
差速器直锥齿轮精密锻造阻氧化加热保护生产工艺.pdf

书生****aa


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

差速器直锥齿轮精密锻造阻氧化加热保护生产工艺.pdf
一种差速器直锥齿轮精密锻造阻氧化加热保护生产工艺,(1)上料;(2)预热到250~300℃,蒸发抗氧化剂中的水分;(3)雾状喷涂抗氧化剂保护表面;(4)中频加热至900~950℃;(5)筛除温度不合格料块;(6)上料到预锻模腔;(7)模具润滑并预锻成型;(8)取料转移到精锻模腔;(9)模具润滑并热精锻成形;(10)取料转移到出料滑道;(11)工件在缓冷箱中保温并缓冷;(12)切锻造飞边;(13)表面清理,去除表面微氧化皮;(14)冷精压成形精锻件。本发明自动化生产,避免人工恶劣环境,生产效率高,工艺性稳定

直齿锥齿轮精密锻造工艺与设备排布.docx
直齿锥齿轮精密锻造工艺与设备排布直齿锥齿轮是一种常用的传动元件,在机械传动中起到重要作用。其精密锻造工艺和设备排布是确保齿轮质量和生产效率的关键。本文将探讨直齿锥齿轮精密锻造工艺的流程和相应的设备排布。直齿锥齿轮精密锻造工艺主要包括原材料准备、锻造制备、热处理和成品加工四个步骤。首先,原材料准备是决定齿轮质量的关键环节。选材要求原材料具有良好的机械性能和热处理适应性,同时要求材料的化学成分均匀稳定。接下来是锻造制备过程,其中包括齿轮模具设计和制造、材料预热和坯料锻造三个步骤。齿轮模具的设计和制造需要考虑到
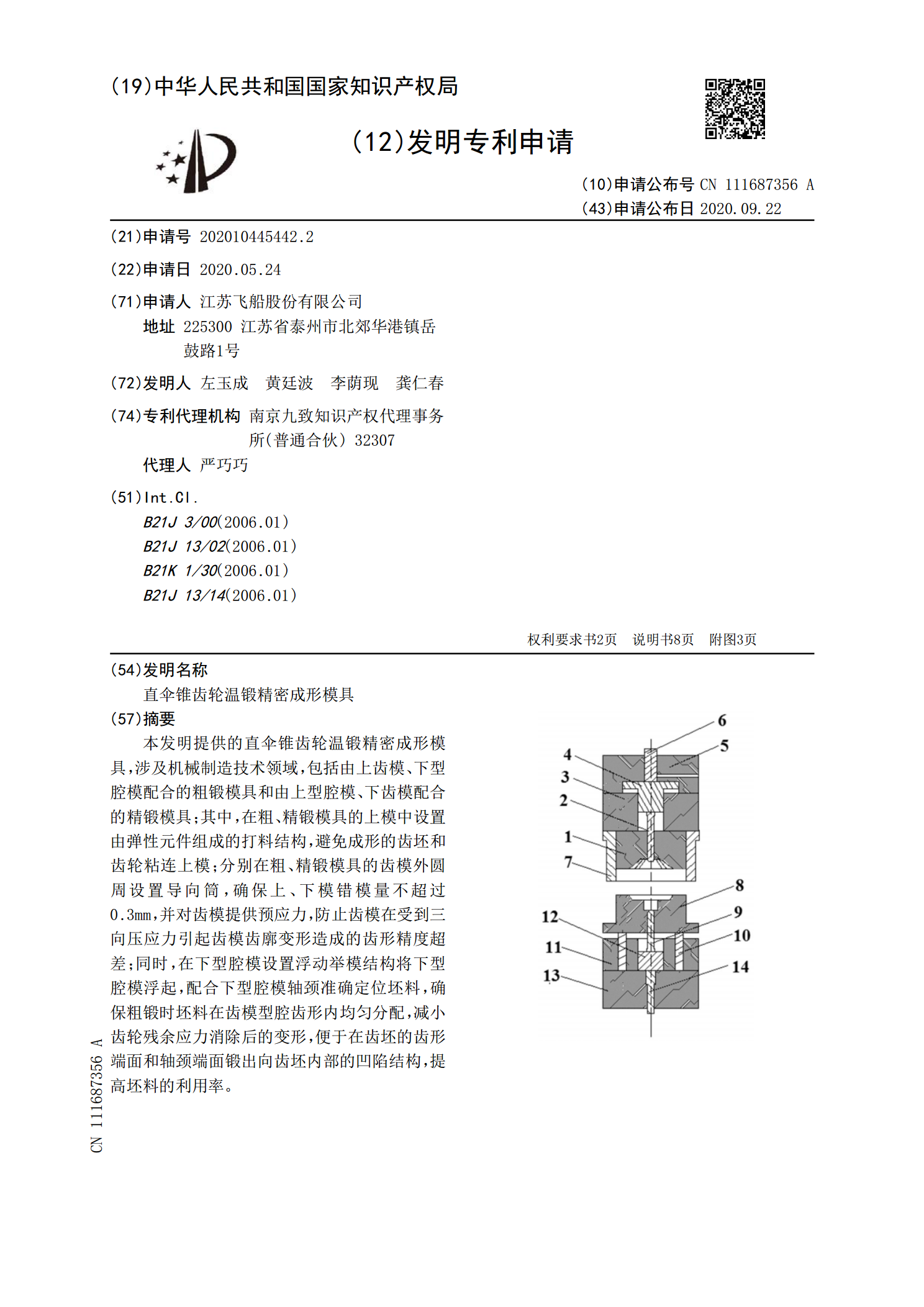
直伞锥齿轮温锻精密成形模具.pdf
本发明提供的直伞锥齿轮温锻精密成形模具,涉及机械制造技术领域,包括由上齿模、下型腔模配合的粗锻模具和由上型腔模、下齿模配合的精锻模具;其中,在粗、精锻模具的上模中设置由弹性元件组成的打料结构,避免成形的齿坯和齿轮粘连上模;分别在粗、精锻模具的齿模外圆周设置导向筒,确保上、下模错模量不超过0.3mm,并对齿模提供预应力,防止齿模在受到三向压应力引起齿模齿廓变形造成的齿形精度超差;同时,在下型腔模设置浮动举模结构将下型腔模浮起,配合下型腔模轴颈准确定位坯料,确保粗锻时坯料在齿模型腔齿形内均匀分配,减小齿轮残余

