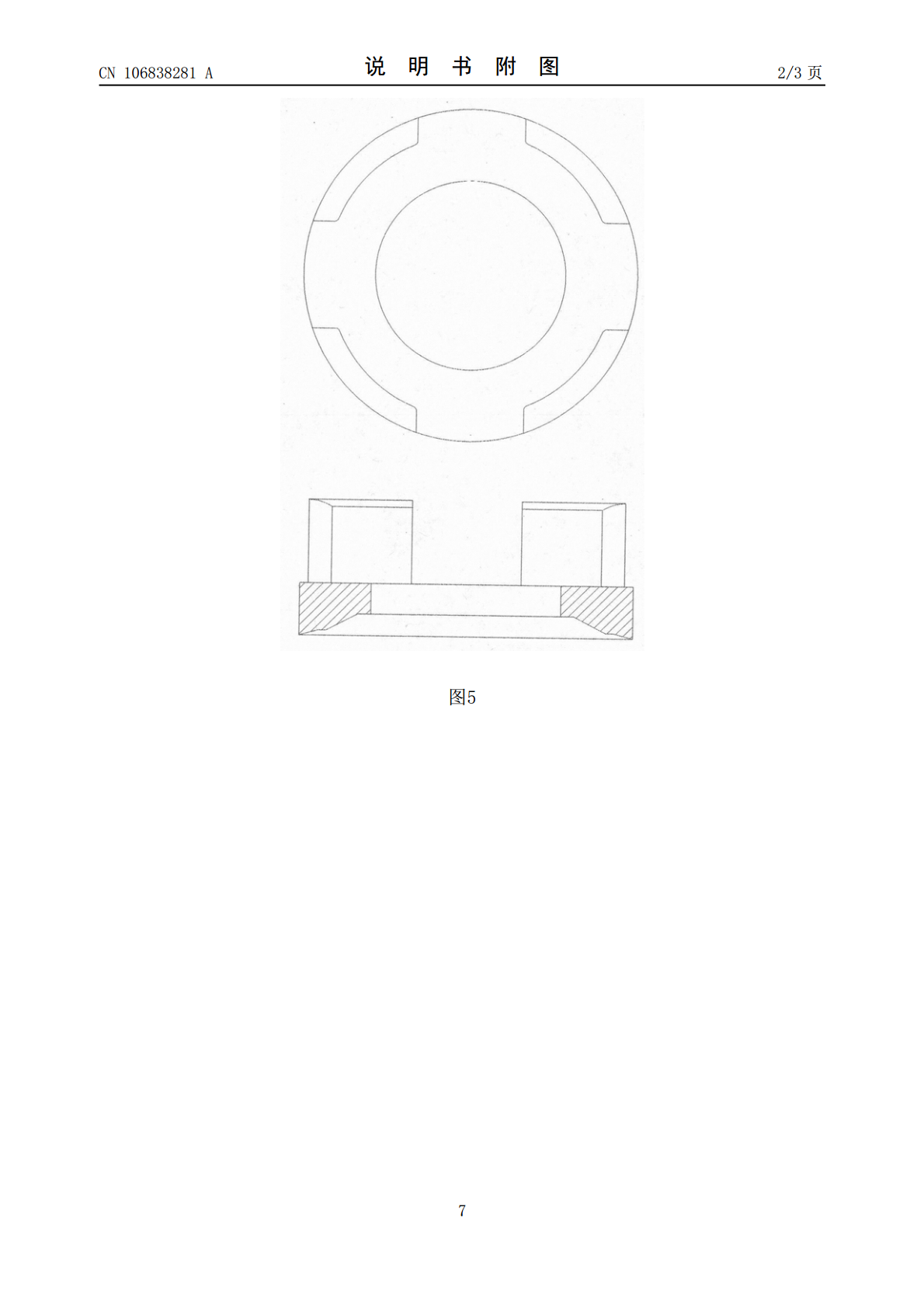
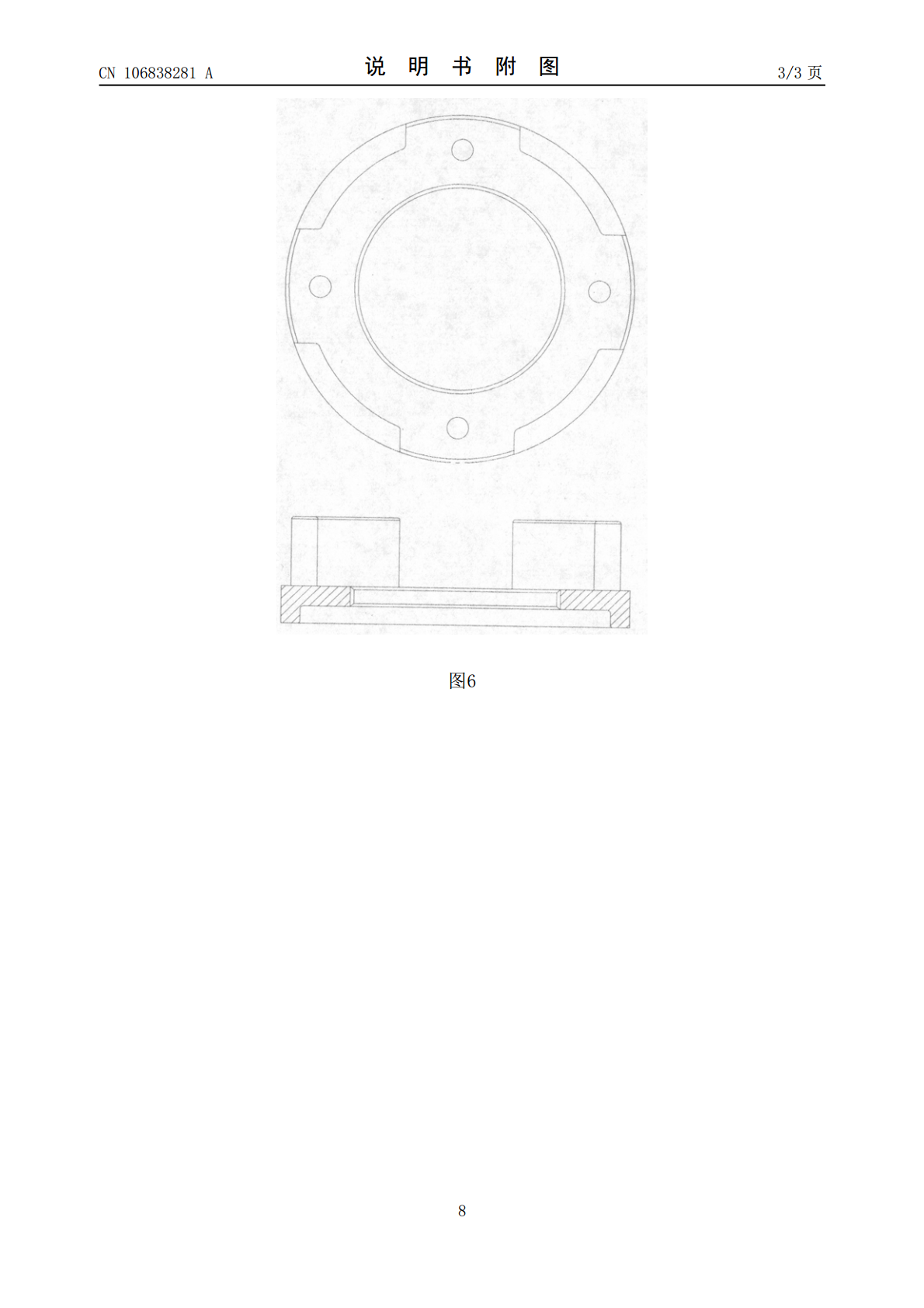
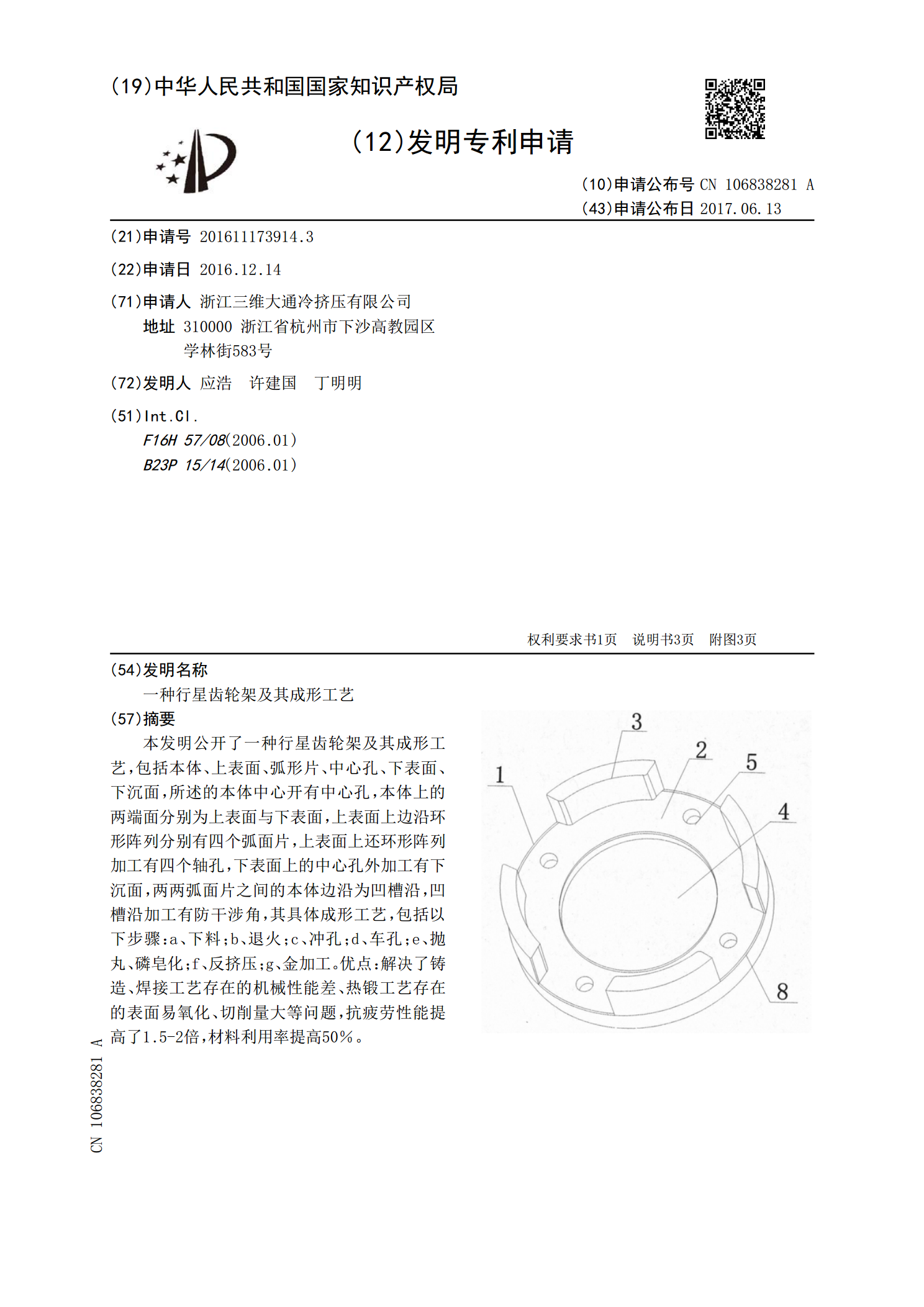
本发明公开了一种行星齿轮架及其成形工艺,包括本体、上表面、弧形片、中心孔、下表面、下沉面,所述的本体中心开有中心孔,本体上的两端面分别为上表面与下表面,上表面上边沿环形阵列分别有四个弧面片,上表面上还环形阵列加工有四个轴孔,下表面上的中心孔外