
一种链轮齿形精密冲裁加工工艺.pdf

丹烟****魔王


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种链轮齿形精密冲裁加工工艺.pdf
本发明提供的一种链轮齿形齿形精密冲裁加工工艺,适用于所有的标准和非标准的链轮齿形部分的加工,并且对于其中相同规格不同齿数的链轮,采用相同的齿形弧段模具进行分段处理,减少了模具的数量,节省了材料,并且相比于现有的加工方法来说,冲裁具有速度快,效率高等特点,加工精度可以满足一般的使用要求,另外对于圆弧工作段,可以通过铣削方式进行修正,进一步提高齿形部分的精度和表面粗糙度。

一种链轮齿形精密加工工艺.pdf
本发明公开了一种链轮齿形精密加工工艺包括:根据链轮的规格自动选择相应的模具;根据用户预设的条件,数控冲床自动进行冲裁齿形;在铣床上对齿形部分上的圆弧段部分留有0.1-0.5mm的修正加工余量进行铣削精加工,实现了链轮齿形加工存在加工效率较高和加工精度较好的技术效果。
超厚板精密冲裁油及制成工艺.pdf
本发明公开了一种超厚板精密冲裁油及制成工艺,该超厚板精密冲裁油由下列质量比组分组成:三乙醇胺8%--10%;油酸10--12%;蓖麻油5%--10%;磷酸三甲酚酯1.5%--3%;金属缓蚀剂0.05%--0.1%;环烷酸锌3%--6%;异丙醇1%--1.5%;工业菜籽油57.4%--65%。本发明主要适用于金属冲压冲剪加工。本发明的有益效果是:1、降低使用成本;2、节约矿物资源,利用可再生能源;3、优化使用环境,无油雾;4、加工产品干净,清爽;5、延长刀具使用寿命。

精密冲裁工艺及精冲(PPT42页).ppt
第九节精密冲裁工艺及精冲模具设计简介普通冲裁和精冲两种工艺方法的区别2.9.2精密冲裁的工艺方法1.精冲件材料的工艺性精冲的材料必须具有良好的变形特性以便在冲裁过程中不致发生撕裂现象。2.9.3精冲件的工艺性2.9.4精密冲裁模的设计要点2.精冲的排样和精冲力的计算2.精冲的排样和精冲力的计算2.精冲的排样和精冲力的计算1.精冲模与普通冲模的结构比较2.精冲模的结构2.9.6精冲模齿圈的设计2.9.6精冲模齿圈的设计2.9.6精冲模齿圈的设计2.9.6精冲模齿圈的设计2.9.6精冲模齿圈
一种高光亮高精密圆形孔配件冲裁工艺.pdf
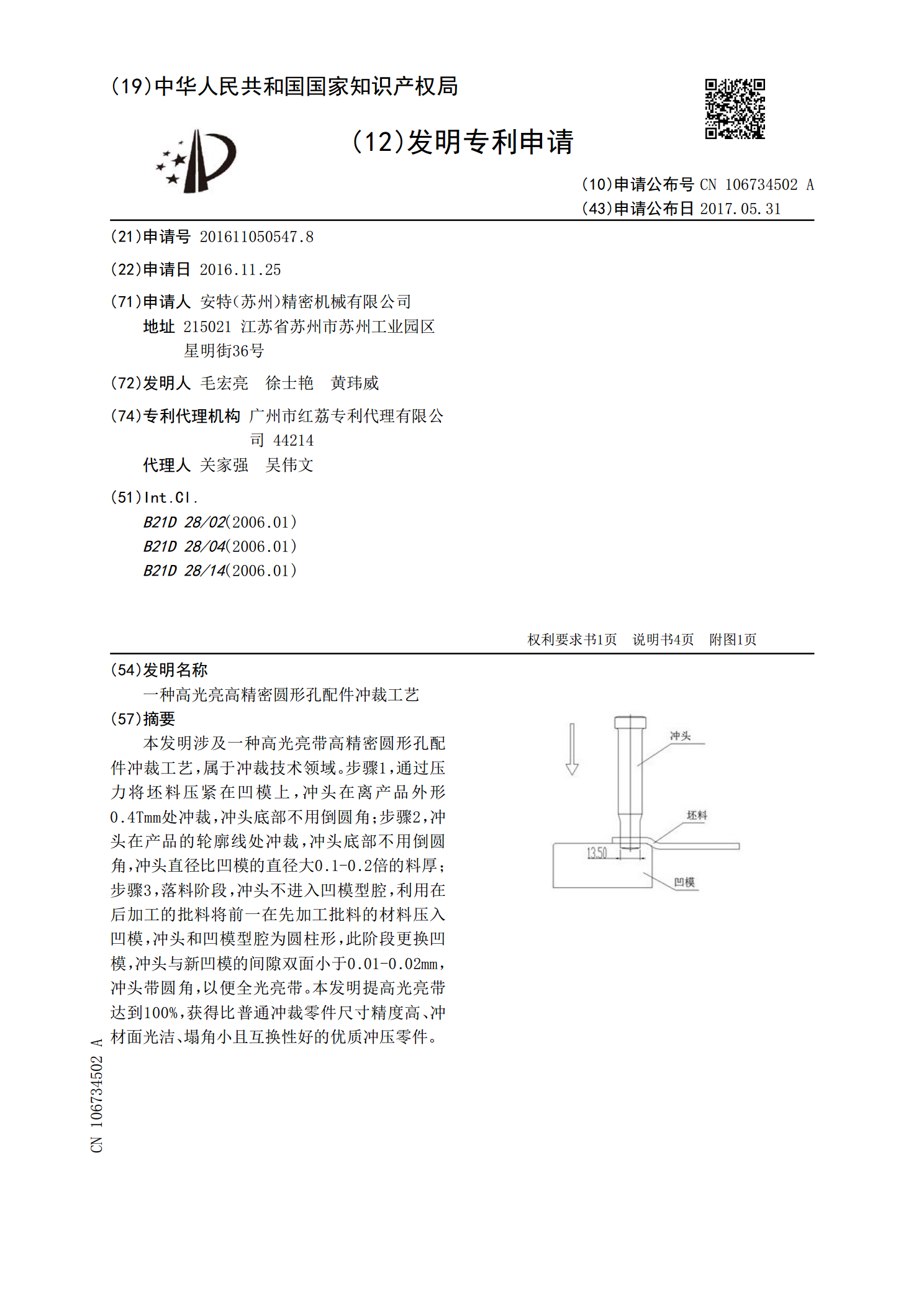
本发明涉及一种高光亮带高精密圆形孔配件冲裁工艺,属于冲裁技术领域。步骤1,通过压力将坯料压紧在凹模上,冲头在离产品外形0.4Tmm处冲裁,冲头底部不用倒圆角;步骤2,冲头在产品的轮廓线处冲裁,冲头底部不用倒圆角,冲头直径比凹模的直径大0.1‑0.2倍的料厚;步骤3,落料阶段,冲头不进入凹模型腔,利用在后加工的批料将前一在先加工批料的材料压入凹模,冲头和凹模型腔为圆柱形,此阶段更换凹模,冲头与新凹模的间隙双面小于0.01‑0.02mm,冲头带圆角,以便全光亮带。本发明提高光亮带达到100%,获得比普通冲裁零