驱动桥锥齿轮锻件锻造生产工艺及设备.pdf
本发明涉及一种驱动桥锥齿轮锻件锻造生产工艺及设备。该方法包括楔横轧制坯和终锻成型两个工序,其中,楔横轧制坯采用H型楔横轧机,依靠两个装有楔形模具的轧板做往复相向运动,从而得到两件轧制成型的轧件;终锻成型为在压力机上安装有凹模、凸模以及顶杆组成的封闭模腔内将楔横轧轧制成型的锻件锻造成型,得到驱动桥锥齿轮锻件。利用楔横轧制坯具有噪音小、生产效率及材料利用率高等优点。
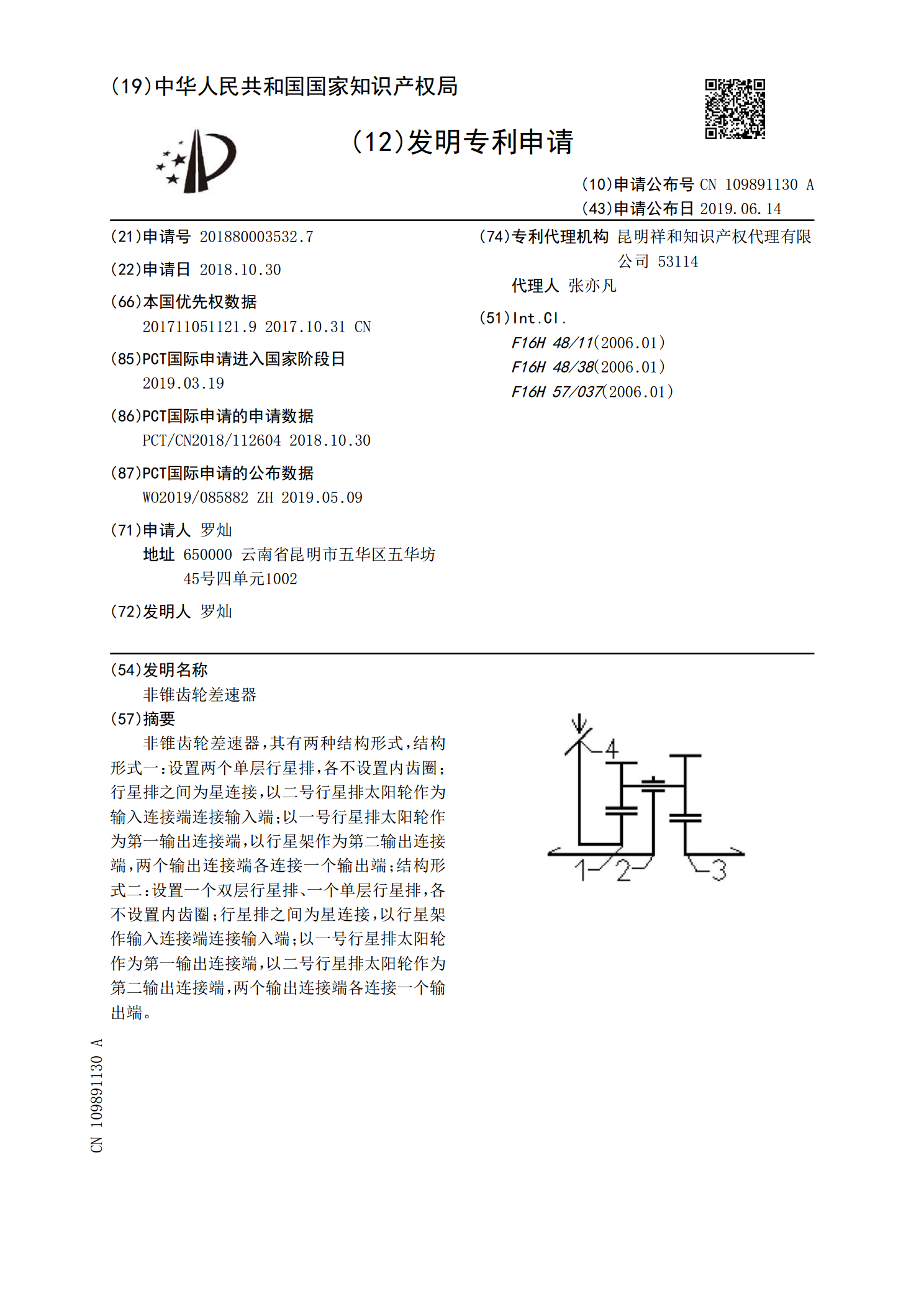
非锥齿轮差速器.pdf
非锥齿轮差速器,其有两种结构形式,结构形式一:设置两个单层行星排,各不设置内齿圈;行星排之间为星连接,以二号行星排太阳轮作为输入连接端连接输入端;以一号行星排太阳轮作为第一输出连接端,以行星架作为第二输出连接端,两个输出连接端各连接一个输出端;结构形式二:设置一个双层行星排、一个单层行星排,各不设置内齿圈;行星排之间为星连接,以行星架作输入连接端连接输入端;以一号行星排太阳轮作为第一输出连接端,以二号行星排太阳轮作为第二输出连接端,两个输出连接端各连接一个输出端。