加工有下沉面,两两弧面片之间的本体边沿为凹槽沿,凹槽沿加工有防干涉角,其具体成形工艺,包括以下步骤:a、下料;b、退火;c、冲孔;d、车孔;e、抛丸、磷皂化;f、反挤压;g、金加工。优点:解决了铸造、焊接工艺存在的机械性能差、热锻工艺存在的表面易氧化、切削量大等问题,

一种行星齿轮减速器的行星齿轮架钻孔工艺.pdf
一种行星齿轮减速器的行星齿轮架钻孔工艺,该行星齿轮架具有上、下层架板,上层架板上设有上通孔,下层架板上设有与上通孔相对的下通孔,上下通孔的直径均为3.55mm;该工艺包括下列步骤:A.采用定心钻将上层架板顶住定位;B.采用钻头外径为3.1mm的麻花钻在上层架板上钻出上通孔;C.采用铣头外径为3.4mm的三刃铣刀对上通孔进行铣削;D.采用钻头外径为3.1mm的麻花钻在下层架板上钻出下通孔;E.采用铰头外径为3.55mm的三刃铰刀对上通孔进行铰削;F.采用铣头外径为3.4mm的四铣刀对下通孔进行铣削;G.采用

行星齿轮架及其制造方法.pdf
一种行星齿轮架及其制造方法,能够减少制造行星齿轮架时的零件数量、加工工序数,并且提高材料的成品率。准备在凸缘(2)的周围交替地配置侧壁预定部位(3p)和座面预定部位(4p)的原材料(W),通过扩宽座面预定部位(4p),成形小齿轮的座面(4),同时形成用于使小齿轮露出的开口(6)。通过拉深侧壁预定部位(3p),将侧壁预定部位(3p)成形为与凸缘(2)连接的侧壁(3),同时使座面(4)向凸缘(2)的下方移动。
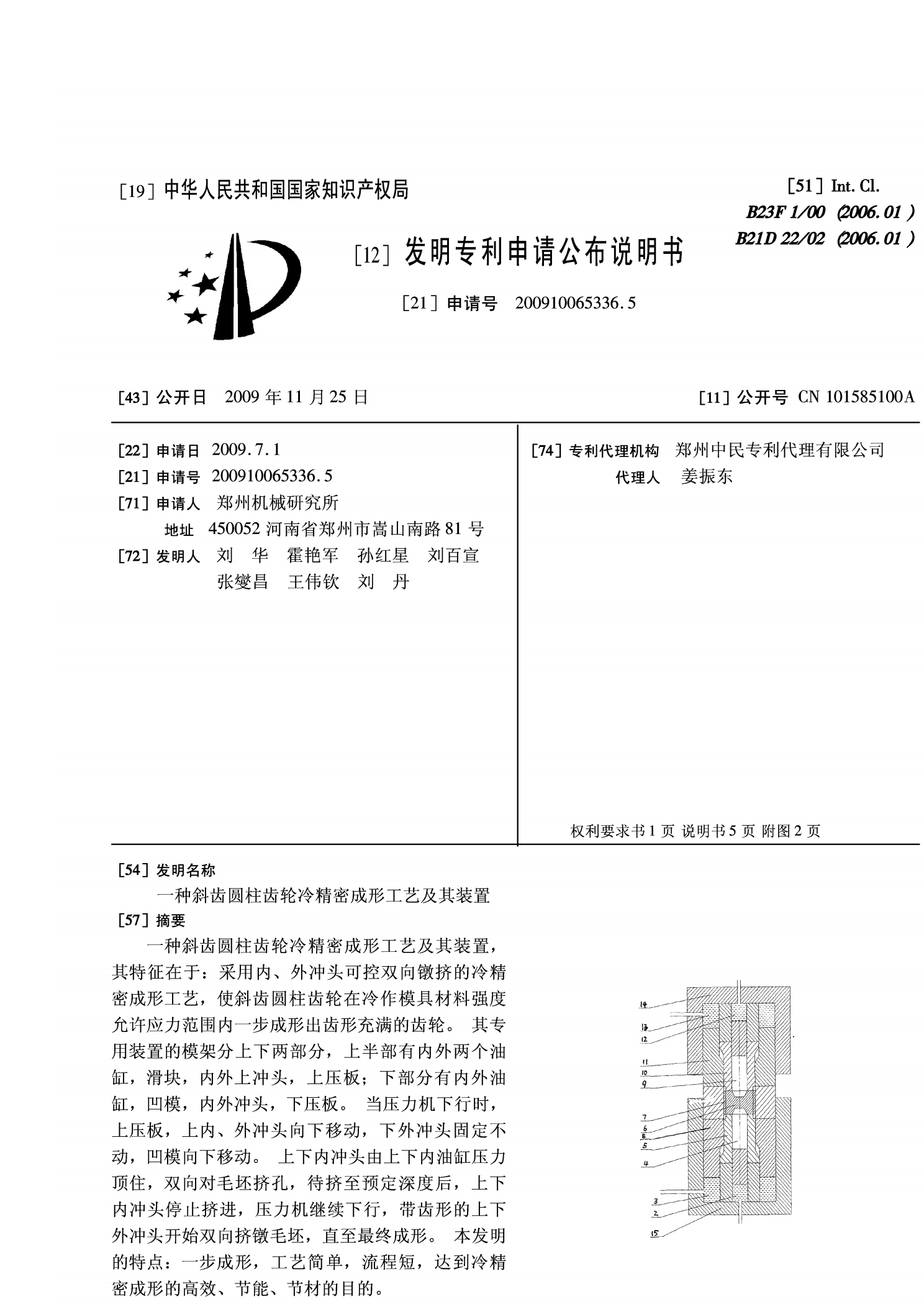
一种斜齿圆柱齿轮冷精密成形工艺及其装置.pdf
一种斜齿圆柱齿轮冷精密成形工艺及其装置,其特征在于:采用内、外冲头可控双向镦挤的冷精密成形工艺,使斜齿圆柱齿轮在冷作模具材料强度允许应力范围内一步成形出齿形充满的齿轮。其专用装置的模架分上下两部分,上半部有内外两个油缸,滑块,内外上冲头,上压板;下部分有内外油缸,凹模,内外冲头,下压板。当压力机下行时,上压板,上内、外冲头向下移动,下外冲头固定不动,凹模向下移动。上下内冲头由上下内油缸压力顶住,双向对毛坯挤孔,待挤至预定深度后,上下内冲头停止挤进,压力机继续下行,带齿形的上下外冲头开始双向挤镦
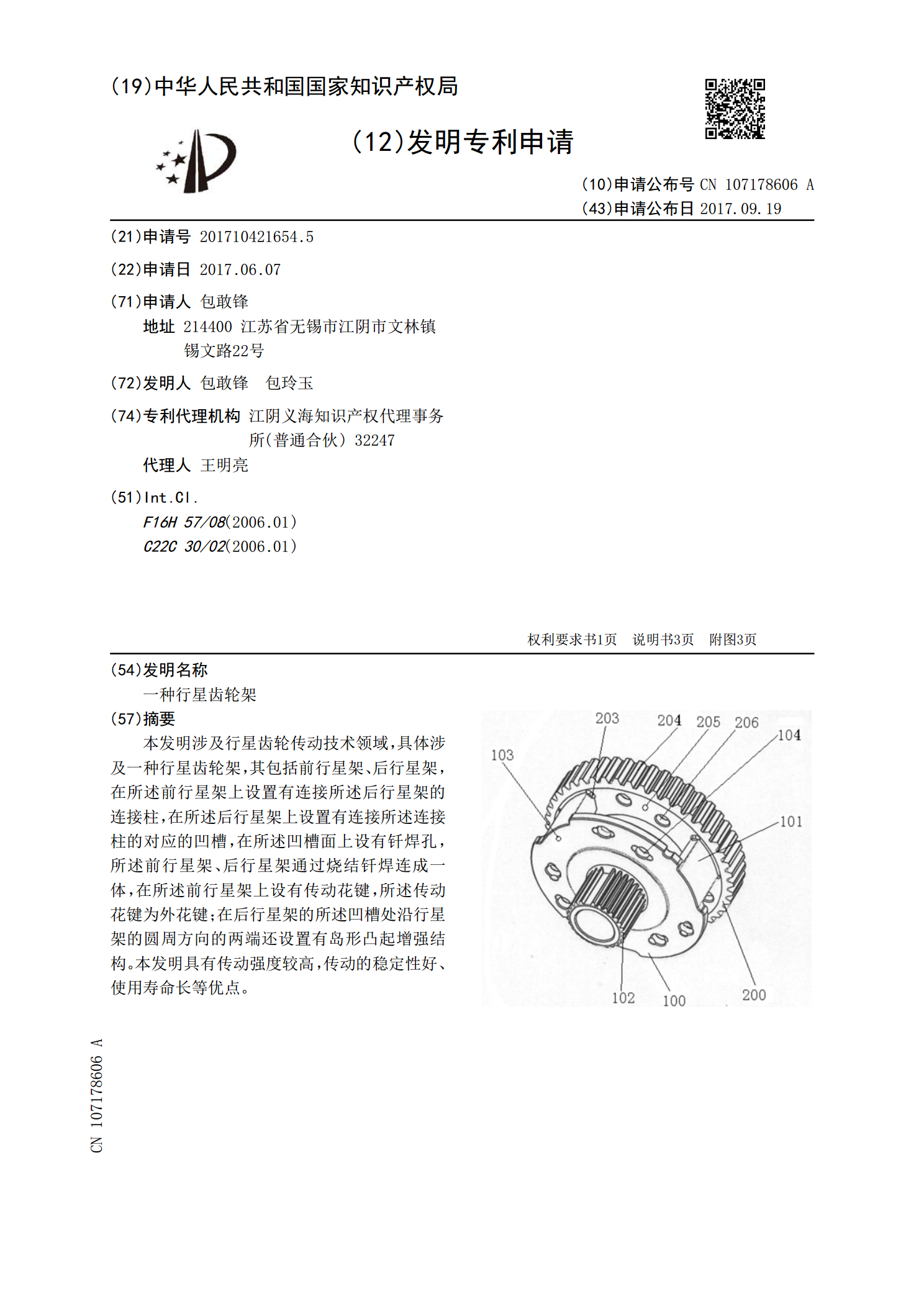
一种行星齿轮架.pdf
本发明涉及行星齿轮传动技术领域,具体涉及一种行星齿轮架,其包括前行星架、后行星架,在所述前行星架上设置有连接所述后行星架的连接柱,在所述后行星架上设置有连接所述连接柱的对应的凹槽,在所述凹槽面上设有钎焊孔,所述前行星架、后行星架通过烧结钎焊连成一体,在所述前行星架上设有传动花键,所述传动花键为外花键;在后行星架的所述凹槽处沿行星架的圆周方向的两端还设置有岛形凸起增强结构。本发明具有传动强度较高,传动的稳定性好、使用寿命长等优点。